Сварка меди инвертором угольным электродом. Устройство из деталей микроволновой печи. Регулирование силы тока во время сварки
Перед тем как изготовить сварочный аппарат для проводов в домашних условиях, стоит разобраться в главных составных деталях и принципах работы. Особое значение уделяется мощности напряжения, которая зависит от типа предстоящих работ. Для соединения металлических тонких изделий требуется невысокая сила тока, в то время как сварка массивной арматуры невозможна при такой интенсивности.
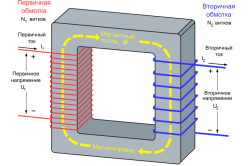
Трансформатор
Устройство обеспечивает получение дуги из сетевого напряжения. Данный элемент состоит из двух основных частей:
- магнитопровод;
- обмотка.
Создание трансформатора не вызывает особых сложностей. Первичная обмотка устройства подключается к электросети в 220 Вт, при этом вторичная требуется для самих сварочных работ. Магнитопровод можно собрать не только из пластин специального трансформаторного металла, но и из других материалов. В качестве дополнения для улучшения характеристик дуги используются особые устройства, которые обеспечивают плавную настройку напряжения. Подобные дополнения чаще всего встречаются в профессиональных аппаратах.
При выборе источника напряжения необходимо отталкиваться от желаемых характеристик тока. Оптимальным вариантом станут источники, имеющие крутопадающие и пологопадающие свойства. Они упрощают процесс сварки и обеспечивают минимальные колебания дуги.

Необходимые элементы
Самостоятельно можно изготовить сварочный аппарат для проводов любого типа, будь то автоматический, инверторный, функционирующий на постоянном или переменном токе. При отсутствии опыта проведения подобных работ стоит остановиться на простом трансформаторном аппарате. Подобное устройство функционирует на переменном токе и позволяет добиться качественного сварного шва. Оно оптимально подходит для сварки проводов в домашних условиях. Перед тем как приступить к изготовлению, необходимо подготовить следующее:
- материал для сердечника трансформатора с высоким уровнем магнитной проницаемости;
- достаточное количество медного провода.
Сердечник должен иметь П-образную стандартную конфигурацию и стержневую конструкцию. В некоторых случаях приходится использовать сердечники другой формы (к примеру, круглые), это не изменяет характеристики устройства, но осложняет намотку проводки. Для бытового аппарата площадь сечения сердечника должна находиться в пределах 50 см². Использование большого сечения нерационально, так как не обеспечивает дополнительных характеристик и увеличивает общую массу устройства.
Обмотка
Для первичной обмотки используется медная проводка, отличающаяся высоким уровнем устойчивости к термическому воздействию. Она должна дополняться стеклотканевой или хлопковой изоляцией. Возможно использование кабелей с изоляционной оболочкой из резины и других материалов, за исключением полихлорвинила.
При необходимости изоляцию можно сделать своими руками при помощи небольших отрезков подходящего материала. Они наматываются на медный провод и покрываются слоем электротехнического лака.
Каркас катушек изготавливается в соответствии с геометрическими характеристиками магнитопровода. Они должны иметь подходящие габариты, чтобы не препятствовать свободному надеванию магнитопровода на сердечник. Для изготовления последнего, как правило, используется обычный картон или текстолит.
Что нужно знать
При проведении намотки катушек необходимо учитывать некоторые особенности. В частности, первичная обмотка производится только наполовину, сверху на нее накладывается часть вторичной. Вторая сторона катушки обматывается таким же образом. При помощи плотной бумаги, стеклоткани и картона можно повысить изоляционные характеристики, для этого необходимо прокладывать отрезки выбранного материала между слоями обмотки.
Сварочный аппарат для медных проводов также требует настройки, которая заключается в подключении устройства к сети и замере данных напряжения на вторичной обмотке. Показатели должны находиться в пределах 60 В. При необходимости можно добавить часть обмотки либо убрать лишнее. Замеры и изменение обмотки производятся до получения требуемых данных.
Сварочный аппарат для проводов подключается к сети при помощи двухжильного кабеля или провода внутренней прокладки, который соединяется с первичной обмоткой. Последним этапом является соединение ПРГ-проводов с выводами вторичной обмотки. Стоит отметить, что эти провода фиксируют основу сварочных стержней и соединяются с обрабатываемыми элементами.
