Какое нужно оборудование для сварки алюминия. Особенности сварки алюминия. Создание сварочной ванны.
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий. Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:

Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
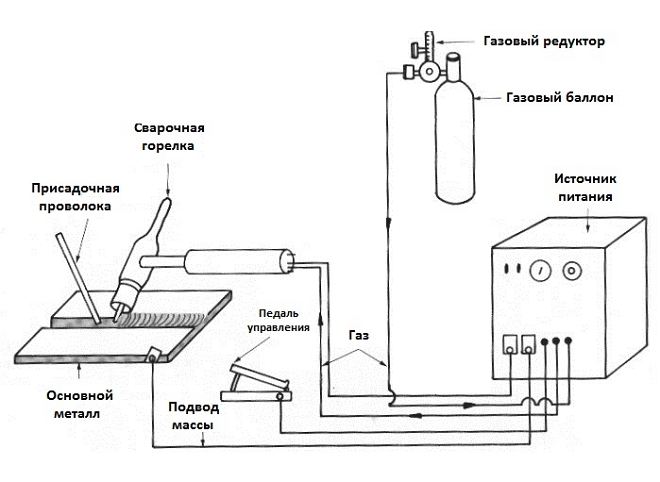
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть в обязательном порядке. Также перед началом работы подготавливаются присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.  Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую - горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную и край детали. При этом на поверхности начнет появляться
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.  Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
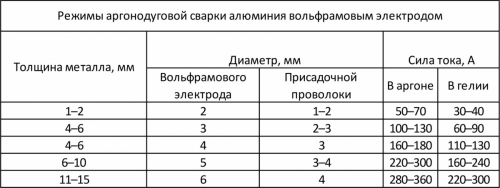
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
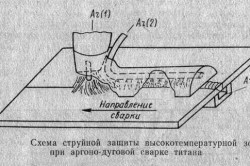
Нержавейка, медь, титан, алюминий, бронза, другие цветные металлы и легированные стали - все это металлы, детали из которых просто так не сваришь между собой. А ведь в быту бывают разные ситуации: то необходимо сварить трубы из нержавейки, то детали автомобиля из алюминия или просто приварить отвалившуюся ножку от бронзовой статуэтки. К перечисленным выше металлам потребуется особый подход - аргонодуговая сварка, работы по которой стоят недешево, если не сказать изрядно «кусаются», если заказывать их у специалиста. Вот и возникает вопрос у хозяев, а возможна ли сварка аргоном своими руками и что для этого нужно. Если Вы еще никогда ничего варили, то категорически не стоит начинать со сварки цветных металлов, уж больно трудоемкий и сложный это процесс, рассчитанный на некую сноровку специалиста и его опыт. Но если опыт обычной дуговой сварки имеется и Вы уверены в своих силах, тогда информация из данной статьи для Вас.
Сварка аргоном: технология и общие принципы
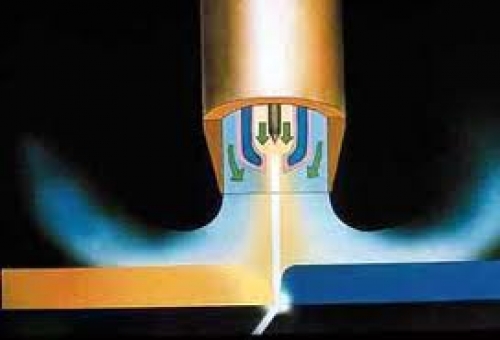
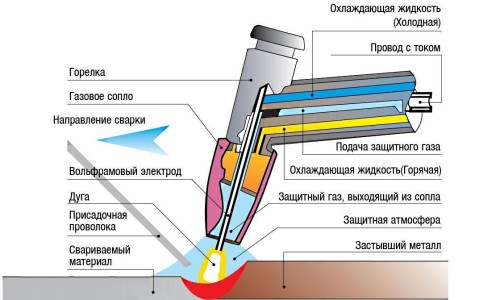
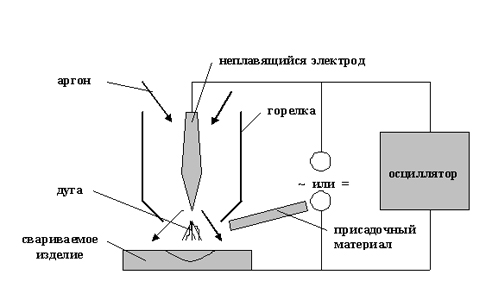
Аргонодуговая сварка представляет собой некий гибрид электросварки (дуговой) и газовой сварки. На технологию электросварки она похожа тем, что используется электрическая дуга, а на газовую - использованием газа и похожей работой сварщика.
