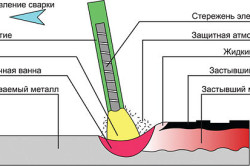
Сварочные электроды классификация. Определение силы тока. Сварочная проволока для электродных стержней.
Сварочный электрод представляет собой стержень из токопроводящего материала, покрытый слоем специального вещества, улучшающим свойства электрода. Электроды имеют много различных классификаций, в зависимости от признаков, по которым производится классификация. Например, электроды бывают с покрытием и без. В большинстве своем электроды выпускаются первого типа, непокрытые электроды используются в виде кассеты проволоки. Она применяется для защищенной газом сварки.
Неплавкие электроды
Неплавкие электроды выполнены из графита, специально обработанного угля или вольфрама. Такие электроды формируют шов благодаря высокой температуре, которая плавит материал соединяемых деталей или присадочного прута. Сам материал электрода шов не формирует.
Вольфрамовые электроды бывают сделаны без присадок, либо с присадками из лантана, иттрия и тория. Они применяются, например, при аргонной сварке, где с помощью газа защищается от воздуха сварочная ванна, а разогретый электрод скрепляет детали. Также они применяются и для плазменной резки в бескислородной среде.
Угольные электроды применяются как для сварки, так и для резки материалов в воздушной среде.
Графитные электроды используются, в основном, в печах, где существует необходимость выплавки металлов определенных свойств, например, легированных сталей.
Плавкие электроды

Плавкие электроды сделаны из металлов и покрытий с различными свойствами. Такие электроды при сварке формируют шов из плавящегося материала стержня.
Упрощенно они классифицируются по нескольким характеристикам:
Металл стержня,
Тип покрытия и его толщина,
Тип свариваемого металла,
Положение электрода при сварке.
Металл
Стержень может быть изготовлен из стали, чугуна, меди, алюминия, бронзы и некоторых других металлов.
Покрытие
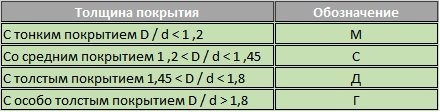
Покрытие по толщине подразделяется по отношению диаметра всего изделия к толщине стержня:
М - Тонким, менее 1,2.
С - Средним, менее 1,45.
Д - Толстым, менее 1,8.
Г - Особо толстым, более 1,8.
Состав покрытия бывает:
А - Кислое,
Б - Основное,
Р - Рутиловое,
Ц - Целлюлозное,
Смешанное - может быть АБ, АР, РЖ, РЦ.,
П - Прочее.
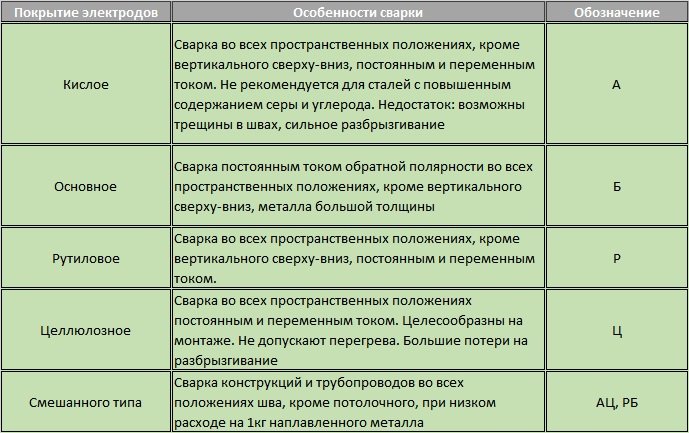
Кислое покрытие хорошо себя показывает при сварке ржавеющего металла. При такой сварке почти исключается пористость шва, к тому же таким электродом можно производить сварку любой пространственной ориентации длинной дугой. Работают они с переменным и постоянным токами. Однако, стоит отметить, что из-за избытка кислорода в шве он обладает немного более низкими показателями ударной вязкости и более подвержен горячему или кристаллизационному растрескиванию. Еще одним минусом является вредность испарений, выделяющихся при нагреве флюса. В каждом городе продаются электроды большинства типов, так например электроды в Ленино предлагает компания ООО "ПКФ "Интерпромконтакт".
Использование основного покрытия приводит к образованию шва с отличными ударными нагрузками. Эти электроды подходят для использования с постоянным током обратной полярности, а при добавлении поташа или жидкого стекла становится оправданным использование и переменного тока. Короткой дугой работы можно производить во всех положениях. Применяется электрод для сварки как низко- и высоколигированных, так и углеродистых сталей. Отрицательными сторонами такого покрытия является требовательность состоянию свариваемых поверхностей и необходимость просушки самих электродов, иначе качества шва могут заметно ухудшиться.