Работа с медными проводами
В электротехнических работах медные провода незаменимы. Существует три основных методики соединения: сварка, сжим и опрессовка. Оптимальным сочетанием скорости и качества работ обладает первый вариант.
При работе с медью стоит проявлять осторожность и учитывать характеристики данного материала. Он подвержен поломкам даже при небольшом нагреве, несмотря на то что его температура плавления превышает 1000 градусов. Сварочные работы могут выполняться постоянным и переменным током. При необходимости могут использоваться дуговой способ сварки и дополнительные аппараты, такие как трансформатор, лучевое устройство и инвертор.

Этапы работ
Сварочный аппарат для сварки проводов может иметь различную конструкцию и изготавливаться по определенной технологии, несмотря на это, процесс сварки состоит из идентичных этапов. Для начала удаляется оболочка с кабелей при помощи ножниц или обычного канцелярского ножа. Необходимо отступить от края на 2-3 см, подрезать верхнюю оболочку и аккуратно стянуть ее. Скрутка кабелей должна иметь длину около 3 см и дополняться несколькими жилами стандартного размера. Зажим фиксируется только на готовом соединении. Далее необходимо подсоединить медных проводов с установленной мощностью и силой тока.
На что нужно обратить внимание
Сам процесс сварки производится в течение нескольких секунд и обеспечивает получение небольшого медного шара. Стоит отметить, что время сварки имеет особое значение, так как если убрать аппарат слишком рано, качество соединения будет низким из-за пористой структуры. При этом если передержать на несколько секунд, придется начинать все сначала, так как концы кабелей полностью расплавятся. После соединения и остывания элементов остается сделать изоляцию и подключить напряжение.
Выбор кабелей
С учетом того, что сварочный аппарат присоединяют в сеть медными проводами, их выбор имеет не меньшее значение. Они должны обеспечивать работу под разным уровнем напряжения и в различных условиях. Не менее важны следующие характеристики:
- устойчивость к изгибам и другим механическим воздействиям;
- сохранение характеристик при воздействии ультрафиолетового излучения;
- возможность применения при работе в обширном диапазоне температур;
- устойчивость к развитию плесени и коррозии.

Устройство из деталей микроволновой печи
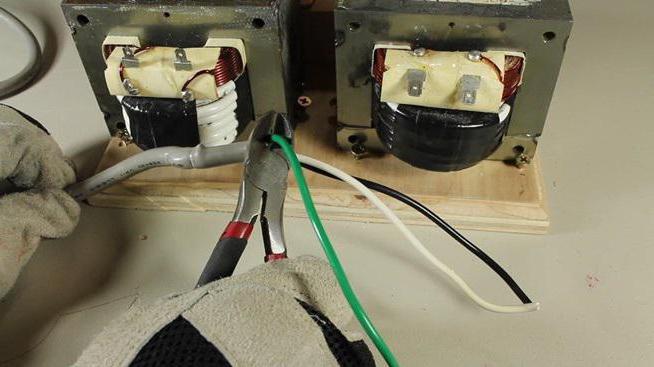
Достаточно простой сварочный аппарат для медных проводов своими руками можно сделать из трансформатора от микроволновой печи, который обладает высокой мощностью и компактными размерами. Подобное устройство помещается в корпус от блока питания ПК и оптимально подходит для сварки медных кабелей.
Для создания устройства подойдет трансформатор от любой микроволновки. Его необходимо предварительно разобрать, это можно сделать путем распила боковых сторон при помощи болгарки. Стоит отметить, что подключение трансформатора к сети возможно только после снятия вторичной обмотки.
Необходимо накрутить вторичную обмотку взамен старой и заклеить сердечник эпоксидным составом. Далее остается вмонтировать трансформатор в корпус от блока питания вместе с двумя автоматами.
Полученный сварочный аппарат для проводов обеспечивает быстрое зажигание дуги и качественную обработку кабелей. Трансформатор во время работы не нагревается, но при использовании устройства больших размеров рекомендуется применять для обмотки проводку с сечением в 10 мм². Несмотря на то что трансформатор отличается достаточно ощутимым весом, сам аппарат имеет небольшие габариты.
Упростить использование и улучшить качество соединения можно при помощи выключателя, расположенного на ручке графитовой клеммы. Так можно будет включать аппарат после того, как скрутка будет установлена в необходимое положение.