Электрическая дуга служит источником нагрева, именно она расплавляет кромки металла, благодаря ней происходит сваривание.
А вот зачем нужен газ аргон ? Дело в том, что при сварке цветные металлы и легированные стали при взаимодействии с кислородом окисляются, либо же на них негативно влияют другие примеси, которые находятся в воздухе, из-за этого шов получается непрочным, наполненным пузырьками, а алюминий, например, вообще горит в кислороде. Чтобы защитить металл от воздействия различных примесей и газов используется инертный газ аргон. Этот газ на 38 % тяжелее воздуха, поэтому легко и быстро вытесняет кислород из зоны сварки и надежно изолирует рабочую ванну от любого влияния атмосферы. Начинать подавать газ в зону сварки необходимо за 20 секунд до зажигания дуги, а прекращать через 7 - 10 секунд после завершения работы. Аргон практически не вступает в реакцию со свариваемым металлом и другими газами в районе горения дуги, поэтому и называется инертным. Но есть и некоторый нюанс: при сварке на обратной полярности от атомов аргона легко отделяются электроны, благодаря этому вся среда аргона превращается в электропроводную плазму.
Сварку аргоном можно производить как плавящимся электродом , так и неплавящимся , в качестве последнего используется вольфрамовый электрод, так как этот материал исключительно тугоплавкий. Именно из вольфрама делают нити накаливания для ламп. Диаметр и материал электрода полностью зависит от сплавляемых металлов, данные показатели можно легко найти в справочниках.
Различают три вида аргонодуговой сварки:
- РАД - это ручная сварка аргоном неплавящимся электродом.
- ААД - автоматическая аргонодуговая сварка с помощью неплавящегося электрода.
- ААДП - автоматическая аргонодуговая сварка с использованием плавящегося электрода.
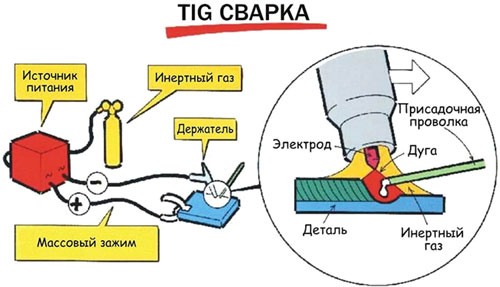
Если Вы будете искать готовый аппарат для сварки аргоном вольфрамовым электродом, ищите аппараты TIG (Tungsten Inert Gas (Welding)). Именно так обозначается сварка вольфрамом в среде инертных газов.