Электроды с рутиловым покрытием ценятся за качество шва, низкие потери материала из-за разбрызгивания, легкость розжига и стабильность дуги при переменном токе. Не требовательны к состоянию свариваемых покрытий, позволяют работать с любой дугой, а их шов более устойчив к растрескиванию, чем у двух предыдущих. Широко применяются для ручной дуговой сварки малоуглеродистых сталей.
Целлюлозное покрытие создается с применением большой доли органики, что при сгорании обеспечивает неплохую защиту от контакта с воздухом. Электроды с ним могут быть использованы для сварки в любом положении при переменном токе и не трбуют подготовки поверхности. Недостаток в том, что такие электроды имеют достаточно большие потери материала из-за разбрызгивания.
Смешанные покрытия имеют комбинации свойств перечисленных в различных сочетаниях.
Тип свариваемого металла
Л - Легированный,
У - Углеродистый и низколегированный,
В - Высоколегированный, со спецсвойствами,
Т - Теплоустойчивый,
Легирование производится путем добавления в сплав компонентов, благодаря которым улучшаются те или иные его показатели. Но изменение состава и свойств приводит к тому, что он по-другому начинает взаимодействовать с веществами при их воздействии. Это и вызывает необходимость подбирать электроды под различные марки стали. С другой стороны, сами электроды должны соответствовать качественным показателям свариваемых металлов, чтобы слабым местом конструкции не стал сварной шов.
Углерод снижает пластичность и вязкость сплава, чем больше - тем сильнее. Для углеродистых сталей характерна пластичность из-за чего для ее сварки требуются достаточно высокие показатели сварного шва.
Теплоустойчивые сплавы требовательны к сварному шву в плане устойчивости к нагрузкам, возникающим при сжатии и расширении при перепадах температуры.
Положение электрода при сварке
Не каждый изделие подходит для сварки во всех возможных положениях. Выделяют следующие:
Все положения,
Все, исключение - вертикально вниз,
На вертикальной поверхности горизонтально, нижнее, вертикально вверх,
Нижнее и нижнее в лодочку.
Администрация Общая оценка статьи: Опубликовано: 2015.07.27
- Дата: 04-08-2015
- Просмотров: 604
- Комментариев:
- Рейтинг: 55
Перед началом сварочных работ нужно внимательно выбрать необходимые для этого материалы. От них во многом зависит качество сварочного шва и успех работы в целом. Одним из основных материалов являются электроды, представляющие собой стержни определенного размера, металлические и неметаллические. Изделия из металла, в свою очередь, подразделяются на различные виды и типы. Кроме того, они бывают плавящимися и неплавящимися. Неметаллические стержни могут быть только неплавящимися. Не существует универсальных электродов для сварки, каждый из них подходит только для конкретных материалов, параметров сварного шва и условий работы.
Электроды не бывают универсальными, каждый из них подойдет только для определенного материала и параметра сварного шва.
По каким признакам производится классификация?
Маркировка стержней имеет буквенно-цифровое обозначение и осуществляется в соответствии с параметрами, которым они соответствуют. Классификация изделий производится по следующим признакам:
- металлу, с которым придется работать;
- технологии выполнения шва;
- толщине и типу покрытия;
- химическому составу;
- роду тока (постоянный, переменный) и его полярности;
- механическим показателям металла, из которого выполнен шов;
- состоянию покрытия и наличию вредных примесей.
В ручной дуговой сварке используется обозначение металлических сварочных электродов с покрытием, которое определяет ГОСТ 9467-75. В нем отражаются такие характеристики, как:
- марка;
- назначение;
- диаметр;
- вид покрытия;
- толщина покрытия;
- назначение (для каких металлов и сплавов разрешено использование);
- расположение шва в пространстве;
- род тока.
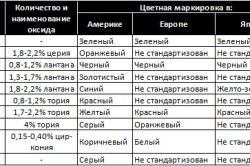
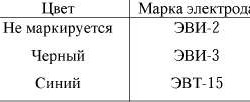
Таблица типов электрода и обозначения его цветом в разных странах.
В соответствии с ГОСТ 9467-75, тип изделия выбирают для определенных видов сталей, которые будет сваривать электрод. Так, первый тип применяется для материалов с временным сопротивлением до 490 Дж/кв.см. Второй тип используется при том же сопротивлении, но для металла, от которого требуются более высокие показатели, касающиеся удлинения и вязкости. Для сталей с временным сопротивлением более 490 Дж/кв.см предназначен третий тип. Он рассчитан на возможность роста показателя до 590 Дж/кв.см.
По этому же госстандарту определяются марки электродов для таких сталей:
- углеродистых, конструкционных низколегированных;
- легированных конструкционных, повышенной и высокой прочности;
- теплоустойчивых;
- жаропрочных, жаростойких;
- специализированных.
А также для сплавов и других металлов:
- коррозийно-стойких сталей и сплавов;
- разнородных сплавов и сталей;
- чугуна;
- цветных металлов.