Сварочный аппарат для проводов своими руками: особенности
Более мягкая сварка получается за счет использования дросселя. При этом стоит отметить, что во время работы с медными скрутками появляется резкий запах гари и дым, поэтому рекомендуется предварительно открыть окно. Также не редки случаи возгорания графитового электрода.
Провода скрутки должны иметь одинаковую длину. Также будет полезно покрывать скрутку бурой перед сваркой и соблюдать минимальное время нагрева.
Хорошую клемму можно получить из подручных предметов или деталей, купленных за символическую стоимость. Для этой роли отлично подойдет щетка от троллейбуса или мощного мотора. В графите высверливается несколько ямок подходящего размера. Они необходимы для укладки скруток и получения ровного сплава.
Дуга во время работы должна быть непрерывной и иметь достаточный нагрев для обеспечения качественного соединения. Как было отмечено ранее, нагрев до температуры меньше необходимого уровня приводит к формированию пористой сердцевины внутри застывшей капли.
Большинство электриков знает, что если провода просто скрутить вместе, то этот участок будет служить дополнительным сопротивлением из-за разности в плотности контакта между цельным проводом и скруткой. Такой участок часто перегревается или обгорает. Возможны и механические обрывы цепи. Чтобы избежать этих проблем была изобретена сварка медных проводов. Какова ее технология? Какими аппаратами она выполняется? Возможно ли изготовить подобное устройство самостоятельно?
Процесс сварки для медных проводов заключается в зажигании кратковременной электрической дуги, оплавляющей края прутиков и соединяющие их в единый монолитный участок, длиной 3-5 мм. Это происходит в следующей последовательности:
- Проводку, предназначенную для соединения, очищают от изоляции на 60-70 мм длины. Это делается для предотвращения оплавления изоляции от нагретой меди.
- Медные волокна складываю вместе и закручивают между собой. Вид скрутки не важен, и ее можно выполнять как равномерно перекручивая все провода, так и обвивая одни вокруг оси из других. Механическую крепость здесь образует именно сварка, а не тип скрутки.
- Перекрученные медные жилы должны быть общей длинной 50 мм. Оставшуюся разветвленную часть обрезают до плотно скрученного пучка.
- В 25 - 30 мм от края соединения его необходимо зажать прижимным устройством, являющимся одновременно массой контакта (минусовым кабелем от аппарата). За этот элемент электрик будет удерживать свариваемые провода. Слишком длинную зачистку и далекий от края захват выполнять не стоит ввиду лишнего перегрева всей зоны между контактами.
- Второй рукой подносится держатель со специальным электродом.
- Конец электрода соприкасается с торцом скрутки и зажигается дуга, которую необходимо удерживать в течении 1-2 секунд (зависит от силы тока и сечения провода).
- Края проводов плавятся от температуры дуги, образуя цельное соединение, сечение которого не препятствует прохождению тока.
- Прерывая дугу, заканчиваем процесс сварки и даем изделию остыть.
- Остывшую после сварки скрутку, требуется свернуть (для компактности размещения в коробке), и закрыть термоусадочной трубкой или изоляционной лентой.
Чтобы сварка проводов выполнялась успешно, необходимо потренироваться на «черновых» кусочках кабеля. Распространенной ошибкой начинающих электриков является прилипание электрода к торцу свариваемого провода. Это происходит из-за слишком короткой дистанции и выполнении работы навесу. Чтобы придать четкости выполняемым действиям рекомендуется опереть руку с массой об стену, а руку с электродом прижать локтем к телу. Так можно минимизировать пошатывания и колебания, вызывающие проблемы при сварке.
Понять, что соединение готово можно по характерному красному валику раскаленного металла, имеющему цельный вид. Округленная форма будет окончательным доказательством, что прутки сплавились между собой. Хотя дуга горит всего несколько секунд, но если требуется объемная работа (распределение коробки, обустройство щитка), то рекомендуется надевать защитные очки или даже маку хамелеон. Ультрафиолет, излучаемый дугой, способен причинить серьезные ожоги коже лица и роговице глаз при длительной работе со сваркой.
Почему не паяльником?