Технология аргонодуговой сварки

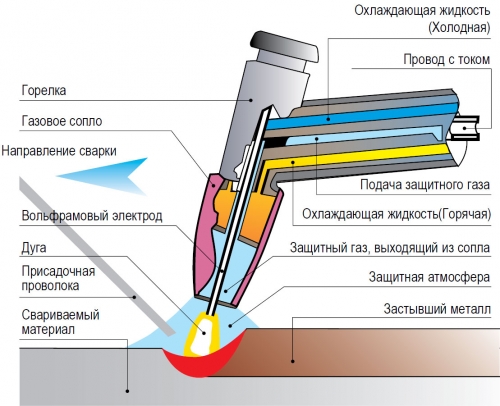
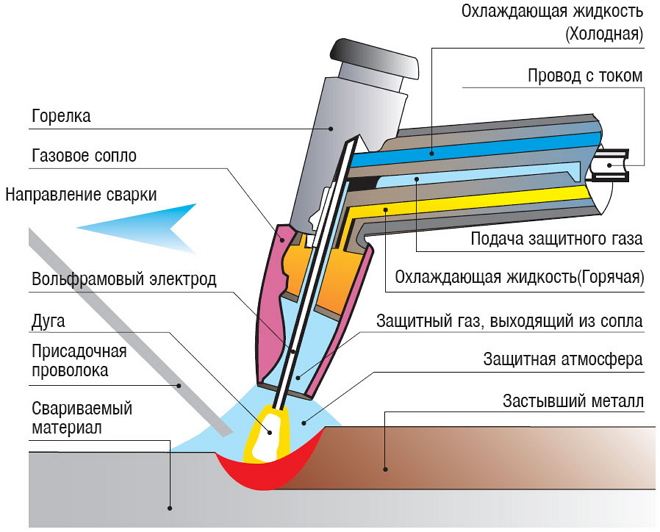
Что представляет собой горелка для сварки аргоном? Ее сердцем является вольфрамовый неплавящийся электрод , который должен выступать за пределы корпуса горелки всего на 2 - 5 мм, не более. Диаметр электрода подбирается согласно таблицам, исходя из параметров свариваемых материалов. Внутри горелки есть держатель, в который можно вставить и закрепить электрод любого требуемого диаметра.

Вокруг электрода надевается керамическое сопло , из него и будет поступать газ аргон во время сварки.
Для сварки нам понадобится присадочная проволока из того же материала, что и свариваемые детали, ее диаметр подбирается согласно таблицам.
Рассмотрим принцип работы с ручной сваркой аргоном, когда и горелка, и присадочная проволока находятся в руках сварщика.
Перед началом работ поверхность свариваемых деталей необходимо очистить от окислов, грязи и жира. Это можно сделать механическим или химическим способом.
Первым делом на свариваемую деталь подается так называемая «масса», как и при обычной дуговой сварке. Если детали слишком маленькие, ее можно подать на железный рабочий стол или ванну. Присадочная проволока в электрическую цепь не включается, она будет подаваться отдельно.
В правую руку сварщик должен взять горелку, а в левую присадочную проволоку. На горелке должна быть кнопка подачи тока и газа, включаем подачу газа заранее за 20 секунд. Сила тока подбирается в зависимости от свариваемых материалов или по личному опыту путем проб и ошибок. Опускаем горелку с электродом как можно ближе к поверхности свариваемых металлов, идеальное расстояние 2 мм. Электрическая дуга возникает между кончиком электрода и металлом, она плавит кромки свариваемых деталей и присадочную проволоку.
Как происходит сварка аргоном: фото - пример.


Важно! Неплавящийся вольфрамовый электрод следует держать как можно ближе к поверхности свариваемых металлов для того, чтобы создать наиболее короткую дугу. Чем больше дуга, тем меньше глубина проплавления металла и шире и менее эстетичнее шов. При большой дуге возрастает напряжение и ухудшается качество шва.
Медленно проводя горелкой вдоль шва, не делая поперечных движений, сварщик должен постепенно подавать присадочную проволоку. Именно от сноровки мастера будет зависеть качество и аккуратность получившегося шва.
Важно! Резкая подача присадочной проволоки приводит к разбрызгиванию металла. Поэтому подавать ее следует плавно и аккуратно, что достигается только практикой. Лучше всего располагать присадочную проволоку впереди горелки под углом к свариваемой поверхности, не делая поперечных движений. Это обеспечит ровный и узкий шов.
Обратите внимание, что зажигание дуги при сварке неплавящимся электродом нельзя производить путем касания о свариваемую поверхность. И вот по каким причинам:
- Высокий потенциал ионизации аргона не позволяет хорошо ионизировать промежуток между свариваемыми поверхностями и электродом за счет искры от касания. При сварке плавящимся электродом ситуация несколько другая: после касания электрода о поверхность в зоне варки появляются пары железа, потенциал ионизации которых намного (в 2,5 раза) ниже, чем у аргона, это и позволяет зажечь дугу.