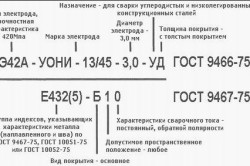
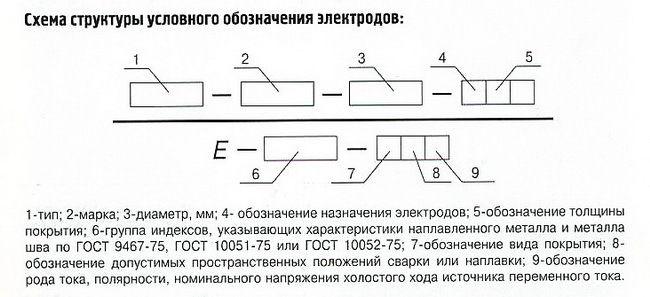
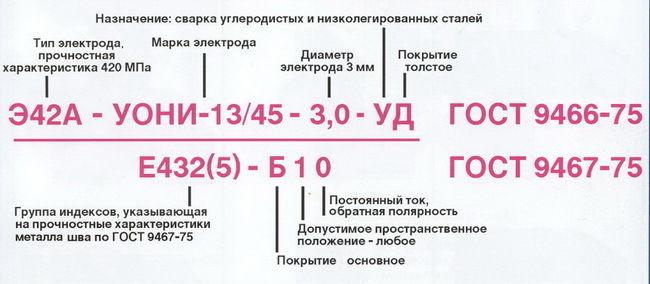
Условное обозначение всех характеристик электрода имеет следующую структуру:
- Марка.
- Диаметр изделия (в мм).
- Кодировка назначения.
- Кодировка толщины покрытия.
- Индексы характеристик наплава и металла шва.
- Кодировка вида покрытия.
- Кодировка положения сварки.
- Кодировка характеристик тока.
Неплавящиеся электроды и их маркировка
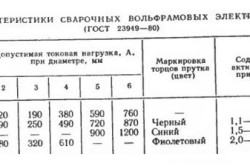
Изделия только из вольфрама или с присадками из вольфрама, окислов иттрия, тория, лантана, циркония обладают температурой плавления, значительно превышающей температуру сварки. Они дают устойчивую дугу при токе любого рода и полярности. Электроды обладают высокой износоустойчивостью и позволяют сваривать различные металлы. Сварочные работы, как правило, производятся в среде инертного газа.
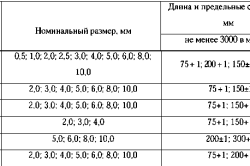
Таблица размеров вольфрамовых прутков.
Маркировка неплавящихся сварочных электродов, в состав которых входит вольфрам, начинается с буквы «W». Кроме того, сориентироваться поможет и цвет, в который окрашен конец изделия. В частности, WP (чистый вольфрам) зеленого цвета используется при сварке магния, алюминия и сплавов. Работа производится переменным током. Красный WT-20 (с диоксидом тория) – это сварка постоянным током таких сталей: низколегированных, углеродистых, нержавеющих. Темно-синего цвета WY-20 (с диоксидом иттрия) подходит помимо этого еще для меди и титана. Сварку при переменном токе поможет осуществить WZ-8 белого цвета. Он выдерживает повышенную токовую нагрузку и используется для магния, алюминия и их сплавов.
Изделиями последующих марок можно производить сварку как постоянным, так и переменным током. Серый электрод WC-20 (с диоксидом церия) может быть использован для любых видов сталей. Электродом золотого цвета WL-15 можно варить легированную, синим WL-20 – ламинированную сталь, и оба они подходят для нержавейки. В качестве легирующей присадки для них используется диоксид лантана, а число указывает на его количество.
Неплавящимися являются все неметаллические электроды: угольные, графитовые, омедненные угольные, омедненные графитовые. Слой меди в основном служит защитой поверхности при транспортировке. Они используются для строжки, быстрой резки, в том числе и очень толстого листа металла, ликвидации дефектов литья и сварочных работ. Изделия из графита имеют более высокий КПД и обладают в сравнении с угольными электродами лучшими характеристиками.
Маркировка по толщине и типу покрытия
Структура условного обозначения электродов по ГОСТу.
Сейчас электроды, не имеющие покрытия, используются нечасто. Для обозначения толщины в ГОСТ 9467-75 применяют буквенную маркировку. Так, тонкое покрытие маркируют литерой “А”, его значение не превышает 1,2. Литера “С” – это покрытие средней толщины, показатель находится в пределах 1,45. Литера “Д” – толстое покрытие, до 1,80. Литера “Г” означает особо толстое покрытие, свыше 1,80. Данный показатель указывается не в абсолютных цифрах, а рассчитывается путем деления диаметра электрода с покрытием на его диаметр без покрытия.
