Из чего делают электроды. Электроды с основным покрытием. Признаки классификации электродов.
Прошло более ста лет с момента изобретения первого эффективного сварочного электрода, созданного и запатентованного шведом О. Кельбергом в 1911 году. Оглядываясь на десятилетия, прошедшие после этого события, можно утверждать однозначно — изобретение сварочного электрода стало настоящим событием мирового значения.
Для лучшей сварки металлов и сплавов необходимо подобрать к каждому из них определенную марку сварочных электродов. А для того, чтобы не ошибиться в выборе, нужно знать, какие типы электродов существуют, как распознать их маркировку и области применения — ответы заключаются в этой статье.
Назначение электрода, его характеристики
Электрод является важным звеном в технологии электродуговой сварки — он предназначен для подвода электрического тока к объекту сварки. Сегодня существует множество типов и марок сварочных электродов, имеющих свою узкую специализацию.
Электроды обязаны соответствовать следующим условиям:
- подача неизменной дуги горения, формирование качественного шва;
- металл в сварном шве должен иметь определенный химический состав;
- стержень электрода и его покрытие плавятся равномерно;
- сварка с высокой производительностью при наименьшем разбрызгивании металла электрода;
- получаемый при сварке шлак легко отделим;
- сохранение технологических и физико-химических характеристик во время определенного периода (при хранении);
- низкая токсичность при производстве и при проведении сварочных работ.
Для их изготовления используется проводящие электроток сварочная проволока или стержни из металла, химический состав которых определяет качества электродов. Электроды могут состоять только из металлического стержня (проволоки) — такие сварочные электроды называют непокрытыми. Если стержень электрода покрывается особым составом, предназначенным для повышения качества сварки — электроды называются покрытыми. Применяется покрытие нескольких типов: кислое, основное, рутиловое, целлюлозное и смешанное.

По своему назначению покрытие подразделяется на два вида: защитное (толстопокрытые электроды) и ионизирующее (тонкопокрытые электроды). Для лучшего понимания различия между этими видами покрытий, необходимо отметить, что качество сварки электродами с ионизирующим покрытием уступает сварке электродами с защитным покрытием — первый тип покрытия не способен уберечь сварной шов от азотирования и окисления.
Как связан тип покрытия электродов с их сварочно-технологическими свойствами
Возможность выполнения сварки в любом пространственном положении, производительность электросварки, требуемый сварочный ток, склонность к порообразованию, а также (в некоторых случаях) склонность к образованию трещин в сварном шве и содержание в наплавленном металле водорода — все эти факторы напрямую зависят от типа покрытия сварочных электродов.
Кислое покрытие состоит из кремния, марганца и оксидов железа. Электроды с кислым покрытием (СМ-5, АНО-1), по свойствам сварного соединения и металла шва, представляют собой типы Э38 и Э42. При сварке электродами с кислым покрытием металлов, покрытых ржавчиной или окалиной, не будут образовываться поры (то же — при удлинении дуги). Сварочный ток для таких электродов может быть переменным или постоянным. Отрицательным фактором при сварке электродами с кислым покрытием является высокая склонность к появлению в металле шва горячих трещин.
Основное покрытие электродов (УОНИИ-13, ДСК-50) образовано фтористыми соединениями и карбонатами. Химический состав металла, направленного такими электродами, идентичен спокойной стали. Низкое содержание включений неметаллов, газов и вредных примесей обеспечивает металл шва высокой ударной вязкостью (при нормальной и пониженной температурах) и пластичностью, он отличается повышенной устойчивостью к появлению горячих трещин. По своим характеристикам, электроды с основным покрытием относятся к типам Э42А и Э46А, Э50А и Э60.
Однако электроды с основным покрытием уступают по своим технологическим характеристикам некоторым видам электродов из-за своих недостатков — в случае увлажнения покрытия и при удлинении дуги в работе с ними высока чувствительность к порообразованию в металле шва. Сварка такими электродами выполняется под постоянным током с обратной полярностью, электроды перед началом сварочных работ требуют прокалки (при t 250-420оС).

Электроды с рутиловым покрытием (МР-3, АНО-3, АНО-4, ОЗС-4) обходят по ряду технологических качеств все прочие типы электродов. При выполнении сварки переменным током горение дуги таких электродов мощное и стабильное, с минимальным разбрызгиванием металла — формируется качественный шов, а корка из шлаков легко отделима. Изменение длины дуги, сварка влажного или покрытого ржавчиной металла, сварка по поверхности с окислами — все это мало влияет на порообразование рутиловых электродов.
Однако образуемый ими металл шва имеет и отрицательные качества — пониженную ударную вязкость и пластичность, вызываемые включениями оксида кремния.
Органические компоненты в большом количестве (до 50%) составляют целлюлозный тип покрытия электродов (ВСЦ-1, ВСЦ-2, ОМА-2). Наплавленный ими металл идентичен спокойной или полуспокойной стали (по химическому составу). По своим характеристикам электроды с целлюлозным покрытием относятся к типам Э50, Э46 и Э42.
Односторонняя сварка целлюлозными электродами на весу позволяет получить равномерно обратный шовный валик, можно сваривать и вертикальные швы — методом сверху вниз. Однако в полученном при сварке целлюлозными электродами шовном металле высокое содержание водорода и это — большой минус.
Смешанное покрытие позволяет объединить качественные характеристики разных типов электродных покрытий. Смешанными покрытиями являются кислорутиловое, рутилово-целлюлозное, рутилово-основное и т.д.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Электроды плавящиеся и электроды неплавящиеся — в чем разница между ними
Металлический стержень плавящихся электродов используется при сварке в качестве образующего материала для шва, материалом для таких электродов служит сталь или медь. Неплавящиеся электроды производят из угля или вольфрама — их назначение заключается в подводе электротока к месту сварки, для скрепления сварных элементов (соединяемых в первую очередь за счет собственного металла) используется присадочная проволока или пруток. Материалом для производства угольных электродов служит особый электротехнический аморфный уголь, которому придают вид стержней округлого сечения. Угольные электроды используются в двух случаях: для получения аккуратных сварных швов с эстетической точки зрения — если внешний вид конечного изделия особенно важен; с их помощью можно резать особо толстый металл (воздушно-дуговой резкой).
Длина электрода зависит от его диаметра:
| Диаметр электрода, мм | Длина электрода, мм | Диаметр электрода, мм | Длина электрода, мм | ||
| высоколеги-рованного | легированного или углеродистого | высоколеги-рованного | |||
| 1,6 |
220 250 |
150 200 |
4,0 |
350 450 |
350 |
| 2,0 | 250 |
200 250 |
5,0 6,0 8,0 10,0 12,0 |
450 |
350 450 |
| 2,5 |
250 300 |
250 | |||
| 3,0 |
300 350 |
300 350 |
|||
Маркировка электродов выполняется по следующей схеме:
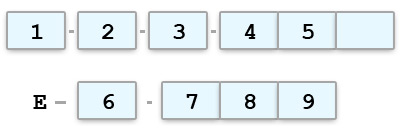
1-е значение соответствует типу электрода;
2-е — марка электрода;
3-е — диаметр (мм);
4-е — описывает назначение электродов;
5-е — толщина покрытия;
6-е — индекс, информирующий о характеристиках металла шва и наплавленного металла (ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75);
7-е — вид покрытия;
8-е — виды пространственных положений наплавки или сварки, допустимые для данных электродов;
9-е — полярность и род тока, номинальное напряжение для источника переменного тока на холостом ходу.
Обязательным условием для структуры маркировки электродов является указание технических требований (ГОСТ), согласно которых были выполнены данные электроды (по условиям ГОСТ 9466-75, ТУ 14-4-644-65, ТУ 14-4-321-73, ТУ 14-4-831-77, ТУ 32-ЦТВР-611-88).
Пример маркировки электродов:
| Э46А — УОНИ — 13/45 — 3,0 — УД2 | ГОСТ 9466-75, ГОСТ 9467-75 |
| Е432(5) — Б10 |
В предложенном примере содержится маркировка электродов типа Э46А, рассмотрим ее значение подробнее.
Обозначение в делителе:
- Э — электрод, предназначенный для дуговой сварки;
- 46 — гарантированное наименьшее временное сопротивление разрыву (по ГОСТ 9467-75);
- А — электроды улучшенного типа;
- У — электроды применимы для сварки (углеродистых и низколегированных) с временным сопротивлением на разрыв до 600 МПа;
- Д2 — толщина покрытия соответствует 2-й группе;
Обозначения в знаменателе:
- 43 2 (5) — характеристики шовного и наплавленного металла;
- Б — согласно приведенной выше таблице типов покрытий соответствует основному типу;
- 1 — пространственное положение, допустимое при сварке;
- 0 — обратно полярный постоянный ток.
При маркировке электродов, применимых для сварки конструкционных сталей (углеродистых и низколегированных) с временным сопротивлением на разрыв до 600 МПа, тире после буквенного обозначения «Е» (в знаменателе) не ставится.
По ГОСТ 9466-75, металлические электроды, произведенные методом опрессовки, для выполнения ручной дуговой сварки сталей и наплавки наружных (поверхностных) слоев, обладающих особыми свойствами, отмечаются соответствующим буквенным обозначением и разделены на классы:
- для сварки сталей углеродистых и низколегированных (с временным сопротивлением на разрыв до 600 МПа) — маркировка «У»;
- ля сварки легированных сталей (временное сопротивление свыше 600 МПа) — маркировка «Л»;
- ля сварки легированных сталей высокой теплоустойчивости — маркировка «Т»;
- ля сварки высоколегированных сталей, обладающих особыми свойствами — маркировка «В»;
- ля выполнения наплавки поверхностных слоев, обладающих особыми свойствами — маркировка «Н».
Электроды, предназначенные для сваривания высоколегированных сталей, подразделяются на классы в зависимости от химического состава и механических свойств наплавленного металла: таких электродов (по ГОСТ 10052-75) — 49 типов, обозначаемых индексом «Э», за которым следуют цифры и буквы. Стоящие за индексом цифры (две) информируют о содержании углерода (среднее, в сотых долях процента) в наплавленном металле. Приводятся следующие буквенные обозначения химических элементов (кавычки при маркировке не ставятся): азот — «А», ниобий — «Б», вольфрам — «В», марганец — «Г», медь — «Д», молибден — «М», никель — «Н», титан — «Т», ванадий — «Ф» и хром — «Х». Если среднее содержание химических элементов в наплавленном металле меньше, чем 1,5% — цифры после буквенного обозначения не выставляются.
Возможные пространственные положения при сварке указываются следующим образом:
- если для данного типа электродов допустима сварка во всех положениях — «1»;
- все положения, за исключением сварки в положении сверху вниз — «2»;
- только для горизонтального положения на плоскости, расположенной вертикально, для вертикального в направлении снизу вверх и для нижнего положения — «3»;
- только для нижнего положения и нижнего в лодочку — «4».
Электроды подразделяются на несколько групп
Группа электродов для выполнения сварочных работ с углеродистыми и низколегированными сталями
Электродами, входящим в состав этой группы, выполняют сварку углеродистых сталей (содержание углерода до 0,25%) и низколегированных сталей с временным сопротивлением на разрыв не более 590 МПа. Эту группу электродов объединяют следующие свойства сварного соединения и механические характеристики металла шва: ударная вязкость и относительное удлинение, угол изгиба и временное сопротивление на разрыв.
Эти свойства электродов определяют их классификацию внутри группы (при маркировке цифры, следующие после буквенного обозначение «Э», информируют о наименьшем временном сопротивлении сварного соединения или металла шва на разрыв, в кгс/мм2):
- сварные работы на сталях с временным сопротивлением на разрыв менее 490 МПа (Э38, Э42, Э46 и Э50);
- сварные работы на сталях при высоких требованиях к ударной вязкости и относительному удлинению металла шва (Э42А, Э46А и Э50А);
- сварные работы на сталях с временным сопротивлением разрыву более 490 МПа, но не выше 590 МПа (Э55 и Э60).
Группа электродов для выполнения сварочных работ с высоколегированными сталями и сплавами
Внутри группы электроды, назначение которых заключается в сварке сплавов на основе никеля и железоникеля, а также высоколегированных сталей, подразделяются на:
- предназначенные для сварки жаропрочных (жаростойких) сталей и сплавов;
- предназначенные для сварки коррозийно-стойких сталей и сплавов.
По условиям ГОСТ 10052-75 электроды, предназначенные для сварки высоколегированных сталей и сплавов, обладающих коррозийной стойкостью, жаропрочностью и жаростойкостью, классифицируются по механическим свойствам металла шва и химическому составу наплавленного металла на 49 типов. У большинства производимых промышленностью электродов характеристики наплавленного металла определяются техническими условиями производителей.