Преимущество метода перед похожей работой паяльником состоит в:
- отсутствии необходимости присадочного материала (олово);
- не нужно предварительно лудить металл;
- сварка скруток выполняется быстрее по времени, чем пайка, что эффективней при большом объеме работ;
- для пайки проводов разного диаметра нужны разные по мощности паяльники, сварочный аппарат же переключается под любое сечение;
- некоторые кабеля настолько толстые, что их можно соединить только сваркой.
Аппараты для сварки медных проводов
Медь относится к специфичным видам металлов, чья сварка выполняется только в хорошо защищенной среде, предотвращающей взаимодействие углерода и окружающего воздуха. Но поскольку для медных кабелей нет необходимости в длинном шве, а лишь требуется быстро расплавить торец скрутки, то подойдет обычный агрегат с переменным или постоянным током.
Трансформаторы
Сварочный аппарат для сварки проводов должен быть способен выдать силу тока, достаточную для оплавления края кабеля. Температура плавления меди немного более 1000 градусов. Поэтому для работы подойдет обычный трансформатор с регулировкой тока до 400 А. Единственным отличием от сварки углеродистой стали будет использование не стального покрытого электрода, а угольного с примесью меди и не покрытого.
Для осуществления сварки скруток нужно подключить аппарат в сеть, выставить необходимую силу тока, и подсоединить «минусовый» кабель к зажиму, а «плюсовой» к держателю электрода. Прямая полярность обеспечит лучшую работу электрической дуги на этом виде соединения. Работа с трансформатором подойдет для подключения и оснащения электрического щитка со множеством контактов. Поскольку весь процесс может занять день и больше, то не потребуется частый перенос громоздкого аппарата. А вот для маневренной работы по большому пространству, где требуется сварить несколько скруток в коробке, и переходить дальше, трансформатор будет неудобен.
Инверторы
Для передвижной быстрой работы с проводкой лучше приобрести небольшой аппарат. Это может быть обычный инвертор с минимальным весом, чья конфигурация позволяет вешать оборудование на плече и выполнять сварку скруток на любой высоте.
Работа инвертором производится так же, как и трансформатором. «Плюс» с электродом находится в одной руке электрика, а «минус» со специальным зажимом в другой. Характеристик аппарата с диапазоном силы тока от 40 до 200 А хватит на большинство видов проводки встречающейся в быту. Сварку медных проводов инвертором выполнять удобнее, ввиду «мягкой» работы дуги и меньшего шума от самого источника тока.
Как самому сделать аппарата для сварки проводов?
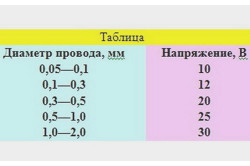
Если предстоит разовая, но объемная работа с проводами, то покупать магазинное устройство может быть невыгодно. Как сделать сварочный агрегат для этих целей своими руками? Для основы потребуется понижающий трансформатор, который можно намотать самостоятельно, или извлечь из старой техники. Главный критерий - это способность понижать входящее напряжение до 12-48 V, выдавая при этом силу тока от 40 до 150 А. Рассчитать число витков и требуемое сечение провода можно по соответствующим таблицам.
Хотя сварку проводки можно выполнять и на переменном токе, но лучше установить в свой самодельный аппарат диодный мост, для выпрямления напряжения. Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
Держатель под угольный электрод можно купить в магазине, а можно соорудить из зажима под контактор троллейбуса или иного прижимного устройства. Второй зажим для фиксации провода и подключения массы изготавливается из пассатижей. В одной из ручек необходимо просверлить отверстие под болт и клемму для контакта.
Параметры для сварки проводов
Чтобы соединение проводов сваркой прошло качественно, кроме соответствующего оборудования и навыков, потребуется выбирать правильные режимы сварки. Основные представлены в таблице:
Соединение скруток при помощи сварки позволяет произвести надежный контакт, исключая перегрев и механический обрыв проводов. Как сделать это на практике показано на дополнительном видео. А создав собственный аппарат можно сэкономить на оборудовании, не в ущерб качеству.
Существует много способов соединения проводов, самые доступные это: скрутка и пайка, но сегодня остановимся на сварке. Именно сварка делит первое место с пайкой. В этих двух видах соединения есть свои минусы и плюсы, и каждый случай применим и не применим в конкретном случае.
Если нужно соединить большое количество проводов, то сварка это самый качественный и быстрый способ. А так же не требует расходников.