Тип покрытия электродов для сварки имеет свою маркировку. Буква «А» означает кислое покрытие. В его состав входят окислы кремния, марганца и железа. К этому классу относятся наиболее часто используемые марки сварочных электродов ОММ-5, СМ-5, ЦМ-7, МЭЗ-4. Они могут быть использованы только для нелегированных и низколегированных сталей, так как при плавлении выделяется избыток кислорода, а это, в свою очередь, влечет за собой потерю легирующих элементов.
Основное покрытие, «Б», называют фтористо-кальциевым. Его образуют такие природные минералы, как мрамор, доломит, магнезит, плавиковый шпат. При плавлении образуется защитная среда из газов, которая практически не содержит водород. Используется для высоколегированных сталей и изделий большой толщины. Наплавка предотвращает возникновение горячих трещин. Поскольку при варении может наблюдаться нестабильность дуги, для ее повышения сварка производится при постоянном токе обратной или переменной полярности. Ее можно осуществлять в любом пространственном положении.
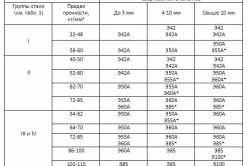
Таблица типов электродов.
Основу рутилового покрытия «Р» образует минерал с таким же названием, который состоит в основном из двуокиси титана. Помимо этого в него входят алюмосиликаты и карбонаты. Покрытие способствует созданию швов высокого качества, практически без трещин, сводит к минимуму разбрызгивание металла. Результаты по потолочному и вертикальному положению швов превосходят показатели всех остальных видов покрытия.
Целлюлозное покрытие «Ц» тоже создает газовую защиту, но вместе с тем и повышает содержание водорода в наплавленном металле. В состав покрытия входят органические вещества, содержащие целлюлозу, в том числе и обычная мука. Оно дает возможность проводить работы в положении сверху вниз и на весу. Общее обозначение смешанного покрытия – литера «П». К нему относятся смесь рутила с другим видом покрытия: «АР» – кислым, «РБ» – основным, «РЦ» – целлюлозным. Рутиловое покрытие с железным порошком обозначается буквами «РЖ».
Тип электрода: как определить предназначение по маркировке
![]()
Хотя многие виды электродов довольно сложно классифицировать, ГОСТ 9467-75 определяет типы, которые должны использоваться при варке тех или иных сталей. Буквенно-числовое обозначение расшифровывается следующим образом: литера «Э» означает «электрод», число показывает временное сопротивление разрыву, минимальное значение которого гарантирует изготовитель. Литера «А» указывает на повышенную вязкость и пластичность наплавляемого металла. Обозначения выглядят следующим образом: Э38, Э42А, Э50А.
Кроме того, электрод маркируется буквой, по ней можно определить разновидность стали, для которой он предназначен. К примеру, изделия для сварки углеродистой стали маркируют буквой «У», легированной теплоустойчивой – буквой «Т», а наплавку на поверхности – буквой «Н». В документе указано, какими буквами обозначается тот или иной химический элемент, входящий в состав наплавки. Пример маркировки изделий с наплавкой: Э-09М, Э-09Х1МФ, Э-10Х3М1БФ. Литерой «М» в маркировке помечают молибден, литерой «Х» – хром, литерой «Ф» – ванадий, а литерой «Б» – ниобий.
Современный рынок сварочных материалов весьма разнообразен. Одному и тому же классу может соответствовать большое количество марок, как отечественных, так и зарубежных.
При выборе необходимого для сварочных работ изделия следует в первую очередь ориентироваться не на марку, под которой оно продается, а на характеристики, определяемые стандартом.

Электроды изготавливаются из углеродистых, легированных и высоколегированных сплавов стали.
Это классификация (плавящийся или неплавящийся), тип электрода, тип покрытия, род и полярность тока, расположение швов в пространстве. Кроме того, нужно правильно подобрать диаметр стержня.
Диаметр определяют исходя из толщины свариваемого материала. У самых тонких электродов он составляет всего 1 мм, что позволяет сваривать листы металла толщиной не более 1,5 мм, используя при этом силу тока в пределах 20-25 А. Разумеется, при выборе должны учитываться такие факторы, как марка металла, параметры тока, форма кромки листа. Самый распространенный диаметр электрода составляет 3-4 мм. Он дает возможность сваривать металл толщиной до 10 мм при силе тока, не превышающей 220 А. Увеличение диаметра – а его максимальный размер составляет 12 мм – требует все более мощного сварочного оборудования.
Из чего изготавливают стержни
В соответствии с требованиями Госстандарта, для изготовления стержня плавящихся сварочных электродов используются различные виды сталей: углеродистые, легированные и высоколегированные. Проволоку, из которой их производят, маркируют определенным образом. Сначала идут буквы «Св» (сварочная), следующее за ними число указывает на наличие в металле углерода (в сотых частях процента), затем указывается буквенная кодировка легирующих элементов, а после нее – процентное присутствие этих элементов. Маркировка, указывающая на содержание в материале стержня углерода (0,10%), хрома (1%), марганца (2%) и кремния (1%), выглядит так: Св-10ХГ2С. Составы стержня и свариваемой с его помощью стали должны соответствовать друг другу.