Электроды, предназначенные для сварки высоколегированных сплавов и сталей, имеют существенные различия по характеристикам наплавленного металла и химическому составу от характеристик и состава металлов, свариваемых ими. Для того чтобы сделать оптимальный выбор, необходимо достижение основных эксплуатационных параметров для сварных соединений (коррозийной стойкости и механических свойств, жаропрочности и жаростойкости) и устойчивости металла шва к образованию трещин.
Сварка высоколегированных сталей и сплавов выполняется электродами с рутиловым, основным и рутилово-основным типами покрытий. Такие электроды имеют большую скорость плавления и коэффициент наплавки за счет стержней из высоколегированных сплавов и сталей, по сравнению с электродами, предназначенными для сварки низколегированных, легированных и углеродистых сталей — все дело в том, что электроды для сварки высоколегированных сплавов и сталей имеют высокое электрическое сопротивление и низкую теплопроводность. Эти же свойства требуют выполнять сварку под сварочным током пониженных значений и сокращения длины электродов, сама сварка выполняется в основном под обратно полярным постоянным током.
Группа электродов для выполнения сварочных работ легированных конструкционных сталей (повышенной и высокой прочности)
Электродами этой группы выполняется сварка с временным сопротивлением на разрыв более 590 МПа. Сварка таких марок сталей выполняется двумя способами: после сварки швы подвергают термообработке или же она не проводится.
Термообработка сварных швов позволяет получить сварные соединения равной прочности. Существует пять видов электродов (по ГОСТ 9467-75), предназначенных для сварки таких типов сталей (Э70, Э85, Э100, Э125 и Э150). По условиям ГОСТа, в наплавленном металле не может быть более 0,030% серы и 0,035% фосфора.
Важное замечание: перед выполнением сварочных работ с конструкциями, работа которых предполагает наличие экстремальных условий, требуется отнестись внимательно к химическому составу электрода и металла, который будет им сварен (определить химический состав можно, воспользовавшись нормативной документацией, или же использовать общие данные из полной маркировки электродов).
В случае, когда особой потребности в равнопрочных соединениях при сварке нет, можно применить электроды, способные обеспечить аустенитную структуру шовного металла. Сварные соединения, полученные таким образом, обладают повышенной стойкостью к образованию трещин, а отличительными характеристиками металла шва будут вязкость и пластичность. Этот тип электродов можно применять для сварки разнородных и высоколегированных сталей, учитывая в ходе сварочных работ все особенности таких электродов, созданных для сварки высоколегированных сталей.
Электроды, предназначенные для наплавки
Для образования поверхностных слоев методом дуговой наплавки (за исключением наплавки слоев на цветные металлы) существует специализированная группа электродов, производимых по ГОСТ 10051-75 и ГОСТ 9466-75.
В этой группе представлены электроды 44 видов (к примеру, Э-16Г2ХМ, Э-110х14В13Ф), классифицируемых по твердости (при нормальной температуре) и по характеристикам наплавленного металла (его химическому составу). Характеристики наплавленного металла электродов определяются в ряде случаев по техническим условиям каждого производителя.

По эксплуатационным характеристикам наплавленного металла и выбранной системы легирования можно разделить (условно) электроды для наплавки на шесть групп, образующих наплавленный металл:
- низкоуглеродистый, низколегированный, обладающий высокой стойкостью в условиях ударных нагрузок и при трении двух металлов;
- среднеуглеродистый низколегированный, имеющий высокую стойкость к ударным нагрузкам, при трении двух металлов в условиях нормальной и повышенной температурах (до 600-650оС);
- углеродистый легированный (высоколегированный), устойчивый к абразивному износу и ударным нагрузкам;
- углеродистый высоколегированный, обладающий повышенной стойкостью к воздействию высоких температур (650-850оС) и больших давлений;
- высоколегированный аустенитной структуры, обладающий высокой стойкостью к износу коррозийно-эрозийного характера и трению двух металлов в условиях высоких температур (до 570-600оС);
- дисперсно-упрочненный высоколегированный, обладающий высокой устойчивостью к воздействию особо сложных деформационных и температурных условий (910-1100оС).
Выполнение работ по наплавке металла проводится по специальным технологиям, которые могут включать в себя подогрев (предварительный и сопутствующий) термообработку и др. — исходя из состояния и химического состава металлов (основного и наплавляемого). Строгое соблюдение технологий позволяет получить наплавляемые металлические поверхности с заданными эксплуатационными характеристиками.
Группа электродов, с помощью которых выполняют холодную сварку и наплавку чугунных изделий
Такие электроды позволяют исправить дефекты, обнаруженные в чугунных отливках, к этой же группе относятся электроды, применяемые при ремонтно-восстановительных работах на изношенном оборудовании. Возможно применение электродов для холодной сварки в создании конструкций сварно-литьевым методом.
Используя электроды из этой группы можно получить металла шва определенных свойств — стали и сплавов на основе никеля, сплава железа и никеля, меди и т.д.
Сварка теплоустойчивых сталей — применяемые электроды
Теплоустойчивые стали (марки ЦЛ-17, ЦЛ-39, ТМЛ-1У, ТМЛ-3У, ЦУ-5, ОЗС-11 и др., способные работать при высоких температурах — до 550-600оС) свариваются специальными электродами, основными свойствами которых выступают химические показатели наплавленного металла и механические характеристики металла шва в условиях нормальной температуры. До начала сварочных работ важно принять во внимание максимальный размер рабочей температуры, его соответствие расчетным показателям долговременной прочности металла шва.
По условиям ГОСТ 9467-75, существует девять типов электродов (Э-09М, Э-09МХ, Э-09х1М, Э-05х2М1, Э-09х1М1НФБ, Э-10х3М1БФ, Э-10х5МФ) с основным и рутиловым покрытием, специализация которых (по химическим характеристикам и механическим свойствам наплавленного металла и металла шва) заключается в сварке теплоустойчивых сталей.
Также сварка теплоустойчивых сталей может выполняться электродами, не подпадающими под ГОСТ 9467-75 — при условии, если они предназначены для сварочных работ со сталями других классов (к примеру, электроды марки АНЖР-1, главное предназначение которых заключается в сварке разнородных сталей).
При сварочных работах с теплоустойчивыми сталями, как правило, выполняется их предварительный подогрев, а по завершении сварки — термообработка.
Сварка цветных металлов — некоторые детали
При выполнении сварки меди и ее сплавов важно учитывать высокую активность этого металла во взаимодействии с газами (более всего с водородом и кислородом). Следствием этих реакций могут быть микротрещины и порообразования в металле шва, предотвратить появление которых можно лишь работая с раскисленной медью. Перед началом сварочных работ электроды необходимо подвергнуть хорошей прокалке, а участки для швов на сварных элементах требуется зачистить до появления металлического блеска, с полным удалением оксидов, жиров, загрязнений и т.д. Главную сложность в сварке бронзовых деталей составляет их высокая хрупкость и снижение прочностных характеристик при нагревании, при сварке латунных конструкций активно испаряется цинк.