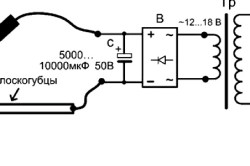
Готовое устройство.
Корпус от старого понижающего транса на 36 вольт.
Вместо старого транса стоит новый на 24 вольта и на 350 ватт (в идеале нужен чуть по мощнее).
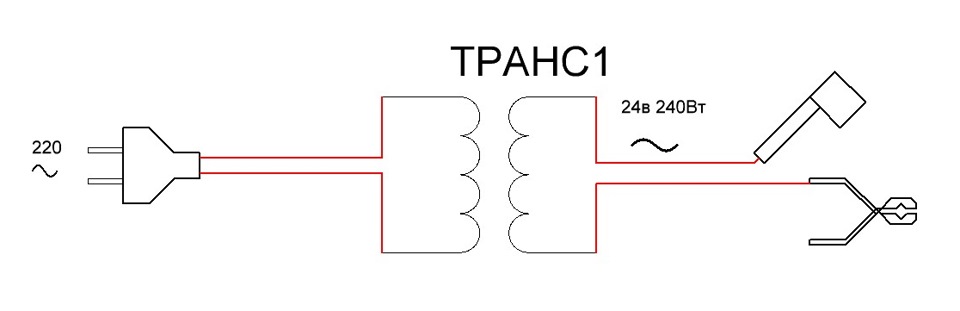
Первичная обмотка соединена через автомат с сеть 220 вольт. Со вторичной обмоткой соединены с проводом КГ 2Х1.5 (один провод кг 2х1.5 соединен с плоскогубцами, другой с угольной щеткой от Камаза) плоскогубцы и угольные щетки.
Через второй автомат с сетью 220 вольт соединены, (для охлаждения транса) через зарядник для телефона на 5 вольт Вентилятор для корпуса системного блока (для него на корпусе сделаны прорези, по три штуки с четырех сторон), и розетка (удобно если нужно запитать доп. прибор).


На посатижи наварена шпилька на 6, и двумя шайбами и гайкой зафиксирован провод.
Держак для щетки сделан из медной трубки, и надет шланг подходящего диаметра.
- Сварка проводов: технология
Для соединения проводов используют множество способов – от спаивания до скруток. Но чаще используется сварка проводов. Этот метод получается более удачным по результатам, чем все остальные: он помогает получить хороший и очень надежный контакт. При таком методе соединения можно обеспечить больший срок бесперебойной работы электропроводки.
Электропроводку чаще всего выполняют с использованием проводов из меди, а вот провода из алюминия почти не применяют. Сварка медных проводов может осуществляться с использованием как переменного, так и постоянного тока, напряжение – примерно 12-36 В. Должна быть возможность изменять подачу тока. Предпочтительнее будет использование сварочного аппарата инверторного типа.
Инверторные сварочные аппараты
Инверторные аппараты обладают множеством плюсов. По габаритам они невелики, довольно легковесны, большинство моделей снабжено ремнем, с помощью которого их можно носить через плечо. Например, при помощи такого ремня устройство подвешивается на плечо, после чего сварщик может вместе с ним перемещаться по стремянке. Это очень удобно, когда выполняется сварка скруток в укрепленной на высоте распределительной коробке.

Обычно сварочные инверторы обладают хорошим диапазоном регулирования тока. У таких устройств устойчивая дуга, которая и при небольшом токе прекрасно зажигается. Данный аппарат помогает добиваться неплохих результатов работы даже тем сварщикам, у которых опыт невелик.
Инверторы также потребляют очень небольшое количество энергии. При необходимости такие аппараты можно подключить к простой электропроводке. Это не послужит причиной перебоев, свет не начнет мигать, не будет неприятностей и жалоб от живущих по соседству людей.
Сварка медного провода способна нанести не меньший вред, чем простая сварка стали. Надо беречься от брызг металла, непременно защищать глаза. Работать надо в сварочных рукавицах и специальной маске, спецодежде.
Чтобы выполнить соединение проводов сваркой, применяются обмедненные угольные электроды. Их иногда называют карандашами. Можно воспользоваться графитовым стержнем. Если таких электродов не оказалось под рукой, можно взять простой угольный стержень от использованной батарейки. Для сварочного тока следует устанавливать пределы в зависимости от количества и диаметра проводов.