54
Благодарим за отзыв
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
|
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
|
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм 2 ;
индекса А , указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
индекса Э - электрод для ручной дуговой сварки и наплавки;
 Обозначение
металлов
Обозначение
металлов
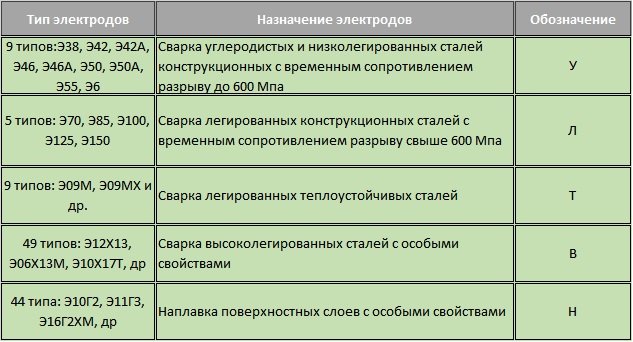
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм 2) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм 2) до 588 МПа (60 кгс/мм 2) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм 2) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей - 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами - 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами - 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2) - маркируется буквойУ ;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2) - маркируется буквойЛ ;
Для сварки теплоустойчивых сталей - маркируется буквой Т ;
Для сварки высоколегированных сталей с особыми свойствами - обозначается буквой В ;
Для наплавки поверхностных слоев с особыми свойствами - маркируется буквой Н .
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержняd , электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) - маркируется буквой М ;
со средним покрытием (1,2
с толстым покрытием (1,45
с особо толстым покрытием (D/d>1,8) - Г .
Обозначение плавящегося покрытого электрода
Буква Е - международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки . Сварочный электрод является самым распространённым материалом.Каждая марка электрода обладает своими свойствами . Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
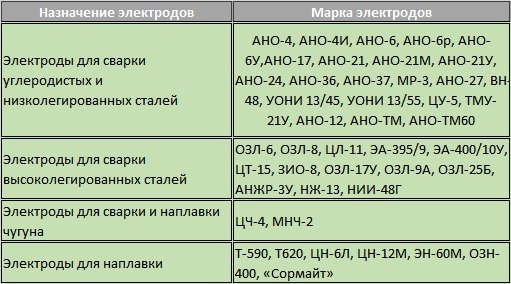
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13 . Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правиламГОСТ 9466-75 . Сварка с таким электродом происходит на постоянном токе.
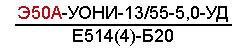
УОНИ 13/55 . Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. СоответствуетГОСТ 9466-75 ,ГОСТ 9467-75 ,ТУ 1272002010558589 . Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
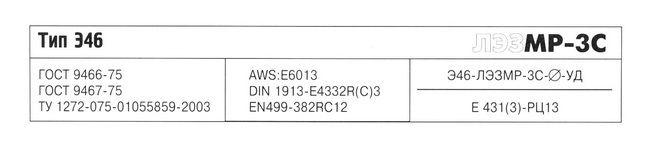
МР-3С .Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали . Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока - обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды : ВДК ВДП СК.Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80 : ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными . Существует множество технологических подходов к выполнению сварочных работ металла.Электроду в процессе сварки, независимо от применяемого способа, сообщается движение втрёх разных направлениях .
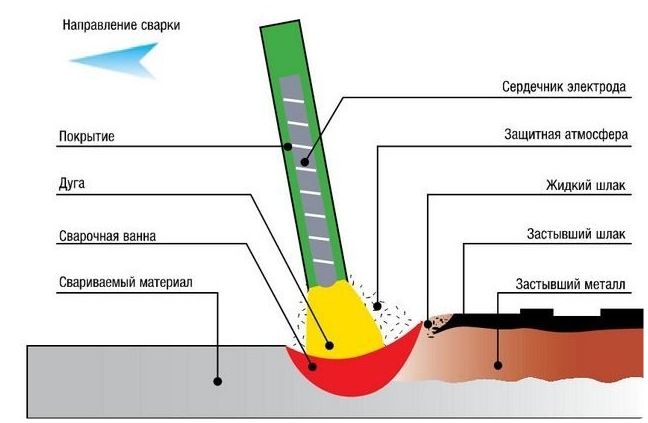
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скоростиплавления , поступательное движение поддерживает постоянную длинудуги , которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит отмарки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным илипеременным ) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сваркетонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
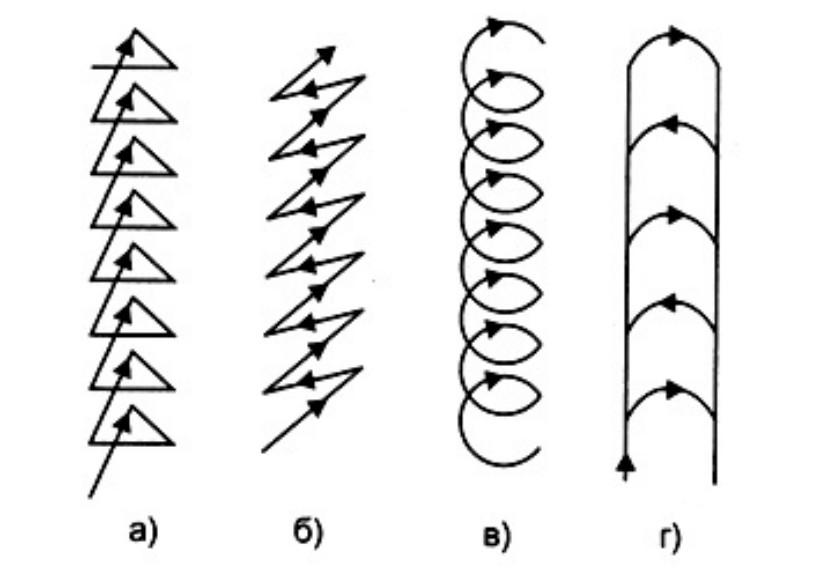
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов , применяемых в любых ситуациях, с помощью которых сварщиквыполняет движения во время сварки . Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода , к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали, изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой » характеризуетсядвижением электрода вверх, затем вправо , после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях - содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Покрытие может быть:
Рутиловым,
Основным,
Целлюлозным,
Смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-420 0 С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды.
В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
Разные виды электродов для сварки дают возможность существенно упростить любые сварочные мероприятия, гарантируя при этом рациональный расход материалов и высокое качество сварного соединения.
1 Сварочные электроды – характеристики, основные сведения
Под понимают неметаллические или металлические стержни из материала, обладающего определенной электропроводностью, используемые для подвода к свариваемой поверхности тока. История сварочных технологий и самого процесса развития сварки неразрывно связана с тем, как появлялись и совершенствовались электроды. Еще в 1802 году В. Петров провел серию экспериментов, в которых он впервые в мире применял электроды. Лишь через 80 лет изобретатель из России Н. Бернадос опубликовал свои труды, в которых были описаны основные положения использования электродуги для сваривания кромок из металла.
Его труды "подправил" Н. Славянов. Он предложил выполнять сварку при помощи стержневого металлического электрода, а не угольного неплавящегося, а также осуществлять сварочный процесс в металлургическом расплавленном флюсе. Благодаря такой технологии в сварочной ванне значительно снизилось количество выгорающего металла, она стала намного меньше окисляться, а само сварное соединение получалось без примесей (весьма вредных) фосфора и серы.
Впоследствии характеристики и виды покрытий электродов постоянно улучшались, что повышало качество сварочных работ. Так, в 1904 О. Кьельберг из Швеции начал применять плавящиеся покрытые электроды. Через 7 лет они были усовершенствованы А. Строменгером из Британии (асбестовое покрытие с пропиткой силикатом натрия и дополнительным слоем проволоки из алюминия). А в 1925 А. Смит разработал стандарты покрытия электродов легирующими и защитными порошкообразными веществами.
Все указанные изобретения привели к тому, что уже к 1930-м годам плавящиеся электроды имели четкий состав покрытия и налаженную схему производства.

Покрытия изделий для сварки включали в свой состав такие специальные ингредиенты:
- легирующие (улучшали структуру и состав шва);
- газообразующие (удаляли из сварочной области воздух);
- стабилизирующие (под ними понимали элементы с малыми возможностями ионизации);
- шлакообразующие (необходимы для предохранения кристаллизующегося и расплавленного металла от контакта с газовой фазой).
2 Виды электродов: каким образом их классифицируют?
Как таковой единой классификации электродов в настоящее время не существует. Это вызвано и различиями в характеристиках изделий для сварки, по которым в разных странах мира их подразделяют, и непосредственно их разнообразием. Деление электродов на конкретные марки не регламентируется официальными стандартами, оно выполняется по паспортам готовой продукции и техническим условиям производства.

Сейчас изготавливается свыше 200 марок подобных изделий. Иногда можно увидеть, что некоторые электроды не причисляются к какой-либо марке либо им соответствует сразу несколько марок. В нашей стране электроды делят на две большие группы (металлические и неметаллические), которые затем подразделяют на ряд подгрупп. Металлические изделия могут быть неплавящимися (лантанированными, вольфрамовыми, итрированными и торированными) и плавящимися:
- непокрытыми: на данный момент используются исключительно в виде сварочной проволоки непрерывного типа для выполнения работ в среде газов, защищающих сварочную ванну;
- покрытыми: стальные, бронзовые, чугунные, алюминиевые, медные электроды для сварки и некоторые другие.