Алюминий и его сплавы обладают высокой окисляемостью — плотная оксидная пленка на поверхности свариваемых элементов отличается высокой тугоплавкостью. Поверхность сварочной ванны также может быть покрыта пленкой оксида алюминия, препятствующей сварочному процессу — создавая помехи формированию сварного шва, способствуя появлению в металле шва не проваренных участков и неметаллических включений. Требуется удаление оксидной пленки — решением этой проблемы при ручной сварке станет введение в состав покрытия электродов фтористых и хлористых солей щелочных (щелочноземельных) металлов, которые, находясь в расплавленном состоянии, будут способствовать устранению пленки и поддержанию устойчивой дуги.
Вязкость и прочность никеля, в особенности — его сплавов, имеющих (в зависимости от состава) высокие показатели коррозийной устойчивости, жаропрочности и жаростойкости, делают его привлекательным конструкционным материалом. Однако при проведении сварки элементов конструкции из этого металла (его сплавов) возникают сложности, вызванные повышенной чувствительностью никеля к примесям, в особенности к растворенным газам (водороду, кислороду и, в большей степени, к азоту), а также к появлению горячих трещин. Предупредить порообразование и появление трещин возможно, применяя высокой чистоты сварочные электроды и сварные элементы из никеля (его сплавов), уделяя повышенное внимание предварительной подготовке к сварочным работам.
Абдюжанов Рустам, специально для рмнт.ру
Получение металла шва, равнопрочного основному, обеспечивается выбором типа сварочного электрода, который регламентирует прочностные характеристики сварного соединения. Следует учитывать, что применение электродов с повышенными механическими свойствами наплавленного металла, например, по пределу прочности при растяжении, может привести к снижению работоспособности сварной конструкции.
Для сварки кипящих сталей (низкоуглеродистая сталь, выпускаемая из печи слабораскисленной) используют электроды с любым покрытием.
Для сварки полуспокойных сталей (сталь, полученная при раскислении жидкого металла менее полно, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали) при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит у электродов с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется у электродов с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов у электродов с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Характеристики электродов для сварки углеродистых и низколегированных сталей
| Тип Э42
412 МПа (42 кгс/мм 2) |
||||
| Марка
, | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| Огонек | ||||
| Для изделий из стали толщиной 1-3 мм. Сварку можно выполнять способом "сверху-вниз". | ||||
| АНО-6 | ||||
| Сварка короткой или средней дугой. Допускается по незачищенным кромкам. При сварке угловых швов электрод наклонять под углом 40-50° в направлении сварки. Имеет высокую стойкость против образования пор и горячих трещин. Uхх≥50В. | ||||
| АНО-6М | ||||
| Сварка короткой или средней дугой. Легко отделяется шлак. Минимальное разбрызгивание. Малая склонность к образованию пор и горячих трещин. Uхх≥50В. | ||||
| АНО-17 | ||||
| Высокопроизводительные. Для сварки металла большой толщины длинными швами. Малая чувствительность к порообразованию при сварке по окисленной поверхности. Uхх≥50В. | ||||
| ВСЦ-4 | ||||
| Сварка трубопроводов без колебаний электрода опиранием на кромки "сверху-вниз". Корень шва - на постоянном токе любой полярности, "горячий" проход - на обратной полярности. Оставлять огарок не менее 50 мм. | ||||
| ВСЦ-4М | ||||
| Сварка корневого шва и "горячего" прохода стыков трубопроводов. Позволяют вести сварку способом "сверху-вниз" опиранием электрода. Обеспечивают стойкость против образования пор. | ||||
| ОЗС-23 | ||||
| Для сварки конструкций малой толщины по окисленной поверхности. Малая чувствительность к порообразованию. Низкая токсичность. Uхх≥50В. | ||||
| ОМА-2 | ||||
| Для сварки ответственных металлоконструкций малой толщины (0,8- 3,0 мм). Сварка удлиненной дугой по окисленной поверхности. Электроды с малой проплавляющей способностью. Uхх≥60В. | ||||
| Тип Э42А
Стали с пределом прочности при растяжении до 412 МПа (42 кгс/мм 2) с высокими требованиями к шву по пластичности и ударной вязкости. |
||||
| УОНИ-13/45 | ||||
| Для сварки ответственных конструкций, работающих при пониженных температурах. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИ-13/45А | ||||
| Для сварки ответственных конструкций из сталей типа СХЛ-4, МС-1, Ст3сп и им подобных. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИИ-13/45 | ||||
| УОНИИ-13/45А | ||||
| Для сварки ответственных конструкций, работающих при пониженных температурах. Сварка предельно короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИИ-13/45Р | ||||
| Для сварки судостроительных сталей. Сварка короткой дугой по зачищенным кромкам. Высокая стойкость металла шва к образованию горячих трещин. | ||||
| Тип Э46
Для сталей с пределом прочности при растяжении до 451 МПа (46 кгс/мм 2) |
||||
| АНО-4 | ||||
| Для сварки простых и ответственных конструкций всех групп и степеней раскисления. Сварка дугой средней длины. Допускается по незачищенным кромкам. Не склонны к порообразованию при повышенной величине тока. Uхх≥50В. | ||||
| АНО-13 | ||||
| Для вертикальных угловых, нахлесточных и стыковых швов способом "сверху - вниз". Сварка короткой или средней дугой. Можно по незачищенным кромкам. Металл шва стоек к образованию горячих трещин. Покрытие гигроскопично. Uхх≥50В. | ||||
| АНО-21 | ||||
| Для простых и ответственных конструкций из углеродистых сталей всех групп и степеней раскисления. Сварка удлиненной дугой по незачищенным кромкам. Uхх≥50В. | ||||
| АНО-24 | ||||
| Для сварки в монтажных условиях. Сварка удлиненной дугой по незачищенным кромкам. Малая склонность к образованию подрезов. Uхх≥50В. | ||||
| АНО-34 | ||||
| В нижнем положении электрод отклонять на 20-40° от вертикали в направлении сварки. Сварка возможна удлиненной дугой по окисленной поверхности. Uхх≥50В. | ||||
| ЭЛЗ-С-1 | ||||
| Для сварки низкоуглеродистых, углеродистых и низколегированных сталей с пределом прочности при растяжении до 490 МПа. Uхх≥50В. | ||||
| МР-3 | ||||
| Для ответственных конструкции. Сварка короткой или средней дугой. Поверхности тщательно зачистить от окалины. Хорошо перекрываются зазоры. При сварке на повышенных токах возможны поры. Uхх≥60В. | ||||
| МР-3М | ||||
| Для сталей с содержанием углерода до 0,25%. Возможна сварка влажного, ржавого, плохо очищенного от окислов металла. Высокопроизводительны. Сварка средних и больших толщин ведется на повышенных режимах "углом назад". Uхх≥60В. | ||||
| ОЗС-3 | ||||
| Для сварки ответственных деталей. Сварка короткой дугой. Допускается сварка по незачищенным поверхностям. Uхх≥60В. | ||||
| ОЗС-4 | ||||
| Для высокопроизводительной сварки ответственных деталей. Допускается сварка удлиненной дугой и по незачищенным поверхностям. Uхх≥60В. | ||||
| ОЗС-4И | ||||
| Для ответственных конструкций. Допускают сварку влажного, ржавого, плохо очищенного от окислов металла. Высокая производительность. Сварка в нижнем положении при средних и больших толщинах "углом назад". Средняя длина дуги. Uхх≥60В. | ||||
| ОЗС-6 | ||||
| Для высокопроизводительной сварки. Допускается сварка удлиненной дугой, возможна и по окисленной поверхности. Uхх≥50В. | ||||
| ОЗС-12 | ||||
| Рекомендуется для тавровых соединений с получением мелкочешуйчатых вогнутых швов. Легко отделяется шлак. Сварка удлиненной дугой и по окисленной поверхности. Uхх≥50В. | ||||
| Тип Э46А Для сталей с пределом прочности при растяжении 451 МПа (46 кгс/мм 2) при повышенных требованиях к швам по пластичности и ударной вязкости. | ||||
| ТМУ-46 | ||||
| Для ответственных конструкций, в том числе трубопроводов. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| УОНИ-13/55К | ||||
| Для ответственных конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Сварка короткой дугой по зачищенным кромкам. Металл шва обладает высокой стойкостью к образованию горячих трещин и характеризуется низким содержанием водорода. | ||||
| АНО-8 | ||||
| Для сварки конструкций из углеродистых и низколегированных сталей, работающих при пониженных температурах. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| Тип Э50 Для сталей с пределом прочности при растяжении 490 МПа (50 кгс/мм 2) | ||||
| ВСЦ-4А | ||||
| Высокопроизводительная сварка корневого шва и "горячего" прохода стыков трубопроводов и ответственных конструкций. Сварка корневого шва без колебаний, опиранием, на постоянном токе любой полярности. "Горячий" проход - после зачистки корневого шва. Оба слоя сваривать "сверху-вниз". Оставлять огарок не менее 50 мм. | ||||
| 55-У | ||||
| Сварка короткой дугой или опиранием по тщательно зачищенным кромкам. Uхх≥65В. | ||||
| Тип Э50А Для сталей с пределом прочности при растяжении 490 МПа (50 кгс/мм 2) при повышенных требованиях к швам по пластичности и ударной вязкости. | ||||
| АНО-27 | ||||
| Для сварки ответственных конструкций при температуре до -40°С. Сварка короткой дугой по тщательно зачищенной поверхности. Обеспечивают пониженное содержание водорода в швах. | ||||
| АНО-Т | ||||
| Для сварки ответственных конструкций и трубопроводов во всех климатических зонах. Сварка корневого шва без подкладных колец. Формирование обратного валика в потолочном положении. | ||||
| АНО-ТМ/Н | ||||
| Для поворотных стыков нефте- и газопроводов диаметром 59-1420 мм и других ответственных конструкций. Сварка короткой дугой по зачищенным кромкам. Эффективны для односторонней сварки. Uхх≥65В. | ||||
| АНО-ТМ | ||||
| Для ответственных конструкций, в том числе трубопроводов из низкоуглеродистых и низколегированных сталей. Сварка короткой дугой по зачищенным кромкам. Качественно формируется обратный валик высотой 0,5-3 мм. | ||||
| ИТС-4 | ||||
| Для судокорпусных сталей Ст3сп, 09Г2, 09Г2С, 10ХСНД, 10Г2С1Д-35, 10Г2С1Д-40 и т.д. Сварка короткой дугой по тщательно зачищенным кромкам. Обеспечивают высокую коррозионную стойкость. | ||||
| ИТС-4С | ||||
| Для сварки ответственных конструкций в судостроении; стали СХЛ-4, 09Г2 и др. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| ОЗС-18 | ||||
| Для сварки ответственных конструкций из сталей 10ХСНД, 10ХНДП и др. толщиной до 15 мм, стойких против атмосферной коррозии, с низким содержанием водорода. | ||||
| ОЗС-25 | ||||
| Для сварки ответственных конструкций. Сварка короткой дугой по тщательно зачищенным кромкам. Хорошая отделяемость шлака. Отсутствие подрезов и мелкочешуйчатость шва. | ||||
| ОЗС/ВНИИСТ-26 | ||||
| Для трубопроводов нефти и газа, загрязненных сероводородом. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая коррозионная стойкость в среде увлажненного до 25% сероводорода. | ||||
| ОЗС-28 | ||||
| Для ответственных конструкций из сталей 09Г2, 10ХСНД и др. Сварка короткой дугой по тщательно зачищенным кромкам. Uхх≥60В. | ||||
| ОЗС-33 | ||||
| Для особо ответственных конструкций. Обеспечивают металл шва с высокой стойкостью к образованию горячих трещин и низким содержанием водорода. Сварка короткой или предельно короткой дугой по зачищенным кромкам. | ||||
| ТМУ-21У | ||||
| Для сталей типа 15ГС и др.; для энергетического оборудования. Для труб с толщиной стенки более 16 мм. Сварка в узкую разделку с общим углом скоса кромок до 15°. Сварка короткой дугой по тщательно зачищенным кромкам. Легкое зажигание дуги без "стартовой" пористости. | ||||
| ТМУ-50 | ||||
| Для ответственных конструкций и трубопроводов. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| УОНИ-13/55 | ||||
| Для ответственных конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против образования горячих трещин, имеет низкое содержание водорода. | ||||
| УОНИ-13/55С | ||||
| Для особо ответственных конструкций. Обеспечивают металл шва высокой стойкостью к образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам. | ||||
| УОНИ-13/55ТЖ | ||||
| Для особо ответственных конструкций, работающих при пониженных температурах. Металл шва хорошо противостоит образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам. | ||||
| УОНИИ-13/55Р | ||||
| Для судостроительных сталей с пределом прочности до 490-660 МПа. Сварка короткой дугой или опиранием по тщательно зачищенным кромкам. | ||||
| ЦУ-5 | ||||
| Для трубных деталей и теплообменников котлоагрегатов, работающих при температурах до 400°С. Пониженная склонность к порообразованию. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ЦУ-7 | ||||
| Для ответственных конструкций, работающих при температурах до 400°С. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ЦУ-8 | ||||
| Для ответственных конструкций, работающих при температурах до 400°С при малой толщине металла и для сварки труб малых диаметров. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| Э-138/50Н | ||||
| Для тяжелонагруженных швов подводной части судов. Для сталей Ст3С, Ст4С, 09Г2, СХЛ-1, СХЛ-45, МС-1 и др. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против коррозии в морской воде. | ||||
| Тип Э55 Для сталей с пределом прочности при растяжении до 539 МПа (55 кгс/мм 2) | ||||
| ОЗС/ВНИИСТ-27 | ||||
| Для трубопроводов и конструкций из хладостойких низколегированных сталей, работающих при температурах до -60°С. Сварка короткой дугой по тщательно зачищенным кромкам. Корневые швы - на постоянном токе прямой полярности. | ||||
| УОНИ-13/55У | ||||
| Для сварки арматуры и рельсов ванным способом, для ответственных конструкций ручной дуговой сваркой. Сварка короткой дугой по зачищенным кромкам. При ванном способе значения тока увеличивают в 1,3-1,7 раза. Перерывы во время сварки недопустимы. Uхх≥65В. | ||||
| Тип Э60 Для сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2) | ||||
| АНО-ТМ60 | ||||
| Для стыковых соединений труб и других ответственных конструкций. Сварка короткой дугой по зачищенным кромкам. Формирование корневого шва без подкладных элементов и подварки с плавным переходом к основному металлу. | ||||
| ВСФ-65 | ||||
| Для ответственных конструкций, в том числе магистральных трубопроводов. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ОЗС-24М | ||||
| Для конструкций и трубопроводов из сталей 06Г2НАБ, 12Г2АФЮ, 10ГНМАЮ и др., работающих при температурах до -70°С. Сварка короткой дугой по зачищенным кромкам. Металл шва характеризуется высокой хладостойкостью. | ||||
| УОНИ-13/65 | ||||
| Для ответственных конструкций из углеродистых низколегированных хромистых, хромомолибденовых, хромокремнемарганцевых сталей, работающих при низких температурах. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая стойкость металла шва к горячим трещинам. Низкое содержание водорода. | ||||
Характеристики электродов для сварки легированных сталей повышенной прочности
| Тип Э70
Для сталей с пределом прочности при растяжении до 686 МПа (70 кгс/мм 2) |
||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| АНО-ТМ70 | ||||
| Для сварки ответственных конструкций и трубопроводов без подкладных элементов и подварки. Сварка короткой дугой по зачищенным кромкам. Uхх≥65В. | ||||
| АНП-1 | ||||
| Для сварки ответственных конструкции из сталей 14ХГ2МР, 14ХМНДФР и др., деталей транспортных и дорожных машин, работающих при низких температурах. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| АНП-2 | ||||
| Для сварки ответственных конструкций. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| ВСФ-75 | ||||
| Для трубопроводов и ответственных конструкций при сварке заполняющих и облицовочных слоев. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| Тип Э85 Для сталей с пределом прочности при растяжении до 833 МПа (85 кгс/мм 2) | ||||
| НИАТ-3М | ||||
| Для сварки ответственных конструкций из термически упрочняемых сталей. Сварка короткой дугой по тщательно зачищенным кромкам. | ||||
| УОНИ-13/85 | ||||
| Для ответственных конструкций из термически упрочняемых сталей до высокого предела прочности: 30ХГСА, 30ХГСНА и др. Сварка только короткой дугой по тщательно зачищенным кромкам. Металл шва стоек к горячим трещинам. Низкое содержание водорода. | ||||
| УОНИ-13/85У | ||||
| Для арматуры и рельсов ванным способом и ручной дуговой сварки конструкций из высокопрочных сталей, работающих при тяжелых нагрузках. Сварка короткой дугой по зачищенным кромкам. При ванном способе использовать остающиеся или удаляемые формы. | ||||
| Тип Э100 Для сталей с пределом прочности при растяжении до 980 МПа (100 кгс/мм 2) | ||||
| АН-ХН7 | ||||
| Сборка без зазоров. Сварка короткой и средней дугой по тщательно зачищенным кромкам. | ||||
| ВИ-10-6 | ||||
| Сборка без зазоров. Сварка короткой или средней дугой по тщательно зачищенным кромкам петлеобразными движениями электрода. При быстром охлаждении возможны трещины в кратерах. | ||||
| ОЗШ-1 | ||||
| Сварка короткой дугой непрерывно, не допуская охлаждения, по тщательно зачищенным кромкам. Предварительный подогрев до 400-450°С. Можно использовать для наплавки штампов. | ||||
Характеристики электродов для сварки легированных сталей высокой прочности
| Тип Э125
Для сталей с пределом прочности при растяжении свыше 980 МПа (100 кгс/мм 2) |
||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| НИИ-3М | ||||
| Для сталей 30ХГСНА, 30ХГСН2А и др., термически обрабатываемых на прочность до 1274 МПа (130 кгс/мм 2). Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э150 Для сталей с пределом прочности при растяжении до 1470 МПа (150 кгс/мм 2) | ||||
| НИАТ-3 | ||||
| Для высокопрочных сталей типа 30ХГСНА с пределом прочности до 1470 МПа (150 кгс/мм 2) | ||||
Электроды для наплавки
Наплавочные электроды обеспечивают получение наплавленного металла разнообразного по химическому составу, структуре и свойствам. По ГОСТ 10051-75 "Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами" существует 44 типа таких электродов.Все они имеют основное покрытие. Это обеспечивает лучшую сопротивляемость образованию трещин при наплавке деталей из стали с повышенным содержанием углерода и при высокой жёсткости конструкции.
В зависимости от условий работы конструкций с наплавленными покрытиями, электроды для наплавки могут быть условно разделены на 6 групп.
Характеристики электродов для наплавки
| Первая группа Электроды для наплавки, обеспечивающие получение низкоуглеродистого низколегированного наплавленного металла с высокой стойкостью в условиях трения металла о металл и ударных нагрузок (по назначению к этой группе относятся некоторые марки электродов 3-ей группы). | ||||
| Марка электрода /тип металла
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ОЗН-300М /11Г3С | ||||
| Для деталей из углеродистых и низколегированных сталей, работающих в условиях трения и ударных нагрузок, например: валы, оси, автосцепки, крестовины и др. детали автомобильного и ж/д транспорта. | ||||
| ОЗН-400М /15Г4С | ||||
| То же, с увеличенной твердостью наплавленного металла. | ||||
| НР-70 /Э-30Г2ХМ | ||||
| Для деталей, работающих в условиях интенсивных ударных нагрузок и трения по металлу: рельсы, крестовины и другое. | ||||
| ЦНИИН-4 /Э-65Х25Г13Н3 | ||||
| Для заварки дефектов литья железнодорожных крестовин и других деталей из высокомарганцовистых сталей 110Г13Л. | ||||
| Вторая группа Электроды, обеспечивающие получение среднеуглеродистого низколегированного наплавленного металла с высокой стойкостью в условиях трения металла о металл и ударных нагрузок при нормальной и повышенной температурах (до 600-650°С). | ||||
| ЭН-60М /Э-70Х3СМТ | ||||
| Для штампов всех типов, работающих с нагревом контактных поверхностей до 400°С, и быстроизнашивающихся деталей в станочном оборудовании: шестерни, эксцентрики, направляющие и др. | ||||
| ЦН-14 | ||||
| Для оборудования горячей штамповки и резки, в том числе ножей, ножниц, штампов и др. | ||||
| 13КН/ЛИВТ /Э-80Х4С | ||||
| Для зубьев ковшей экскаваторов, черпаков, земснарядов, ножей дорожных машин, работающих при абразивном износе без значительных ударов и давлений. | ||||
| ОЗШ-3 /Э-37Х9С2 | ||||
| Для обрезных и вырубных штампов холодной и горячей штамповки (до 650°С) и быстроизнашивающихся деталей машин и оборудования. | ||||
| ОЗИ-3 /Э-90Х4М4ВФ | ||||
| Для штампов холодного и горячего (до 650°С) деформирования металлов, а также для быстроизнашивающихся деталей горнометаллургического и станочного оборудования. | ||||
| Третья группа Электроды, обеспечивающие получение углеродистого, легированного (или высоколегированного) наплавленного металла с высокой стойкостью в условиях абразивного изнашивания и ударных нагрузок. | ||||
| ОЗН-6 /90Х4Г2С3Р | ||||
| Для быстроизнашивающихся деталей горно-добывающих, строительных машин и др., работающих при интенсивном абразивном износе и значительных ударных нагрузках. | ||||
| ОЗН-7 /75Х5Г4С3РФ | ||||
| Для быстроизнашивающихся деталей преимущественно из высокомарганцовистых сталей 110Г13Л, работающих при интенсивном износе и при значительных ударных нагрузках. | ||||
| ВСН-6 /Э-110X14В13Ф2 | ||||
| Для быстроизнашивающихся деталей из углеродистых и высокомарганцовистых сталей при значительных ударных нагрузках в условиях абразивного износа. | ||||
| Т-590 /Э-320Х25С2ГР | ||||
| Для деталей, работающих в условиях абразивного износа при умеренных ударных нагрузках. | ||||
| Четвертая группа Электроды, обеспечивающие получение углеродистого высоколегированного наплавленного металла с высокой стойкостью в условиях больших давлений и высоких температур (до 680-850°С). | ||||
| ОЗШ-6 /10Х33Н11М3СГ | ||||
| Для бойков радиально-ковочных машин, штампов холодного и горячего (до 800-850°С) деформирования металлов, ножей горячей резки металла, быстроизнашивающихся деталей оборудования, работающих в тяжелых термо-деформационных условиях. | ||||
| УОНИ-13/Н1-БК /Э-09Х31Н8АМ2 | ||||
| Для уплотнительных поверхностей арматуры, работающих в контакте со средами высокой агрессивности. | ||||
| ОЗИ-5 /Э-10К18В11М10Х3СФ | ||||
| Для металлорежущего инструмента, штампов горячей (до 800-850°С) штамповки и деталей, работающих в особо тяжелых температурно-силовых условиях. | ||||
| Пятая группа Электроды, обеспечивающие получение высоколегированного аустенитного наплавленного метала с высокой стойкостью в условиях коррозионно-эрозионного изнашивания и трения металла о металл при повышенных температурах (до 570-600°С). | ||||
| ЦН-6Л /Э-08Х17Н8С6Г | ||||
| Для уплотнительных поверхностей деталей арматуры котлов, работающих при температуре до 570°С и давлении до 7800 МПа (780 кг/мм 2). | ||||
| Шестая группа Электроды, обеспечивающие получение дисперсноупрочняемого высоколегированного наплавленного металла с высокой стойкостью в тяжелых температурно-деформационных условиях (до 950-1100°С). | ||||
| ОЗШ-6 /10Х33Н11М3СГ | ||||
| Для кузнечно-штамповой оснастки холодного и горячего деформирования металлов, деталей металлургического и станочного оборудования, работающих в тяжелых условиях термической усталости (до 950°С) и больших давлений. | ||||
| ОЗШ-8 /11Х31Н11ГСМ3ЮФ | ||||
| Для кузнечно-штамповой оснастки горячего деформирования металла, работающего в сверхтяжелых условиях термической усталости (до 1100°С) и больших давлений. | ||||
Электроды для сварки и наплавки чугуна
Такие электроды предназначены для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять и для изготовления сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна без предварительного подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля и железоникелевого сплава. Это марки ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и др. Иногда целесообразно использовать электроды иного назначения. Так, при ремонте чугунных тюбингов в условиях большой загрязненности и высокой влажности лучше брать марку ОЗЛ-25Б. Первые слои на загрязненных чугунах можно выполнять марками ОЗЛ-27 и ОЗЛ-28. Успешно применяют и марку ОЗБ-2М, предназначенную для сварки бронз.Характеристики электродов для сварки и наплавки чугуна
| , область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ЦЧ-4 /FeV | ||||
| Для сварки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугуна. Сварка серого и высокопрочного чугунов. | ||||
| ОЗЧ-2 /Cu | ||||
| ОЗЧ-6 /Cu | ||||
| Для сварки тонкостенных деталей из серого и ковкого чугунов. | ||||
| МНЧ-2 /NiCu | ||||
| Для сварки, наплавки и заварки дефектов литья в деталях из серого и ковкого чугунов. | ||||
| ОЗЧ-3 /Ni | ||||
| Для сварки и заварки дефектов литья в деталях из серого и высокопрочного чугунов, когда к соединениям предъявляются повышенные требования по чистоте обработки поверхности. | ||||
| ОЗЧ-4 /Ni | ||||
| Для сварки и наплавки деталей из серого и высокопрочного чугунов. Предпочтительны для последних слоев, работающих на истирание или при ударных нагрузках. | ||||
Электроды для сварки цветных металлов
Предназначены для сварки алюминия, меди, никеля и их сплавов. Титан и его сплавы ручной дуговой сваркой покрытым электродом не сваривают из-за интенсивной окисляемости.Электроды для сварки алюминия . Основная трудность при сварке алюминия и его сплавов - наличие окисной пленки. Температура её плавления 2060°С, тогда как температура плавления алюминия 660°С. Плотная тугоплавкая пленка может нарушить стабильность процесса сварки и таким образом повлиять на качество формирования шва, вызвав появление внутренних дефектов в наплавленном металле. Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Характеристики электродов для сварки алюминия и его сплавов
| Марка электрода /основной металл шва
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ОЗА-1 /Al | Псол. | |||
| Для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом до 250-400°С по зачищенным кромкам. Шлак удалять горячей водой и щетками. | ||||
| ОЗА-2 /Al | Псол. | |||
| Для заварки литьевого брака и наплавки деталей из алюминиево-кремнистых сплавов АЛ-4, АЛ-9, АЛ-11 и др. Сварка с предварительным подогревом до 250-400°С по зачищенным кромкам. Шлак удалять горячей водой и стальными щетками. | ||||
| ОЗАНА-1 /Al | Псол. | |||
| Для деталей и конструкций из технически чистого алюминия. Сварка изделий толщиной более 10 мм с предварительным подогревом до 250-400°С по зачищенным кромкам. | ||||
| ОЗАНА-2 /Al | Псол. | |||
| Для заварки литьевого брака и наплавки деталей из алюминиево-кремнистых сплавов АЛ-4, АЛ-9, АЛ-11 и др. Сварка деталей толщиной до 10 мм без подогрева, при больших толщинах - с подогревом до 200°С по зачищенным кромкам. | ||||
Электроды для сварки меди и ее сплавов . При сварке меди основная проблема - образование пор в металле шва из-за высокой ее активности при взаимодействии с газами, особенно с кислородом и водородом. Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Сварка латуней сложна и опасна для здоровья из-за интенсивного выгорания цинка.
Сварка бронз доставляет трудности ввиду высокой хрупкости и недостаточной прочности в нагретом состоянии.
Характеристики электродов для сварки меди и ее сплавов
| Марка электрода /основной металл шва
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| Комсомолец-100 /Cu | Пспец. | |||
| Для сварки и наплавки изделий из технически чистой меди М1, М2, М3. Возможна сварка меди со сталью. Сварка с предварительным местным подогревом до 300-700°С. | ||||
| АНЦ/ОЗМ-2 /Cu | Пспец. | |||
| Для сварки и наплавки изделий из технически чистой меди с содержанием кислорода не более 0,01%. Сварка при толщине более 10 мм с предварительным подогревом до 150-350°С. | ||||
| АНЦ/ОЗМ-3 /Cu | Пспец. | |||
| Для сварки и наплавки технически чистой меди (кислорода не более 0,01%). Возможна сварка со сталью. Сварка при толщине до 10 мм короткой дугой без подогрева и без разделки кромок одно- или двусторонним швом с небольшими колебаниями электрода. | ||||
| ОЗБ-2М /CuSn | ||||
| Для сварки и наплавки бронз, заварки дефектов бронзового и чугунного литья. Возможна сварка и наплавка латуней. | ||||
| ОЗБ-3 /Cu | Пспец. | |||
| Для наплавки при изготовлении и восстановлении электродов машин контактной точечной сварки, в том числе для сварки стержневой арматуры. | ||||
Электроды для сварки никеля и его сплавов . Сварка никеля и его сплавов затруднена из-за большой чувствительности к растворенным в сварочной ванне газам: азоту, кислороду и водороду, что вызывает образование горячих трещин и пор. Для предупреждения появления этих дефектов необходимо применять основной металл и сварочные электроды высокой чистоты и качественно их подготавливать.
Характеристики электродов для сварки никеля и его сплавов
| Марка электрода
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ОЗЛ-32 | ||||
| Для изделий из никеля НП-2, НА-1, для наплавки на углеродистые и высоколегированные стали в аппаратуре, работающей в щелочных и хлоросодержащих средах содового производства, мыловарения, производства синтетических волокон и др., а также сварка никеля с углеродистыми и коррозионностойкими сталями. Сварка "ниточными" валиками с амплитудой поперечных колебаний не более двух диаметров электрода. Электрод перпендикулярен к изделию. Дугу обрывать постепенно, отводя её на наплавленный металл. | ||||
| В-56У | ||||
| Для сварки изделий из монель-металла и аппаратуры из двухслойных сталей (Ст3сп + монель-металл) со стороны коррозионностойкого слоя, а также для наплавки. Возможна сварка монель-металла с низкоуглеродистыми сталями. Сварка валиками шириной до 12 мм. | ||||
Электроды для резки металла
Дуговая резка металла покрытыми электродами часто используется при монтаже и ремонте металлоконструкций. Она эффективна, так как не требует дополнительного оборудования и специальной квалификации рабочих. Электроды для резки отличаются от электродов для сварки высокой тепловой мощностью дуги, высокой теплостойкостью покрытия, интенсивной окисляемостью жидкого металла. Эти электроды целесообразно применять для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки трещин и т.п. Прокалка перед сваркой: 170°С; 1ч.Характеристики электродов для резки металла
| Марка электрода
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ОЗР-1 | Пспец. | |||
| Резка, строжка, прошивка отверстий, удаление дефектных участков сварных соединений и отливок, разделка свариваемых кромок и корня шва, выполнение других подобных работ при изготовлении, монтаже и ремонте деталей и конструкций из сталей всех марок (в т.ч. высоколегированных), чугуна, меди и алюминия и их сплавов. Обеспечивают получение чистого реза (без грата и натеков на поверхности реза). Резку производят на повышенных режимах с наклоном электрода в сторону, противоположную направлению резки (углом вперед). При этом электрод должен совершать возвратно-поступательные движения: "туда-обратно" или "сверху-вниз". | ||||
| ОЗР-2 | Пспец. | |||
| Резка стержневой арматуры, строжка. Резка, прошивка отверстий, удаление дефектных участков сварных соединений и отливок, разделка свариваемых кромок и корня шва, выполнение других подобных работ при изготовлении, монтаже и ремонте деталей и конструкций из сталей всех марок (в т.ч. высоколегированных), чугуна, меди и алюминия и их сплавов. Обеспечивают получение чистого реза (без грата и натеков на поверхности реза). Имеют повышенную эффективность при резке строительной стержневой арматуры больших диаметров (время резки арматуры диаметром 16 мм составляет 2-3 с, диаметром 40 мм - 14-16 с). Резку производят на повышенных режимах с наклоном электрода в сторону, противоположную направлению резки (углом вперед). При этом электрод должен совершать возвратно-поступательные движения: "туда-обратно" или "сверху-вниз". | ||||
Электроды для сварки легированных теплоустойчивых сталей
Электроды для сварки легированных теплоустойчивых сталей, должны в первую очередь обеспечить необходимую жаропрочность сварных соединений - способность противостоять механическим нагрузкам при высоких температурах.Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С - хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10Х1М1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др.), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин.
Характеристики электродов для сварки легированных теплоустойчивых сталей
| Тип Э-09М Для молибденовых сталей | ||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ЦЛ-6 | ||||
| УОНИ-13/15М | ||||
| ЦУ-2М | ||||
| Для сталей 16М, 20М и др., при сварке паропроводов, коллекторов котлов, работающих при температурах до 475°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-09Х1М | ||||
| УОНИ-13ХМ | ||||
| Для сталей 15ХМ, 20ХМ и др., в том числе для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 520°С. Сварка предельно короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-200°С. | ||||
| ТМЛ-1 | ||||
| Для паропроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. Возможна сварка в узкие разделки. | ||||
| ТМЛ-1У | ||||
| Для сталей 12МХ, 15МХ и др., для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 540°С. Сварка короткой дугой по зачищенным кромкам. Возможна сварка в узкую разделку с углом скоса кромок до 15°. Дуга очень стабильна. Хорошо отделяется шлак. | ||||
| Тип Э-05Х2М Для хромомолибденовых сталей с повышенным содержанием хрома. | ||||
| Н-10 | ||||
| Для сварки легированных теплоустойчивых хромомолибденовых сталей, паропроводов из сталей 10Х2М, 12ХМ, 12Х2М1-Л и др., работающих при температуре до 550°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. | ||||
| Тип Э-09Х2М1 Для хромомолибденовых сталей с повышенным содержанием хрома и молибдена | ||||
| ЦЛ-55 | ||||
| Для сталей 10Х2М и др., в том числе для сварки трубопроводов, работающих при температурах до 550°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С | ||||
| Тип Э-09МХ Для хромомолибденовых сталей. | ||||
| УОНИ-13/45МХ | ||||
| Для сталей 12МХ, 15ХМ и др., в том числе для сварки трубопроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. | ||||
| ОЗС-11 | ||||
| Для сталей 12МХ, 15МХ, 12ХМФ, 15Х1М1Ф и др., для сварки паропроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам. Сварка сталей толщиной более 12 мм с предварительным и сопутствующим подогревом до 150-200°С. Рекомендуются для монтажных работ. | ||||
| Тип Э-09Х1МФ | ||||
| ТМЛ-3 | ||||
| Для сварки неповоротных стыков трубопроводов, работающих при температурах до 575°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 250-350°С. Шлак легко отделяется. Высокая стойкость металла против образования пор в шве. | ||||
| ТМЛ-3У | ||||
| Для сталей 12МХ, 15МХ,12Х2М1, 12Х1МФ, 15Х1М1Ф, 20ХМФ1, 15Х1М1Ф-Л и др., в т.ч. для трубопроводов, работающих при температурах до 565°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. Сварка в узкую разделку с углом скоса кромок до 15°. | ||||
| ЦЛ-39 | ||||
| Для сталей 12Х1МФ, 12Х2МФСР, 12Х2МФБ и др., в т.ч. для сварки элементов нагрева поверхностей котлов и трубопроводов диаметром до 100 мм с толщиной стенки до 8 мм, работающих при температурах до 575°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. | ||||
| Тип Э-10Х1М1НФБ Для хромомолибденованадиевых сталей | ||||
| ЦЛ-27А | ||||
| Для сталей 15Х1М1Ф, конструкций из литых, кованых и трубных деталей, работающих при температурах до 570°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. | ||||
| ЦЛ-36 | ||||
| Для сталей 15Х1М1Ф, 15Х1М1Ф-Л и др., для сварки паропроводов и арматуры, работающих при температурах до 585°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. | ||||
| Тип Э-10Х3М1БФ Для хромомолибденованадиевониобиевых сталей | ||||
| ЦЛ-26М | ||||
| Для сталей 12ХМФБ поверхностей нагрева котлов, работающих при температурах до 600°С, а также для тонкостенных труб пароперегревателей в монтажных условиях. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. | ||||
| ЦЛ-40 | ||||
| Для сталей 12Х2МФБ, в т.ч. тонкостенных труб пароперегревателей, поверхностей нагрева котлов, работающих при температурах до 600°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. Изготовляются диаметром 2,5 мм. | ||||
| Тип Э-10Х5МФ Для хромомолибденованадиевых и хромомолибденовыхсталей | ||||
| ЦЛ-17 | ||||
| Для сталей 15Х5М (Х5М), 12Х5МА, 15Х5МФА в ответственных конструкциях, работающих в агрессивных средах при температурах до 450°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-450°С. | ||||
Электроды для сварки высоколегированных сталей
Стали, содержащие 13% хрома, считаются высокохромистыми нержавеющими. Они обладают стойкостью против атмосферной коррозии и в слабоагрессивных средах. Это стали 08X13, 12X13, 20X13, которые различаются свариваемостью в зависимости от содержания углерода.При выборе электродов для сварки таких сталей необходимо обеспечить следующие свойства металла шва: стойкость против атмосферной коррозии и в слабо агрессивных средах, жаростойкость до температуры 650°С и жаропрочность до температуры 550°С. Этим требованиям удовлетворяют электроды типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и др., которые обеспечивают химический состав, структуру и свойства металла шва, близкие характеристикам основного металла.
Для сварки сталей с пониженным содержанием углерода и дополнительно легированных никелем рекомендуются электроды типа Э-06Х13Н марки ЦЛ-41.
С увеличением количества хрома возрастает коррозионная стойкость и жаростойкость высокохромистых сталей. Содержание 17-18% дает коррозионную стойкость в жидких средах средней агрессивности. Такие стали относятся к кислотостойким: 12X17, 08X17Т, 08Х18Т и др. Если количество хрома достигает 25-30%, то возрастает жаростойкость - стойкость против газовой коррозии при температурах до 1100°С. Это жаростойкие стали: 15Х25Т, 15X28 и др. Для серосодержащих сред пригодны стали и электроды, в которых не менее 25% хрома.
Выбор электродов для сварки высокохромистых сталей зависит от количества хрома в свариваемых сталях. Так, для сварки сталей с 17% хрома, к которым предъявляются требования по коррозионной стойкости в жидких окислительных средах или по жаростойкости при температурах до 800°С, рекомендуются электроды типа Э-10X17Т марок ВИ-12-6 и др.
Для сварки сталей с 25% хрома следует применять электроды типа Э-08Х24Н6ТАФМ, придающие металлу шва после отпуска высокие пластичность, ударную вязкость и стойкость против межкристаллитной коррозии.
Сварку высокохромистых сталей следует выполнять при умеренных режимах с уменьшенной погонной энергией. После каждого прохода рекомендуется охлаждать металл околошовной зоны до температуры ниже 100°С, что обеспечивает минимальный рост зерна.
Высокохромистые стали на основе 13% хрома с дополнительным легированием молибденом, ванадием, вольфрамом и ниобием относятся к жаропрочным. Они способны противостоять механическим нагрузкам при высоких температурах. При выборе электродов для этих сталей основное требование - обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному металлу. Такому условию наиболее полно удовлетворяют электроды типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Характеристики электродов для сварки высоколегированных хромистых сталей
| Тип Э-12Х13 Для коррозионностойких сталей | ||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| УОНИ-13/НЖ 12X13 | ||||
| Для сварки сталей 08X13, 12X13, 20X13 и др., работающих при температурах до 600°С, а также наплавки уплотнительных поверхностей стальной арматуры. Сварка с предварительным нагревом до 200-250°С. В атмосфере пара и на воздухе обеспечивают жаропрочность до 540°С, жаростойкость до 650°С. | ||||
| ЛМЗ-1 | ||||
| Для сталей 08X13, 1X13, 2X13 и др., работающих в пресной воде и слабоагрессивных средах при нормальной температуре. Для наплавки уплотнительных поверхностей арматуры. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. После сварки обязателен отпуск. | ||||
| АНВ-1 | ||||
| Для сталей 08X13, 12X13 и др., работающих в пресной воде и слабоагрессивных средах при нормальной температуре. Пригодны для наплавки уплотнительных поверхностей арматуры. После сварки обязателен отпуск. В атмосфере пара и воздуха обеспечивают жаропрочность до 540°С и жаростойкость до 650°С. | ||||
| Тип Э-10Х17Т Для коррозионностойких и жаростойких сталей | ||||
| УОНИ-13/НЖ 10Х17Т | ||||
| Для сталей 12X17, 08Х17Т и др., работающих при повышенных температурах и в окислительных средах. Сварка короткой дугой по зачищенным кромкам с минимальным тепловложением. Жаростойкость до 800°С. | ||||
| ВИ-12-6 | ||||
| Для сталей 12X17, 08X17Т и др., работающих в окислительных средах при температурах до 800°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-06Х13Н Для коррозионностоиких сталей, легированных никелем | ||||
| ЦЛ-41 | ||||
| Для сталей 0Х12НД, 10Х12НД-Л, 06Х12Н3Д, 06Х14Н5ДМ и др., работающих при температурах до 400°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим нагревом до 80-120°С. | ||||
| Тип Э-12Х11НМФ Для жаропрочных сталей | ||||
| КТИ-9А | ||||
| Для сталей 15Х11МФ, 15Х11ВФ и др., работающих при температурах до 565°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-12Х11НВМФ Для жаропрочных сталей | ||||
| КТИ-10 | ||||
| Для сталей 15Х11МФ, 15Х12ВНМФ и 15Х11МФБ-Л, работающих при температурах до 580°С. Сварка короткой дугой по зачищенным кромкам без колебаний электрода с подогревом до 350-400°С | ||||
| Тип Э-14Х11НВМФ Для жаропрочных сталей | ||||
| ЦЛ-32 | ||||
| Для сварки паронагревателей котлов паропроводов из сталей 10Х11В2МФ и др., работающих при температурах до 610°С. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-10Х16Н4Б Для коррозионностойких и жаропрочных сталей. | ||||
| УОНИ-13/ЭП-56 | ||||
| Для конструкций из сталей 09X16Н4Б и др., работающих в агрессивных средах, и для сварки трубопроводов высокого давления. | ||||
Электроды для коррозионностойких кислотостойких сталей . Основное требование при выборе электродов для сварки кислотостойких сталей - это обеспечение коррозионной стойкости металла шва в жидких агрессивных средах при нормальных и повышенных температурах и давлениях. К наиболее агрессивным жидким средам относятся кислоты и их растворы, которые обладают как окислительными, так и неокислительными свойствами.
Для сварки конструкций из кислотостойких сталей, работающих в неокислительных жидких средах при температурах до 360°С и не подвергающихся термической обработке после сварки, рекомендуются электроды марок ЭА-400/10Т, ЭА-400/10У и др., марок ОЗЛ-8 и др., марки ЭА-606/10 и т.п. Термическая обработка сварных соединений, выполненных этими электродами, не допускается.
Для конструкций, работающих в неокислительных или малоокислительных жидких средах, для которых после сварки необходим отпуск, рекомендуются электроды марки ЭА-898/19 и др., которые обеспечивают стойкость шва против межкристаллитной коррозии как в исходном состоянии, так и после отпуска.
Конструкции, которые эксплуатируются в окислительных жидких средах, например в азотной кислоте, рекомендуется сваривать электродами типа Э-08Х19Н10Г2Б марок ЦТ-15, ЗИО-3 и др.
Для низкоуглеродистых кислотостойких сталей, содержащих до 0,03% углерода, используются электроды типов Э-04Х20Н9 марок ОЗЛ-14А, ОЗЛ-36; Э-02Х20Н14Г2М2 марок ОЗЛ-20 и др.
Характеристики электродов для сварки коррозионностоиких кислотостойких сталей
| Тип Э-08Х19Н10Г2Б | ||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ЦТ-15 | ||||
| ЗИО-3 | ||||
| Для сталей с содержанием никеля до 16% - 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б и др., работающих в окислительных средах. Жаропрочность до 650°С. | ||||
| Тип Э-07Х20Н9 | ||||
| ОЗЛ-8 | ||||
| ОЗЛ-14 | ||||
| УОНИ-13/НЖ 04Х19Н9 | ||||
| не предъявляются | ||||
| ЛЭЗ-8 | ||||
| Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
| ОЗЛ-8 | ||||
| Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам. | ||||
| ЦТ-50 | ||||
| Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам. | ||||
| Тип Э-08Х19Н9Ф2Г2СМ | ||||
| ЭА-606/10 | ||||
| Для сталей 09X17Н7Ю, 09X15Н8Ю и других, а также для сталей 14Х17Н2 и др. | ||||
| Тип Э-07Х19Н11М3Г2Ф | ||||
| ЭА-400/10У | ||||
| ЭА-400/10Т | ||||
| Для сталей 08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т и др., работающих в жидких агрессивных средах при температурах до 350°С и не подвергающихся после сварки термической обработке. Пригодны для наплавки антикоррозионного покрытия. Стойкость против межкристаллитной коррозии обеспечивается в состоянии после сварки и после аустенизации. Электроды ЭА-400/10Т обеспечивают лучшую, чем ЭА-400/10У , отделяемость шлака. Электроды ЦЛ-11 для более коррозионностоиких сталей. | ||||
| Тип Э-08Х19Н9Ф2С2 | ||||
| ЭА-606/11 | ||||
| Для сталей 08Х18Н10Т, 12Х18Н9Т и др., работающих при температурах до 350°С и не подвергающихся после сварки термической обработке. Не рекомендуются для сварки сталей, не легированных титаном или ниобием. | ||||
| ГЛ-2 | ||||
| Для сталей 08Х18Н10Т, 12Х18Н9Т и др., работающих при температурах до 350 °С и не подвергающихся после сварки термической обработке. Не рекомендуются для сварки сталей, не легированных титаном или ниобием | ||||
| Тип Э-08Х19Н10Г2МБ | ||||
| ЭА-898/19 | ||||
| Для сталей 08Х18Н10Т, 08Х17Н13М2Т и др., работающих в окислительных и малоокислительных средах при температурах до 350°С и подвергаемых после сварки термической обработке. | ||||
| Тип Э-04Х20Н9 | ||||
| ОЗЛ-36 | ||||
| ОЗЛ-14А | ||||
| АНВ-32 | ||||
| УОНИ-13/НЖ-2 /04Х19Н9 | ||||
| Для сталей 08Х18Н10Т, 06Х18Н11, 08Х18Н12Т, 04Х18Н10 и др., когда к металлу шва предъявляются требования по стойкости против межкристаллитной коррозии как в исходном состоянии, так и после кратковременных выдержек в интервале критических температур. Жаростойкость до 800°С без серосодержащих газов. | ||||
| Тип Э-02Х20Н14Г2М2 Для коррозионностойких сталей с пониженным содержанием углерода | ||||
| ОЗЛ-20 | ||||
| Для сталей 03Х16Н15М3, 03Х17Н14М2 при жестких требованиях к швам по стойкости против межкристаллитной коррозии. | ||||
Электроды для сварки коррозионностойких высокопрочных сталей . Выбор электродов для таких сталей весьма ограничен. Так, для сталей 12X21Н5Т, 08Х21Н6М2Т рекомендуются электроды, дающие металл шва по структуре не однотипный с основным металлом, а иной. В этом случае применяют электроды типов Э-08Х20Н9Г2Б марок ЦЛ-11, ОЗЛ-7 и др. Можно использовать электроды типа Э-09Х19Н10Г2М2Б марок ЭА-902/14, АНВ-36, ЭА-400/13 и др. Для высоколегированных сталей 12Х25Н5ТМФЛ и 10Х25Н6АТМФ предусмотрен один тип электродов - Э-08Х24Н6ТАФМ, к которому относятся электроды марки Н-48. Металл шва равнопрочен основному металлу толщиной до 200 мм. Электроды этого типа можно использовать и для сталей 12Х21Н5Т, 08Х21Н6М2Т. Для сталей 08Х22Н6Т и 08X21Н6М2Т разработаны электроды ОЗЛ-40 и ОЗЛ-41, которые повышают коррозионную стойкость швов при работе в щелочных средах. Характеристики электродов для сварки коррозионностойких высокопрочных сталей
| Тип Э-08Х20Н9Г2Б | ||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ЦЛ-11 | ||||
| Для сварки конструкций из коррозионностойких и жаропрочных сталей аустенитного класса типа 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, работающих в агрессивных средах при температуре не более 400°С, когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
| ОЗЛ-40 и ОЗЛ-41 | ||||
| Для сталей 08Х22Н6Т, 08X21Н6М2Т и др., работающих в агрессивных средах. | ||||
| ЦТ-15К | ||||
| Для сталей 10Х17Н13М2Т, 08Х18Н10 и др., работающих при температурах до 600°С. Пригодны для наплавки антикоррозионного слоя. | ||||
| ОЗЛ-7 | ||||
| Для сталей 08X18Н10, 08Х18Н10Т, 08Х18Н12Б и др., работающих в агрессивных средах, когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
| Тип Э-09Х19Н10Г2М2Б | ||||
| ЭА-902/14 | ||||
| ЭА-400/13 | ||||
| НЖ-13 | ||||
| АНВ-36 | ||||
| Для конструкций из сталей 10Х17Н13М3Т, 08Х17Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2 и др., работающих при температурах до 550°С, когда к швам предъявляют жесткие требования по стойкости против межкристаллитной коррозии, не подвергаемых термообработке после сварки. Сварка короткой дугой по зачищенным кромкам "ниточными"швами без поперечных колебаний. Электроды АНВ-36 отличаются легким зажиганием дуги и малым разбрызгиванием. | ||||
| СЛ-28 | ||||
| Для конструкций из сталей 10Х17Н13М3Т, 08Х17Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2 и др., работающих при температурах до 550°С, когда к швам предъявляют жесткие требования по стойкости против межкристаллитной коррозии, не подвергаемых термообработке после сварки. Сварка короткой дугой по зачищенным кромкам "ниточными"швами без поперечных колебаний. | ||||
| Тип Э-08Х24Н6ТАФМ | ||||
| Н-48 | ||||
| Для сталей 12Х25Н5ТМФЛ, 12Х21Н5Т, 08Х22Н6Т и др., работающих в неокислительных агрессивных средах при температурах до 300°С | ||||
Электроды для сварки жаростойких (окалиностойких) сталей . Жаростойкими (окалиностойкими) считаются стали, способные противостоять химическому разрушению поверхности в воздухе или в другой газовой среде при температурах выше 850°С в ненагруженном или слабонагруженном состояниях. Они содержат до 20-25% хрома и работают при температурах до 1050°С и выше.
Жаростойкость наплавленного металла до 1000°С на сталях 20Х23Н13, 20Х23Н18 и др. достигается электродами типа Э-10Х25Н13Г2 марок СЛ-25, ОЗЛ-6, ЦЛ-25.
Для сварки жаростойких сталей, долго работающих при температурах выше 1000°С, следует применять электроды типа Э-12Х24Н14С2 марок ОЗЛ-5, ЦТ-17 и др., а также электроды типа Э-10Х17Н13С4 марки ОЗЛ-29, обеспечивающие жаростойкость до температуры 1100°С в окислительных и науглероживающих средах. Для конструкций, работающих в серосодержащих средах, применяют безникелевые высокохромистые жаростойкие стали 15Х25Т, 15X28 и др.
Характеристики электродов для сварки жаростойких (окалиностойких) сталей
| Тип Э-10Х25Н13Г2 | ||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| УОНИ-13/НЖ-2 /07Х25Н13 | ||||
| ЗИО-8 | ||||
| ЦЛ-25 | ||||
| ОЗЛ-6 | ||||
| Для 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих в средах без сернистых соединений при температурах до 1000°С, а также для двухслойных сталей со стороны легированного слоя без требований по стойкости к межкристаллитной коррозии. Швы склонны к охрупчиванию при 600-800°С. Короткая дуга. Термическая подготовка кромок не допускается. | ||||
| СЛ-25 | ||||
| То же, для жаростойких сталей. | ||||
| Тип Э-12Х24Н14С2 | ||||
| ОЗЛ-5 | ||||
| ЦТ-17 | ||||
| Для сталей 20Х25Н20С2, 20Х20Н14С2 и др., работающих при температурах до 1100°С в окислительных и науглероживающих средах. Сварка узкими валиками. | ||||
| Тип Э-10Х17Н13С4 | ||||
| ОЗЛ-29 | ||||
| ОЗЛ-3 | ||||
| Для сталей 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 и др., работающих при температурах до 1100°С в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в агрессивных средах без высоких требований по стойкости к межкристаллитной коррозии. | ||||
Электроды для сварки жаропрочных сталей . К жаропрочным относятся стали, которые работают в нагруженном состоянии при высоких температурах в течение определенного времени и обладают при этом достаточной стойкостью против образования окалин. Высокая жаропрочность хромоникелевых сталей достигается за счет увеличения содержания никеля и дополнительного легирования титаном, ниобием, молибденом, вольфрамом и др.
Следует учитывать, что жаропрочность сварных соединений может существенно отличаться от жаропрочности основного и наплавленного металлов. Поэтому выбор электрода по принципу равной или близкой жаропрочности шва и основного металла оправдывается только для кратковременных ресурсов работы сварных соединений. Для длительных ресурсов лучше брать электроды, дающие более пластичный металл шва. Этому принципу соответствуют электроды, легирующие металл шва молибденом, - типа Э-11Х15Н25М6АГ2 марок ЭА-395/9, ЦТ-10, НИАТ-5 и типа Э-08Х16Н8М2 марки ЦТ-26.
Для сварки жаропрочных сталей, содержащих до 16% никеля и работающих при температурах до 600-650°С, а также если сварные соединения после сварки подвергаются термообработке посредством отпуска, применяются электроды типов Э-09Х19Н11Г3М2Ф марок КТИ-5, ЦТ-7 и Э-08Х19Н10Г2Б (см. выше) марок ЦТ-15 и ЗИО-3.
При сварке корневых слоев многослойных стыковых швов жаропрочных сталей, когда перемешивание основного металла с наплавленным велико и не обеспечивает технологическую прочность швов, следует применять электроды типа Э-08Х20Н9Г2Б марки ЦТ-15-1.
Для сварки жаропрочных сталей, содержащих 35% никеля и легированных ниобием, которые работают при температурах до 700-750°С, применяют электроды типа Э-27Х15Н35В3Г2Б2Т марок КТИ-7 и КТИ-7А.
Для сварки жаропрочных сталей с 35% никеля, но без ниобия, однако легированных молибденом и марганцем, используют электроды типов Э-11Х15Н25М6АГ2 марок ЭА-395/9, НИАТ-5, ЦТ-10 и Э-09Х15Н25М6АГ2Ф марки ЭА-981/15. При этом надо учесть, что наплавленный такими электродами металл не стоек против межкристаллитной коррозии в состоянии после сварки и после термической обработки, Поэтому такие электроды непригодны, если конструкция работает еще и в жидкой агрессивной среде. Слои, контактирующие с агрессивной средой, следует выполнять электродами типа Э-07Х19Н11М3 (см. выше) марок ЭА-400/10У и ЭА-400/10Т.
Характеристики электродов для сварки жаропрочных сталей
| Тип Э-11Х15Н25М6АГ2 | ||||
| Марка
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| ЭА-395/9 и ЦТ-10 | ||||
| Для сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др., содержащих до 35% никеля, но без ниобия, работающих при температурах до 700°С. Для разнородных соединений высоколегированных сталей с углеродистыми и низколегированными. Для конструкций, работающих при температурах до -196°С. Короткая дуга. Зачистить кромки. | ||||
| НИАТ-5 | ||||
| Для сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др., содержащих до 35% никеля, но без ниобия, работающих при температурах до 700°С. Для разнородных соединений высоколегированных сталей с углеродистыми и низкоуглеродистыми. Для конструкций, работающих при температурах до -196°С. Короткая дуга. Зачистить кромки. | ||||
| Тип Э-08Х16Н8М2 | ||||
| ЦТ-26 | ||||
| Для сталей 10Х14Н14В2М, 08Х16Н13М2Б и др., в паропроводах, работающих при температурах 600-850°С. | ||||
| Тип Э-08Х20Н9Г2Б | ||||
| ЦТ-15-1 | ||||
| Для сварки корневых слоев швов, выполняемых электродами ЦТ-15. | ||||
| Тип Э-09Х19Н11Г3М2Ф | ||||
| КТИ-5 | ||||
| ЦТ-7 | ||||
| Для сталей 08Х16Н13М2Б, 15Х14Н14М2ВФБТЛ (ЛА-3) и др., работающих при температурах до 600°С и подвергаемых после сварки термической обработке, а также для заварки дефектов литья из этих сталей. Сварка короткой дугой по зачищенным кромкам короткими валиками без поперечных колебаний. | ||||
| Тип Э-27Х15Н35В3Г2Б2Т | ||||
| КТИ-7 | ||||
| КТИ-7А | ||||
| Для сплавов на железоникелевой основе ХН35ВТ, ХН35ВТЮ и др., долго работающих при температурах до 750°С, а также для реакционных труб в печах конверсии металла из сталей 45Х20Н35С, 25Х20Н35 и др., работающих при температурах до 900°С. Сварка короткой дугой узкими валиками без поперечных колебаний. | ||||
| Тип Э-09Х15Н25М6АГ2Ф | ||||
| ЭА-981/15 | ||||
| Для сварки высоколегированных коррозионностойких хромоникелемолибденовых и хромоникелемолибденованадиевых сталей, а также высокопрочных сталей типа АК и высокомарганцовистых сталей типа 110Г13-Л. | ||||
Электроды для сварки разнородных сталей и сплавов
Разнородными сталями и сплавами считаются материалы, резко отличающиеся физико-механическими свойствами, химическим составом и свариваемостью. По признаку разнородности стали условно можно разделить на 4 группы: углеродистые и легированные, легированные повышенной и высокой прочности, теплоустойчивые, высоколегированные.Сварка разнородных сталей и сплавов может существенно отличаться от сварки однородных материалов, так как возрастает вероятность появления трещин в металле шва, возникновения в зоне оплавления участков со структурной неоднородностью, чрезмерного роста остаточных напряжений из-за большой разницы в коэффициентах расширения свариваемых материалов.
Большинство электродов, используемых при сварке разнородных сталей и сплавов, относятся к электродам, предназначенным для сварки высоколегированных сталей и легированных сталей повышенной и высокой прочности, которые дают шов с однородной высокопластичной структурой металла.
Выбор электрода можно делать по таблице, составленной с учетом отечественного опыта сварки разнородных металлов.
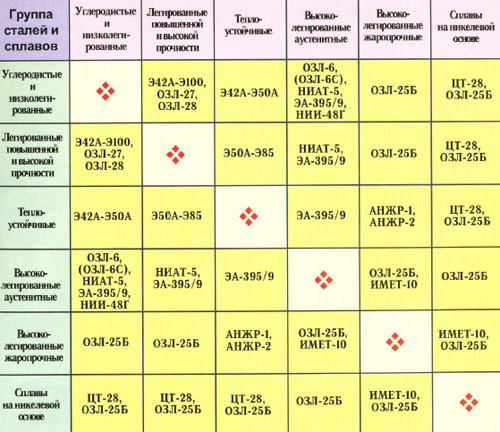
Характеристики электродов для сварки разнородных сталей и сплавов
| Марка электрода
, область применения и технологические особенности | Пок- рытие | Род, полярность тока | Коэф. нап- лавки, г/А•ч | Поло- жение швов |
| АНЖР-1 | ||||
| АНЖР-2 | ||||
| Сварка теплоустойчивых сталей с высоколегированными жаропрочными сталями. | ||||
| ОЗЛ-27 | ||||
| ОЗЛ-28 | ||||
| Сварка углеродистых сталей с легированными, в том числе с трудносвариваемыми сталями. | ||||
| ОЗЛ-6 | ||||
| ОЗЛ-6С | ||||
| Сварка углеродистых и низколегированных сталей с высоколегированными сталями. | ||||
| НИАТ-5 | ||||
| ЭА-395/9 | ||||
| Сварка низколегированных и легированных сталей с высоколегированными сталями. | ||||
| ОЗЛ-25Б | ||||
| Сварка разнородных сталей: коррозионностойких, жаростойких, жаропрочных и сплавов на никелевой основе. | ||||
| ИМЕТ-10 | ||||
| Сварка разнородных жаропрочных сталей и сплавов. | ||||
| ЦТ-28 | ||||
| Сварка углеродистых, низколегированных и хромистых сталей со сплавами на никелевой основе. | ||||
| НИИ-48Г | ||||
| Сварка низколегированных, специальных и высокомарганцовистых сталей с высоколегированными сталями | ||||
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сварка являет собой технологический процесс получения надежных соединений путем нагревания кромок деталей до температуры плавления. Ручная дуговая - наиболее распространенный ее вид. Этот способ высокопродуктивен, универсален, технологически прост и доступен в домашних условиях.
Суть РДС
Кромки соединяемых деталей плавятся за счет выделяемой теплоты ионизированным потоком частиц между катодом и анодом - электрической дугой. Ионизация происходит вследствие наличия тока и короткого замыкания между двумя полюсами при постоянных или переменных характеристиках.
Инструментом, используемым для создания и горения дуги, является электрод - стержень металлического или неметаллического происхождения. Работа может выполняться как одним, так и несколькими стержнями с возможностью создания дополнительной дуги между ними (сварка трехфазной дугой). Ионизированный поток электронов окружен испарениями с инструмента и его покрытия, плавящегося металла соединяемых деталей, результатов их взаимодействия с воздухом. Виды электродов для сварки определяются с учетом всех характеристик, присущих конкретному материалу.
Классификация стержней по материалу изготовления
По своей сути все сварочные инструменты для РДС делятся на плавящиеся и неплавящиеся.
- Плавящиеся: металлические инструменты, изготовленные из чугуна, стали, алюминия, меди (в зависимости от типа свариваемого металла). Стержень выступает катодом или анодом, а также выполняет функции присадочного материала для заполнения сварочной ванны и образования шва.
- Неплавящиеся: стержни угольные, из графита, из вольфрама; выполняют только первичную функцию; дополнительно используется присадочная металлическая проволока; вольфрамовые нужны при аргонодуговой сварке.
 Среди первой группы выделяют основные виды электродов:
Среди первой группы выделяют основные виды электродов:
- Без покрытия. Этот тип инструментов не используется для РДС.
- Покрытые. Соответствующее покрытие применяется для поддержания стабильности дуги, защиты металла от выгорания, от влияния газов, повышения механических характеристик шва путем естественного легирования (попадания легирующих элементов с плавящего стержня в сварочную ванну).
Применение по виду работ
Виды электродов для перечисленные выше, имеют индивидуальное применение в зависимости от способа работ.
Угольные непокрытые электроды - первичное сварочное изобретение, которое принадлежит Н. Н. Бенардосу и относится к 1882 году - используются и в современности. Особенности: постоянный ток, прямая полярность, дополнительная подача присадочной проволоки, дуга стабильная, стержень сгорает медленно, науглероживания не происходит. Применение обратной полярности снижает характеристики дуги и шва (он науглероживается).
Металлические электроды - следующее изобретение в сфере технологии сварки, которое принадлежит Н. Г. Славянову (1888 г.). Вместе с ними зародились прообразы современных сварочных аппаратов. Сваривание с помощью плавящихся стержней нашло более широкое применение в промышленности и получило активное развитие. На сегодняшний день используется в ручной дуговой, автоматической и полуавтоматической (под флюсом) сварке.