Так, для сваривания двух проводов из меди с сечением 1,5 мм² достаточно тока 70 А, если провода три, то ток должен быть 80-90 А. Если сечение подготовленных для соединения проводов в количестве 2-3, то 2,5 мм², устанавливать ток следует в пределах 80-100 А, 3 или 4 провода – нужен ток 100-120 А.
Может отличаться и ее состав, и поведение при обработке током, поэтому относиться к выбору режимов для сварки следует внимательнее.
Хорошим считают такой сварочный режим, когда дуга стойкая, нет прилипания электрода к соединяемому участку. Такого сочетания можно достичь лишь при наличии рабочих навыков, которые приобрести можно только в процессе работы.
При покупке инверторного аппарата надо руководствоваться именно этими пределами. Когда аппарат не предполагается использовать для более сложных работ, в мощном не будет необходимости.
Вернуться к оглавлению
Сварка проводов: технология
Выполнение работ производится в соответствии с технологией, которая помогает обеспечить лучший результат. Сварка проводов инвертором выполняется в несколько этапов. Для начала провод освобождают от оболочки и изоляции, затем выполняют скрутку. Ее подрезают так, чтобы у всех проводов концы получились на одном уровне, а сама скрутка была как минимум 50 мм.
Далее на скрутку ставят отводящий тепло зажим из меди, подключают сварочный аппарат. К подготовленной скрутке подвигают торец угольного карандаша, который надо зажать в держаке, после чего выполняется собственно сварка. На конце скрутки после этой операции образуется небольшой шарик расплавленной меди, сварка прекращается. Чтобы изоляция при этом не расплавлялась, работе с каждой из скруток надо уделять не более 1-2 секунд. Когда все сваренное остынет, скрутки изолируются с использованием обычной изоленты или трубки термоусадочной.
Вернуться к оглавлению
Как самостоятельно изготовить сварочный аппарат
Хорошие стороны сварочных аппаратов перечислять можно бесконечно долго, но есть у них и минус – это немалая цена. Покупка такого устройства будет целесообразной лишь в том случае, если регулярно заниматься сварочными работами.
В тех случаях, когда хозяин квартиры решил провести в жилье замену электропроводки своими руками, можно обойтись и самодельным устройством. Например, трансформатором, обладающим приемлемой мощностью. Для этого хорошо подходит трансформатор серии ТБС. Мощность его должна быть как минимум 600 Вт, напряжение вторичной обмотки – 9-36 В. К ней надо будет подключить держатель электрода и зажим, который послужит для подключения «массы».
Сваривание выполняется при помощи угольного электрода, используются те же способы, какие применяют для инвертора. Весь процесс тот же, начиная зачисткой проводов и заканчивая прикасанием к скрутке угольным стержнем и выполнением изоляции скруток.
Если нет трансформатора, его можно сделать своими руками. Подготовьте Ш-образное трансформаторное железо, у него должна быть площадь сердечника минимум 30 см². При таком значении для площади и напряжении в сети 220 В в первичной обработке 293 витка, которые выполнены обмоточным проводом с диаметром 0,8-1 мм.
Наматывание вторичной обмотки производится с использованием трех проводов с диаметром 3 мм, можно применить и более тонкий, 4-5 проводов должны намотаться так, чтобы их общая площадь получилась 15-20 мм². Число витков при указанных данных составляет 13.
Если нет материала с именно такими характеристиками, расчет витков определяют по следующей формуле:
Согласно данным формулам определяют количество витков, которое надо соблюсти для выполнения первой и второй обмоток. При этом S представляет собой площадь сердечника, 40 – коэффициент эмпирический.
Чем лучше материал, тем меньше будет и значение коэффициента, его предельные значения – 40-60. U1 – это напряжение сети, U2 – напряжение вторичной обмотки. Такую формулу можно применять для расчета любого из трансформаторов, а не только сварочного.
При работе понадобятся средства защиты в виде очков, маски и спецодежды, которые помогут избежать ожогов от брызгающего металла.
Чтобы максимально упростить работу, во многих случаях используют специальные зажимы. Такое приспособление имеет очень простую конструкцию и состоит из двух частей – верхней и нижней.