- Из-за касания электрода поверхности свариваемых металлов он загрязняется.
Для зажигания дуги при сварке аргоном неплавящимся вольфрамовым электродом используется осциллятор, который подключается параллельно источнику питания.
Осциллятор подает на электрод высокочастотные высоковольтные импульсы, благодаря которым ионизируется дуговой промежуток. Если частота в сети обычно равна 55 Гц, а напряжение 220 В, то осциллятор преобразует их и подает напряжение в 2000 - 6000 В с частотой 150 - 500 кГц. Это позволяет легко зажечь электрод.
Для аргонодуговой сварки недостаточно привычного аппараты для дуговой сварки, но его можно модернизировать или дополнить другими требуемыми элементами. Рассмотрим, что нам необходимо для сварки в среде аргона:
- Трансформатор. Подойдет обычный сварочный трансформатор, который используется для дуговой сварки с напряжением холостого хода 60 - 70 В. Безусловно, мощность его должна соответствовать технологическим особенностям процесса.
- Силовой контактор, который будет подавать сварочное напряжение на горелку.
- Осциллятор. Для чего он нужен мы уже выяснили.
- Устройство, которое будет регулировать время обдува аргоном. Нам ведь надо зажигать его заранее, и чтобы после завершения сварки газ подавался еще секунд 20. Для этой задержки и нужен регулятор.
- Горелка для сварки аргоном.
- Баллон с аргоном, обязательно с редуктором.
- Вольфрамовые электроды, прутки требуемого диаметра.
- Вспомогательный трансформатор, который будет использоваться для питания коммутирующих устройств.
- Выпрямитель для питания коммутирующих устройств постоянным током напряжением 24 В.
- Электрогазовый клапан (24 В для постоянного или 220 В для переменного тока).
- Реле включения-отключения осциллятора и контактора.
- Индуктивно-емкостной фильтр, который необходим для защиты сварочного трансформатора от импульсов (высоковольтных), посылаемых осциллятором.
- Амперметр для измерения сварочного тока.
- Автомобильный аккумулятор (55 - 75 Ah), рабочий или неисправный не важно. Он включается последовательно в электрическую цепь для того, чтобы уменьшить постоянную составляющую тока, которая неизбежно появляется при сварке на переменном токе (более детально в специальной литературе).
- Очки сварочные.
Все элементы данной схемы можно купить на рынке и собрать своими руками, получится самодельная сварка аргоном, более того схему можно намного улучшить, если обладать соответствующими знаниями.
Также аппараты TIG можно приобрести в готовой комплектации, к ним подключить баллон с газом, горелку, заземление и кнопки управления горелкой и подачей газа. Цена таких аппаратов начинается от 250 у.е.
Различные режимы сварки аргоном
Для более качественного сваривания металлов необходимо правильно подобрать режим сварки.
Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные стали и сплавы свариваются на постоянном токе, имеющем прямую полярность. Алюминий, бериллий, магний и другие цветные металлы лучше сваривать на обратной полярности или переменном токе, это способствует более быстрому разрушению оксидной пленки. Во время сварки на постоянном токе идет неодинаковое выделение тепла на аноде и катоде: 70 % на аноде и 30 % на катоде. Чтобы минимально разогревать электрод и при этом хорошо проплавлять изделие, используют прямую полярность.
Важно! При сварке на переменном токе осциллятор после того, как зажег дугу, переходит в режим стабилизатора. Чтобы предотвратить деионизацию дугового промежутка во время смены полярности и обеспечить устойчивое горение дуги, осциллятор подает импульсы на дугу в момент смены полярности.