Вследствие высокой температуры плавления 3422˚С применяется в качестве неплавящегося при аргонодуговой сварке. Таким образом, различным сварочным технологиям соответствуют конкретные виды электродов.
Распределение по назначению
Назначение - это та характеристика, в соответствии с которой распределяются абсолютно все известные электроды. Виды и применение стержней обозначается одной буквой (ГОСТ 9466-75):
- конструкционные стали, в том числе низколегированные с прочностью 60 кгс/мм 2 (600 Мпа) в маркировке обозначаются буквой «У» - углеродистые;
- легированные конструкционные стали, имеющие прочность 600 Мпа - «Л»;
- высоколегированные конструкционные стали - «В»;
- теплостойкие легированные стали - «Т»;
- сплавы с особыми свойствами, для которых характерна наплавка - «Н».
Назначение указывается в развернутой марке.
Покрытия стержней
Разнообразные по составу и происхождению покрытия используются в индивидуальных случаях для различных материалов. Применяются следующие виды покрытия электродов:
- Кислые «А». Содержат ферромарганец и ферросилиций. Применяются для прямого или постоянного тока. Характеризуются высокими скоростями плавления. Лучше использовать для нижних швов.
- Рутиловые «Р». Содержат рутил (двуокись титана), карбонаты, алюмосиликаты, ферромарганец, жидкое стекло. Сварка швов любого положения и типа прямым или постоянным током. В результате последовательных химических реакций образуется защитный шлак, который предупреждает выгорание элементов. Хорошее качество низкая токсичность.
- Целлюлозные «Ц». В состав входят целлюлоза, марганцевая руда, тальк, рутил, ферромарганец. Образуются защитные газы вокруг дуги и сварочной ванны. Для всех швов; высокая скорость выполнения работ; хорошее качество; нельзя допускать перегрева; большие потери при разбрызгивании. Используются для трубопроводов.