Металлические плавящиеся и неплавящиеся электроды для дуговой сварки с определенным вариантом покрытия производятся уже в соответствии с ГОСТ 1975 года 9466.
Об этом будет рассказано далее. Здесь же отметим, что технология аргонодуговой сварки неплавящимся электродом предполагает применение (чаще всего) вольфрамовых изделий, другие их виды используются намного реже.
3 Как классифицируются покрытые электроды?
Прежде всего, их делят на шесть видов по типу используемого покрытия:
- рутиловое – маркировка Р;
- основное – Б;
- кислое – А;
- смешанное (обозначаются двумя буквами): РЖ – железный порошок плюс рутил, РЦ – целлюлозно-рутиловое, АР – кисло-рутиловое, АБ – рутилово-основное);
- целлюлозное – Ц;
- другое – П.
Также указанный Государственный стандарт подразделяет электроды по соотношению их сечения и сечения стержня D/d (по сути – по толщине их покрытия). С данной точки зрения покрытие может быть:
- средним (С): величина D/d – меньше 1,45;
- тонким (М) – менее 1,2;
- особо толстым (Г) – более 1,8;
- толстым (Д) – 1,45–1,8.

По назначению электроды принято подразделять на те, которые оптимальны для сварки следующих видов сталей:
- конструкционных легированных, у которых сопротивление (временное) разрыву равняется не менее 600 Мпа (обозначаются литерой "Л");
- конструкционных низколегированных и углеродистых с сопротивлением до 600 Мпа (маркировка – "У");
- высоколегированных, обладающих специальными характеристиками ("В");
- теплоустойчивых легированных ("Т").

Наплавка же специальных поверхностных слоев осуществляется электродами, маркированными литерой "Н".
Классификация предусматривает и деление изделий для выполнения сварочных мероприятий на несколько типов, зависящих от химсостава наплавленного металла и его механических параметров, а также на три отдельных группы, описываемых содержанием в металле фосфора и серы, состоянием покрытия и классом точности выпуска электродов.
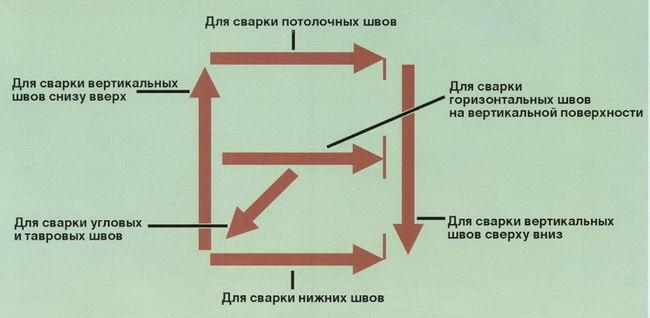
Кроме всего прочего, электроды могут иметь разное пространственное положение, при котором допускается их использование:
- нижнее "в лодочку" и нижнее;
- любое за исключением вертикального;
- абсолютно любое;
- вертикальное и нижнее.
4 Особые электроды для сваривания меди
Для соединения медных конструкций опытные сварщики всегда используют специальные электроды, что вызвано особыми свойствами меди (высокая жидкотекучесть, горячеломкость, плавление при относительно низких температурах, высокая и так далее). При этом электроды для сварки медных проводов чаще всего применяются вполне традиционные – графитовые либо угольные.
Первые отличаются хорошим показателем эрозиоустойчивости и термостойкости, они не хрупкие (вероятность их растрескивания в процессе сварки минимальная), могут храниться без потери своих свойств на протяжении нескольких лет, обладают длительным сроком эксплуатации, при этом весьма экономно расходуются. Угольные же не имеют большинства указанных достоинств, поэтому их нынче используют все реже и реже.

Отдельно отметим, что существуют трубчатые электроды (медные) для прошивки на вырезных проволочных установках отверстий (не путать с процессом, предполагающим использование разных ) сечением не более двух миллиметров.
![]()
Они имеют такие преимущества:
- жесткая конструкция;
- малое электрическое удельное сопротивление;
- максимальная глубина сверления;
- возможность подбора требуемой длины электрода, в зависимости от того, на каком станке он будет применяться;
- малая шероховатость и уникальная точность наружного сечения изделия;
- присутствие в электроде специального канала, по которому поступает жидкость для выведения продуктов эрозии.
Для формирования качественного сварного шва необходимо правильно подобрать марку электродов. Это возможно только после ознакомления с основными нормативными документами – ГОСТами. В них подробно описываются характеристики электродов, их эксплуатационные и технические параметры.
Маркировка
Электроды предназначены для поступления тока к заготовке для формирования соединительного или ремонтного шва. Они различаются по материалу изготовления, области применения и специфике работы.
Сначала предварительно следует разобраться с особенностями классификации и . При умении правильно распознавать символы можно подобрать оптимальную марку.
Маркировка состоит из нескольких разделов:
- Прочностная характеристика, Мпа.