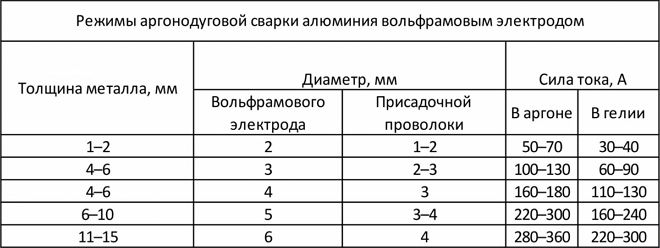
Сварочный ток выбирается в зависимости от свойств свариваемых металлов и размера деталей, а также электродов. Подбирать силу тока можно из таблиц в справочной литературе, а можно опытным путем.
Расход аргона напрямую зависит от скорости подачи и от скорости сносящих воздушных потоков. Если сварка происходит внутри помещения без сквозняков, расход будет минимальным. Сварочные работы в условиях сильного бокового ветра требуют увеличения расстояния между электродом и материалом, так как воздушный поток может сносить аргон, тогда поверхности металлов будут незащищены. В таких случаях используются специальные сопла (конфузорные) с мелкоячеистыми сетками.
В газовую смесь помимо аргона иногда добавляют кислород , около 3 - 5 %. Аргон не способен защитить от влаги, грязи и других присадок, которые могут появиться на поверхности свариваемых деталей в ходе расплавления металла. Кислород же вступает в реакцию с вредными примесями, в результате чего они либо сгорают, либо получившиеся соединения всплывают в сварочной ванне на поверхность. Использование кислорода - хороший способ борьбы с пористостью сварного шва.
Особенности сварки алюминия
При нагреве алюминия на его поверхности возникает тугоплавкая пленка. При сварке на обратной полярности или с использованием источника переменного тока эту пленку можно разрушить. Когда алюминиевая деталь имеет положительный заряд, при сварке на обратной полярности ионы аргона бомбардируют поверхность алюминия, разрушая оксидную пленку. В таком случае аргон уже выступает не просто защитным газом, а является электропроводной плазмой, упрощающей и улучшающей сварочные работы.
Во время сварки на переменном токе подобный процесс происходит тогда, когда алюминиевая деталь является катодом.
Особенности сварки меди
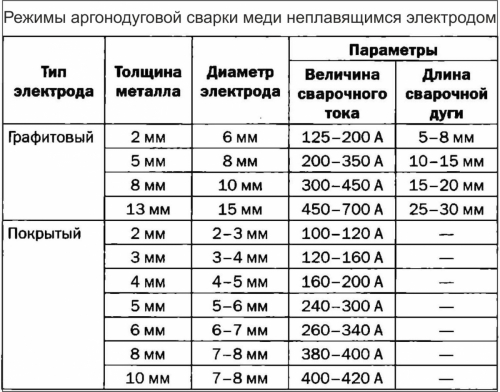
Медь легко вступает в реакцию с кислородом, образуя закись меди. Это приводит к тому, что шов получается неоднородный и недостаточно прочный. Еще большей проблемой является то, что получившаяся закись меди взаимодействует с водородом, содержащимся в воздухе, образует водяной пар, который стремится вырваться наружу и образует поры в шве. Именно поэтому обязательна защита сварной зоны аргоном.
Аргонодуговая сварка: преимущества и недостатки
Как и у любого процесса, у сварки аргоном есть свои достоинства и недостатки, которые связаны с технологией и используемыми приборами.
К преимуществам можно отнести:
- Защита сварного шва аргоном от воздействия окружающей среды. Это обеспечивает прочное соединение, без пор и примесей.
- Металл нагревается мало, область нагрева очень мала, поэтому можно легко сваривать заготовки сложной конструкции, не боясь изменить их форму.
- Возможность сварки металлов и сплавов, которые невозможно сварить иначе.
- Относительно быстрое проведение работ, благодаря высокотемпературной дуге.
Недостатки:
- Достаточно сложное оборудование, требующее точной настройки.
- Относительная сложность сварочных работ, требующая опыта и сноровки.
Сварка аргоном хороша тем, что обеспечивает выполнение шва высокого качества, с одинаковой глубиной проплавления. Это очень важно при проведении сварочных работ тонкого металла с доступом только с одной стороны, например, неповоротных стыковых труб. Кстати, при сварке цветных металлов малой толщины присадочную проволоку можно не использовать.