- Основные «Б». В составе карбонаты и фториды кальция. Происходит образование защитного углекислого газа вследствие реакции углерода из карбонатов с кислородом горения дуги. Желательно выполнять работы под постоянным током с полярностью в обратном направлении. Во время сварки под переменным получается низкокачественный шов, требуются дополнительные технологии для повышения его механических характеристик.
- Прочие «П». Содержат легирующие элементы. Качество шва повышается за счет введения в него определенного количества легирующих элементов с плавящего электрода.
- Специальные. Содержат жидкое стекло со смолосодержащими веществами. Защищают от проникновения влаги. Применяются для сварки под водой.
Конкретные назначения имеют все покрытые электроды. Основным видом покрытия является рутиловое вследствие своей универсальности. Покрытия выполняют защитные функции путем раскисления сплава в сварочной ванне, добавления в него легирующих элементов, образования ореола защитных газов или шлака. Это позволяет избежать низшего качества шва, чем у материалов кромок деталей, обеспечить формирование добротных сварных соединений.
Требования к инструментам, установленные ГОСТ 9466-75
- Электроды должны быть изготовлены из качественного материала.
- Покрытие должно быть цельным, не иметь значительных дефектов (допускается существование мелких вмятин и трещин без вздутий и пористости).
- Высокая механическая стойкость к случайным ударным нагрузкам.
- Разные виды покрытия электродов должны равномерно оплавляться, не осыпаться, не образовывать неровных островков, не разбрызгиваться свыше допустимых характеристик.
- Стержень должен обеспечивать образование качественного шва: без трещин, пор, местного избытка наплавленного металла.
- Рациональный выбор в соответствии с учетом всех необходимых параметров и соблюдения технологии - залог формирования надежного прочного соединения.