- Уникальная марка – числовое и буквенное обозначение.
- Диаметр, мм.
- Область применения – указание контентных видов сталей или других металлов.
- Толщина покрытия.
- Специальный индекс, по которому можно определить характеристики металлов. Это указывается в ГОСТ 10051-75, 10052-75 и 9467-75.
- Эксплуатационные параметры. Вид покрытия, пространственное положение при сварке и режим работы аппарата – ток (постоянный или переменный), его полярность.
Каждая из этих характеристик указывает на область применения электрода, его эксплуатационные качества. Поэтому нужно рассмотреть их подробнее.
Назначение
Наиболее важной характеристикой является область применения электродов относительно материалов сваривания. Некоторые модели могут успешно формировать соединительные и ремонтные швы у металлов различных видов. Но чаще всего существуют ограничения по определенному виду.
Главным критерием является марка металла и виды работы с ним. Согласно этому параметру существует 5 классов электродов, в каждом из которых есть несколько типов:
- «У» — работа с углеродистыми и низкоуглеродистыми марками сталей, которые характеризуются временным сопротивлением разрыва более 600 Мпа.
- «Л» — сварочные работы с высоколегированными металлами и сопротивлением разрыва свыше 600 Мпа.
- «Т» — для теплоустойчивых сортов стали.
- «В» — работа с металлами, обладающими особыми свойствами.
- «Н» — для наплавки поверхностных слоев.
В таблице указаны некоторые марки электродов по области назначения.
Точное назначение указывается производителем на упаковке. Но кроме него необходимо правильно подобрать модель в зависимости от типа выполняемых работ.
Таким образом можно подобрать оптимальную марку расходных материалов для сварки.
Характеристики покрытия
Покрытие электродов определяет параметры будущего сварочного шва. Оно наносится в процессе производства и в большинстве случаев необходимо для формирования оптимальной газовой среды в ванной.
Различают 5 типов покрытия:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
- Смешанный тип.
Каждый из них предназначен для выполнения определенной работы. Также они напрямую влияют на возможные направления сварки.
Кроме этого, следует обращать внимание на толщину покрытия. От этого будет зависеть объем газовой среды. Основной характеристикой является соотношение диаметров стального стержня и покрытия.
Важно – при выборе следует руководствоваться не только общим диаметром электрода, но и толщиной его покрытия и составом.
Положение электрода
Перед проведением сварочных работ необходимо правильно выбрать расположение электрода относительно детали. Не все модели могут работать в нижнем или вертикальном положении. В особенности это важно при сварке в труднодоступных местах стальных конструкций.
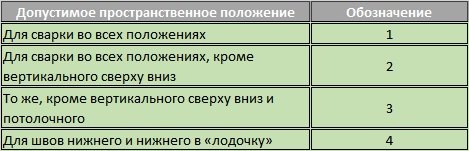
Узнать возможные положения можно из данных маркировки. Они могут быть как цифирные, так и в виде графического изображения. Последнее удобно, так как наглядно можно увидеть рекомендуемое положение электрода относительно плоскости детали.
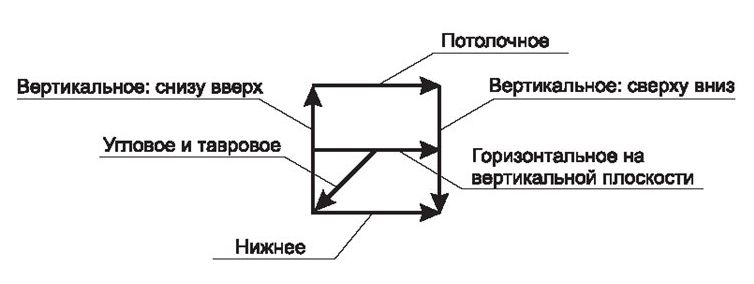
Стоит отметить, что от положения сварки зависит трудоемкость работ. Чем меньше вариантов для конкретной марки электродов – тем труднее будет сделать сварной шов.
Режимы работы сварочного аппарата
Важно учитывать допустимые режимы работы сварочного аппарата. К ним относятся значение холостого хода и полярность. Также необходимо знать допустимые отклонения этих характеристик.
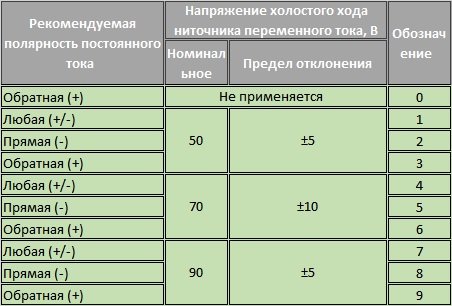
Зная вышеописанные параметры, можно подобрать оптимальную марку электродов, тем самым обеспечив качественный сварной шов. Но нужно помнить, что это во многом зависит от квалификации и опыта рабочего.