От сварочного трансформатора напряжение подводят к верхней части, представляющей собой подвижный рычаг, и к основанию. Обе части соединяются друг с другом при помощи шарнира специальной изоляционной пластиной. На нижней части укреплен электрод с предназначенным для флюса углублением. Для флюса применяют буру, ее можно приобрести в аптеке.
Укрепленный на приспособлении провод для сварки хорошего качества должен быть как можно более коротким.
Его сечение должно быть обязательно большим, чем у вторичной обмотки. Расположение сетевого выключателя надо делать так близко, как это возможно. Хорошо, если установлен проходной выключатель.
В этом случае действия для сварки провода можно описать так. Скрутка крепится на подвижном рычаге с использованием барашкового зажима. Флюс засыпают в специальное углубление, после чего рычаги надо зажать. Напряжение подается на трансформатор, под флюсом в углублении электрода начинает образовываться шарик. Затем трансформатор отключают и дожидаются, пока шарик не остынет в зажиме.
При этом время работы определяют непосредственно по ходу выполнения действий. Если опыта маловато, для начала можно потренироваться на ненужных кусках проводов. При помощи такого приспособления можно выполнять сварку проводов из алюминия или меди.
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется
, медленнее расходуется, не растрескивается при сварке.
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды . Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:

Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки , так как:
Вам необходимо знать значения силы тока , при которых производится соединение жил проводов, имеющих различное сечение:
- во время сваривания двух жил диаметром 1,5 мм 2 , инвертор необходимо настроить на 70 ампер;
- три провода этого же сечения сваривается при отметке тока на инверторе от 81 до 91 ампер;
- сила тока для сварки трех жил диаметром 2,5 мм 2 необходима в диапазоне от 81 до 101 ампера;
- четыре жилы по 2,5 квадратных миллиметра свариваются с выставленным диапазоном силы тока от 101 до 121 ампера.
Как необходимо сваривать жильные скрутки
 Чтобы не допустить возможное расплавление изоляции провода, к основанию свариваемой скрутки надо прикрепить радиатор, выполненный из металла. Отводить тепло от скрутки вам поможет зажим с большой площадью контакта, улучшающей процесс теплообмена. Лучше всего, чтобы радиатор был выполнен из меди, так как у этого металла высокая теплоотдача
.
Чтобы не допустить возможное расплавление изоляции провода, к основанию свариваемой скрутки надо прикрепить радиатор, выполненный из металла. Отводить тепло от скрутки вам поможет зажим с большой площадью контакта, улучшающей процесс теплообмена. Лучше всего, чтобы радиатор был выполнен из меди, так как у этого металла высокая теплоотдача
.
Перед началом самого процесса сваривания жил проводов, необходимо провести подготовительные работы, которые включают в себя процесс освобождения проводов от изоляции и оболочки. Длина при этом оголенных жил должна быть примерно 100 миллиметров, в этом случае скрутка будет не более 50 миллиметров.
Во время скручивания жил необходимо добиться их плотного прилегания друг к другу. При этом торцы жил должны быть на одном уровне, иначе при сваривании жила одного из проводов может оказаться за пределами сварного шва. Если после сварки один конец жилы получился длиннее остальных, его необходимо откусить с помощью бокорезов.
Вблизи сделанного вами радиатора к скрутке необходимо прикрепить зажим «массы или минуса», после этого поднесите к кончику жил электрод. Контакт электрода с жилами не должен превышать по времени двух секунд. После прерывания контакта на скрутке образуется сферической формы небольшой наплыв . Также свариваются и остальные скрутки жил проводов.
Необходимые знания техники безопасности
При выполнении работ необходимо знать и соблюдать меры безопасности:
- провода, на которых производится сварка медных жил, должны быть предварительно обесточены;
- обязательное использование средств индивидуальной защиты (спецодежды, перчаток, маски, спецобуви);
- место, где вы производите сварочные работы, необходимо очистить от предметов, которые могут воспламениться;
- так как в распределительном щите или коробке находятся более двух скруток, не стоит торопиться и сваривать следующею, так как вы можете получить ожог;
- лучше дождитесь, когда остынет первая сваренная вами скрутка;
- после выполнения сварных работ скрутки необходимо заизолировать. Это можно выполнить термоусадочной трубкой или изолентой. Термоусадка надевается на провода и затем с помощью фена подогревается.