Выбор стержня в зависимости от размера
Начинающему сварщику более известны виды электродов, определяющиеся по размеру. Диаметр инструмента, с помощью которого будут проводиться работы, выбирается строго в соответствии с толщиной свариваемой детали. Он не шифруется, а четко указывается в маркировке инструмента. Длина электрода также фиксирована в соответствии с его диаметром. Важно иметь понятие о длине зачищенного непокрытого конца инструмента.
Толщина подготовленных кромок, мм | Диаметр электрода, d, мм | Длина электрода, мм | Длина зачищенного непокрытого конца, мм |
| 20 | |||
| 25 | |||
| 25 | |||
| 30 | |||
| 30 |
Для домашних сварочных работ наиболее часто используются виды электродов для дуговой сварки с диаметром 2-4 мм. Толстые стержни применимы в ремонтных мастерских и на производстве.
Толщина покрытия
Она имеет свое обозначение в маркировке инструмента. Определяется коэффициентом ее отношения D (мм) к толщине самого стержня d (мм). Распределяется на 4 группы:
- тонкое «М» (коэффициент до 1,2);
- среднее «С» (коэффициент имеет значения в пределах от 1,2 до 1,45);
- толстое «Д» (коэффициент - в пределах 1,45-1,8);
- особо толстое «Г» (значение коэффициента свыше 1,8).
На результаты работ влияют не только виды покрытий электродов ручной дуговой сварки, но и толщина самого покрывающего слоя, а также размеры стержня. Правильный подбор размера электрода обеспечивает хорошую скорость работ, качественные параметры дуги и формируемого соединения.
Выбор стержней в зависимости от типа шва и его пространственного положения
Швы имеют несколько классификаций:
- В зависимости от действия основных сил: фланговые, лобовые, косые, торцевые.
- В соответствии с положением свариваемых деталей: стыковые, угловые, тавровые, соединения внакладку.
- В зависимости от наличия скоса кромок: со скосом, без скоса.
- В соответствии с положением в пространстве: нижние, верхние, горизонтальные, вертикальные.

На выбор влияет пространственное положение шва. Его тип обозначается в маркировке стержня.
- 1 - для сварки во всех положениях;
- 2 - исключения относятся лишь к вертикальным швам сверху вниз;
- 3 - для нижних швов, горизонтальных у вертикальной плоскости, вертикальных снизу вверх;
- 4 - для нижних швов.
Тип шва относительно пространственного положения учитывается при определении значений тока.
Влияние электрических параметров дуги на выбор сварочных инструментов
Сварка может осуществляться под прямым или постоянным током, прямой («минус» на электроде, «плюс» на изделии) или обратной полярности. Выбор зависит от свариваемого материала и его свойств. Вид тока определяется источником питания.
В качестве основного оборудования, генерирующего и (или) преобразующего ток, могут использоваться: трансформаторы и осцилляторы (снижают напряжение сети до необходимых значений), преобразователи и выпрямители (преобразуют переменный ток сети в постоянный ток сварочного процесса).
Параметры, необходимые для воспламенения дуги, значительно отличаются от тех, которые прослеживаются во время ее поддержания. Напряжение, необходимое для быстрого образования дуги, называется напряжением холостого хода. Рассмотрим значения напряжений, необходимые для воспламенения дуги и для поддержания ее горения.
Виды сварочных электродов различаются в зависимости от сетевых характеристик и обозначаются цифрами от 0 до 9:
- 0 - только для постоянного тока обратной полярности;
- 1-9 - для любых токов;
- 1, 4, 7 - любая полярность;
- 2, 5, 8 - прямая;
- 3, 6, 9 - обратная;
- 1-3 - напряжение холостого хода 50 В;
- 4-6 - 70 В;
- 7-9 - 90 В.
Выбор влияет на особенности технологии и качественные характеристики швов. Так, наименьшую глубину проваривания обеспечивает работа с переменными параметрами сети. Используется для неприхотливых материалов и несложных конструкций. При сварке дугой с постоянными характеристиками и обратной полярностью глубина сварочной ванны и механические свойства шва получаются на 50% выше, чем даже при прямой полярности. Используют для неподатливых материалов и ответственных конструкций.
Определение силы тока
При дуговой сварке ручного типа она может быть разной - от 30 до 600 А. Выбор необходимого значения осуществляется в зависимости от диаметра рабочего электрода и типа шва относительно пространственного положения. Вычисляется следующим образом:
- Для нижних швов: I=d*k.
- Для верхних - I=k*d*0,8.
- Для горизонтальных - I=k*d*0,85.
- Для вертикальных швов - I=k*d*0,9.
где I - сила тока, А;
d - диаметр, мм;
k - коэффициент, А/мм.

Коэффициент зависит от диаметра стержня:
- для электродов толщиной 1-2 мм - k=25-30 А/мм;
- 3-4 мм - k=30-45 А/мм;
- 5-6 мм - k=45-60 А/мм.
Повышение силы ускоряет рабочий сварочный процесс. Преувеличение допустимых значений может привести к перегреву кромок, чрезмерному выгоранию компонентов, ухудшению качества сварного шва.
Маркировка
С целью рассмотрения всех нюансов маркировки важно привести стандартный пример в соответствии с ГОСТ 9466-75 и 9467-75: (Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10).
- Марка: УОНИ-13/45.
- Тип: Э42А - электрод для РДС, обеспечивает прочность шва 420 Мпа повышенной пластичности (А).
- 3,0 - диаметр 3 мм.
- У - для сваривания углеродистых сталей и низколегированных конструкций.
- Д - толстое покрытие.
- Е432 (5) - индексы, в которых зашифрованы характеристики соединения и наплавленного метала.
- 43 - прочность на разрыв не меньше 430 Мпа;
- 2 - относительное удлинение не меньше 24%;
- 5 - сварка возможна при температуре до -40˚С; при этом обеспечивается минимально допустимое значение металла 34 Дж/см 2 .
- Б - основное покрытие.
- 1 - пространственное положение шва: любое.
- 0 - сварка только дугой с постоянными характеристиками и прямой полярностью.
Использование различных типов и марок сварочных инструментов
Все, рассмотренное выше, относятся больше к маркировке электродов для РДС стали. Важно привести примеры используемых стержней для разнообразных черных и цветных металлов. Ниже представлены их наиболее распространенные типы.
Виды электродов распределяются в зависимости от свариваемого металла и заданных типовых механических характеристик шва.
Углеродистые низколегированные стали свариваются стержнями типов:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Легированные стали повышенной прочности:
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
Высокопрочные Э125: НИИ-3М, Э150: НИАТ-3.
Наплавка металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Чугун: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Алюминий и сплавы на его основе: ОЗА-1/Al, ОЗАНА-1/Al.
Медь и сплавы на ее основе: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Никель и его сплавы: ОЗЛ-32.
Из приведенного списка можно сделать вывод о том, что маркировочная система очень сложна, при этом основана на примерно одинаковых принципах шифровки характеристик стержня, его покрытия, диаметра, наличия легирующих элементов.

Качество сварочного соединения зависит от рациональной технологической схемы. На то, какие виды электродов выбирать, влияют следующие факторы:
- Свариваемый материал и его свойства, наличие легирующих элементов и степень легирования.
- Толщина изделия.
- Тип и положение шва.
- Заданные механические свойства соединения или наплавленного металла.
Начинающему сварщику важно ориентироваться в основных принципах выбора и маркировки инструментов для а также оперировать распределением марок стержней по назначению, знать основные виды электродов и рационально их применять во время сварочных работ.
Виды сварочных электродов Сварочные электроды – металлические стержни, которые используются для сварки. Такие электроды бывают различных видов и типов. В первую очередь сварочные электроды подразделяются на неметаллические электроды и металлические. Неметаллические сварочные электроды могут быть только неплавящиеся, например, графитовые или угольные.
В свою очередь, металлические электроды могут быть как плавящиеся, так и неплавящиеся . К неплавящимся металлическим электродам относятся: торированные, итрированные, лантанированные, вольфрамовые электроды. Плавящиеся металлические электроды подразделяются на покрытые и непокрытые. К покрытым относятся: стальные, чугунные , медные , алюминиевые , бронзовые. Непокрытые сварочные электроды применялись на ранних стадиях развития . Как правило, сейчас они используются в виде проволоки для сварки в среде защитных газов.
Также электроды можно характеризовать по их назначению, для какого материала используются: Сварка высоколегированной стали. Такие электроды обозначают буквой У (ГОСТ 9467-45); Сварка легированных теплоустойчивых сталей. Такой вид электрода обозначают буквой Т (ГОСТ 9467-75); Сварка углеродистых сталей. Данный вид электрода обозначают буквой У (ГОСТ 9467-75); Наплавка поверхностных слоев, обозначают буквой Н (ГОСТ 10051-62).
Как правило, у электрода есть покрытие. Но покрытия могут быть разными. Виды электродов для сварки различают по толщине покрытия : Тонкое покрытие обозначают буквой А (ГОСТ 9466-75), международное обозначение – А; Среднее покрытие – буква С (ГОСТ 9466-75), международное – В; Толстое покрытие – Д (ГОСТ 9466-75), в международном – R; Особо толстое покрытие – буква Г (ГОСТ 9466-75), международное обозначение С.
Также электроды можно охарактеризовать по типу самого покрытия : Кислое покрытие – А; Основное – Б; Целлюлозное – Ц; Рутиловое – Р; Смешанное и прочее – П;
Смешанное покрытие может быть: Кисло – рутиловое , АР; Рутилово – основное, РБ; Рутилово – целлюлозное, РЦ; Рутиловое с железным порошком, РЖ;
Но сварка может осуществляться в разных положениях. Для этого существуют электроды для сварки специальных видов: Электрод для сварки в любом положении Сварка во всех положениях. Исключение – вертикальное. Для нижнего положения, вертикального снизу вверх, горизонтального. Для нижнего положения, и нижнего в лодочку.
Типы электродов
Наверное, ни для кого не секрет, что электроды – это сварочные материалы. К сварочным материалам относят еще и другие принадлежности, например сварочные флюсы, присадочные пруты, проволока, защитные газы и т.д.
Электроды делятся на несколько основных классов:
- - электроды для сварки теплоустойчивых легированных видов стали;
- - электроды для сварки высоколегированных видов стали с особенными свойствами;
- - электроды для сварки конструкционных сталей с применением дуговой сварки;
- - электроды для наплавки металла;
- - электроды для сварки цветных металлов;
- - электроды для сварки чугуна ;
Как видите, классов очень много. Поэтому выбор электродов – это не простой процесс, потому что если Вы будете использовать сварочные электроды для сварки чугуна для того чтобы сделать наплавку, то успеха в Вашей работе будет мало или вообще не будет. На самом деле к выбору электродов нужно относиться очень внимательно и делать свой выбор не в дешевую сторону, а в сторону качества и современности.
А – это электроды с кислотным покрытием, которые содержат окиси железа, кремния и марганца;
Б – основное покрытие, которое имеет в своем покрытии карбонад кальция и фтористый кальций. Сварка электродами с основным покрытием происходит при постоянном токе переменной полярности;
Ц – целлюлозное покрытие. К основным компонентам целлюлозного покрытия относятся мука и другие органические составляющие. Эти компоненты добавлены в покрытие специально для того чтобы создавать газовую защиту при сваривании;
Р – электроды с рутиловым покрытием. Безусловно, основным компонентом является рутил, но кроме него в покрытии также есть много органических и минеральных веществ. Эти вещества гарантируют незначительное разбрызгивание металла и дают газовую защиту в процессе сваривания;
Также электроды делятся на четыре типа по допустимым положениям сваривания :
- – все возможные положения;
- – все возможные положения кроме вертикального сверху вниз;
- – нижнее, горизонтальное и вертикальное сверху вниз;
- – нижнее положение;
На многих форумах, касающихся темы сваривания, 99% людей скажут Вам, что электроды нужно использовать только по назначению, то есть если электрод предназначен для сварки цветных металлов, то Вы не должны даже и пытаться сварить высоколегированную сталь. Почему так нужно? В нашей жизни для каждого предмета отведено свое место, поэтому если пытаться выкопать яму ломом, то это врядли увенчается успехом. Поэтому если электрод предназначен для сварки цветных металлов, то он не может использоваться где-то еще.
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов , то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей , найти которые Вы сможете только в разделе «Контакты». Помните: правильное отношение к выбору электродов является залогом успешно выполненной работы!
- Основные виды электродов
- Электроды для сварки труб
- Дополнительное деление
- И немного практических моментов
Прежде чем начинать сварочные работы, необходимо подобрать подходящие материалы. Главнейшими считаются электроды для сварки. Когда правильно выбраны марки электрода, качество шва всегда будет на высоте.

Качество сварки зависит от того, насколько правильно подобраны электроды.
Эти изделия могут быть:
- металлическими;
- неметаллическими.
- неплавящимися;
- плавящимися.
Если стержень электрода сделан не из металла, он считается неплавящимся. Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Признаки классификации электродов
Все типы электродов маркируются буквами, цифровым обозначением, каждое из которых соответствует определенному параметру. Классификация электродов придерживается следующих критериев:
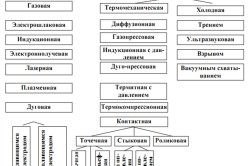
- марка металла;
- технология получения сварочных швов;
- толщина покрытия;
- вид тока;
- химический состав;
- состояние покрытия;
- присутствие вредных примесей.
В соответствии с ГОСТ 9467-75 материалы для дуговой сварки регламентируется определенным обозначением. Основными характеристиками, указанными в стандарте, являются:
- марка;
- назначение;
- размер;
- материал покрытия;
- толщина;
- применение;
- вид тока.
Вернуться к оглавлению
Основные виды электродов

Металлические стержни, используемые для сварки, называются электродами. Они имеют много характерных отличий. Прежде всего, их подразделяют на металлические и неметаллические.
К неметаллическим относятся сварочные электроды:
- угольные;
- графитовые.
Стальные изделия также подразделяются на несколько групп:
- неплавящиеся;
- плавящиеся.
Первая группа делится на:
- торированные;
- нитрированные;
- лантанированные;
- вольфрамовые.
Плавящиеся электроды подразделяются на:
- покрытые;
- непокрытые.
Покрытые изготавливаются из:
- стали;
- чугуна;
- меди;
- алюминия;
- бронзы.
Непокрытые виды использовались очень давно, когда только начиналось применение этих изделий. Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
В основном электроды всегда считались сварочными материалами различных видов:
- сварочный флюс;
- проволока;
- присадочные прутки;
- инертные газы.
Изделия подразделяются на следующие базовые группы:
- электроды для сварки высоколегированных сталей;
- для работы с разными конструкционными сталями;
- наплавки металла;
- сварочных работ с цветными сплавами;
- сварки чугунных изделий.
Вернуться к оглавлению
Электроды для сварки труб
Чем отличаются изделия для сварки труб? В основном это обыкновенный металлический стержень, сделанный из специальной сварочной проволоки, диаметр которой максимально достигает 5 мм. Стержень покрыт обмазкой слоем разной толщины.
Когда обмазка наносится тонким слоем, то ее масса не превышает одного процента от веса стержня. Когда слой очень толстый, масса достигает 30%.
Обмазка необходима для образования шлака.

Иначе говоря, неметаллического сплава, масса которого меньше веса металла. При сварочных работах шлак поднимается вверх. В результате образуется защитное покрытие, закрывающее зону сварки. Такая защита уменьшает поглощение из воздушного пространства азота, от которого зависит качество получаемого шва.
Чтобы правильно выбрать материал, необходимо учесть характеристики материала трубы. Чтобы сварить высокоуглеродистые трубы, применяют виды электродов, имеющих рутиловое покрытие. Чтобы , лучше подобрать специальные электроды, которыми можно варить такие трубы.
Когда проводятся сварочные работы с оцинкованной поверхностью, цинк начинает закипать намного раньше стали. В результате происходит его сильное испарение во время нагрева. Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Точно так же требуется специальная технология, когда необходимо сварить чугунные трубы. С этой работой прекрасно справляются электроды, основой которых является:
- медь:
- железо;
- никелевые сплавы.
Вернуться к оглавлению
Изделия для сварки высоколегированных сталей
Чтобы варить подобные стали, были разработаны специальные электроды, работающие с:
- жаростойкими сталями;
- жаропрочными сплавами;
- никелевой основой.
Сегодняшняя классификация всех высоколегированных сталей включает в эту группу сплавы, где:
- 45% железа;
- 10% легирующих добавок.
Сплав, имеющий никелевую основу, содержит более 55% никеля. Между этими сплавами промежуточное место отдано материалам, имеющим железоникелевую основу.
Надо сказать, что элементы для сварки высоколегированных сталей должны иметь рутиловое покрытие. Эти материалы имеют:
- малую теплопроводность;
- высокое электрическое сопротивление скорости плавки.
Вернуться к оглавлению
Дополнительное деление
- Электроды для дуговой сварки.
Для таких изделий сварочным материалом является:

- штучный электрод;
- сварочная проволока.
- Штучные электроды.
Данные материалы также подразделяются на две группы: плавящиеся и неплавящиеся. Плавящиеся обязательно имеют покрытие. Их широко применяют в быту. Когда делаются сварочные работы, например, в гараже, их используют чаще всего.
Стержни, для того чтобы варить сталь, изготавливают из специальной сварочной проволоки. Она может быть:
- низкоуглеродистой;
- легированной;
- высоколегированной.
Государственным стандартом классифицируется 77 разновидностей стальной проволоки, предназначенной для производства штучных электродов самых разных диаметров.
Абсолютно различным действием обладает покрытие электродов:
- образование защитного слоя;
- стабилизация горения дуги;
- удаление вредных примесей;
- легирование.
Чтобы сварить цветные металлы и разные сплавы, для сварки подходят электроды плавящегося типа, которые изготавливают из:

- алюминия;
- меди;
- никеля;
- бронзы;
- латуни.
Для того чтобы классифицировать все существующие группы электродов, за основу были взяты определенные признаки:
- назначение;
- технологические особенности;
- вид покрытия;
- химический состав;
- механические свойства;
- вид тока;
- полярность
- минимальное напряжение;
- качество;
- состояние поверхности;
- наличие вредных веществ.
В маркировке каждый параметр помечен соответствующей цифрой, имеет буквенное обозначение. Если электрод сваривает углеродистые стали, в обозначение включена буква У. При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.