Сварка аргоном: видео - инструкция
- Аргонодуговая сварка: нюансы
- Технология точечной сварки
- Точечная сварка и электроды
- Импульсная сварка: характеристики
- Сложности, с которыми сталкиваются сварщики
Великолепные свойства алюминия, его отличная теплопроводность, небольшой вес сделали такой материал востребованным во всех областях производственного процесса. Однако этот материал очень сложно сваривать. Поэтому была специально разработана технология сварки алюминия, чтобы он стал доступен любой отрасли промышленности.
Факторы, усложняющие сварочный процесс алюминиевых деталей
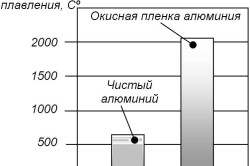
Алюминий и его сплавы входят в группу трудносвариваемых металлов. Несколько характерных свойств этого металла вызывают такую особенность: поверхность покрыта окисной пленкой, которая имеет свойство плавиться, когда температура достигает 2044°. Непосредственно алюминий обладает температурой плавления 660°.
Благодаря быстрой окисляемости образуется тугоплавкая пленка во время появления расплавленного металла. Такая пленка не позволяет получить цельный шов. Предотвратить появление пленки можно путем ограждения сварочной зоны от попадания воздуха. Такая защита стала возможной, когда проводится автоматическая сварка алюминия с использованием среды защитного газа.Алюминий обладает высокой текучестью, поэтому сварка без теплоотводящих подкладок практически невозможна.
Возможность появления в сварочном шве некоторых кристаллизационных пор ослабляет алюминий. Регулирует появление пор водород, который растворен в алюминии. Он все время стремится покинуть металл. Появление трещин в основном касается алюминиевых сплавов. Они появляются во время охлаждения металла в связи с большим количеством кремния.
Алюминий обладает большой усадочной способностью, на это влияет линейное расширение, значение которого неимоверно высоко. В результате при отвердении сварочного шва имеют место большие деформации.
Огромная теплопроводность требует использования сварочного тока, который в несколько раз больше тока, предназначенного для стальных деталей, хотя температура расплава стали намного превышает алюминий.
Дополнительной сложностью сварки алюминия становится и тот факт, что в бытовых условиях приходится варить самые разные сплавы неизвестной марки. Чтобы получить качественные сварочные швы, необходима особая технология сварки.
Вернуться к оглавлению
Сварка инвертором: особенности
Такая технология сварки специально предназначена под работы с алюминием. Этот материал варится в оболочке защитного газа, чаще всего аргона. Для процесса сварки алюминия применяются вольфрамовые неплавящиеся электроды. Для проведения работ необходимо всегда очищать поверхность такого электрода. Его поверхность накапливает наросты, состоящие из окисей вольфрама. В результате страдает качество шва.
Чтобы удалить такие «коронки» при помощи абразивного диска, выполняют заточку электрода. В результате поверхность электродов становится чистой, не возникает образования заусенцев и канавок. Для заточки электрода применяется специальный диск, который не используется для очищения других материалов. Снизить вероятность появления наростов вполне возможно, если электрод подвергнуть сильному охлаждению газом.
Вернуться к оглавлению
Аргонодуговая сварка: нюансы
Электрическая дуга при этом сварочном процессе образуется между электродом и поверхностью детали. Горелка держит электрод, одновременно происходит подача защитного газа. При этом присадочная проволока становится расходным материалом. Ее подача может осуществляться двумя способами:
- вручную;
- автоматически.
Сварка алюминия аргоном требует наличия специальной присадочной проволоки. Тип присадки находится в прямой зависимости от химических элементов, входящих в сплав, который будет свариваться. Чтобы происходила автоматическая сварка, применяются следующие виды проволоки:
Размер такой проволоки не превышает 5 мм. Когда приходится варить другие сплавы, в состав которых входит магний, используются аналогичные виды проволоки. Чтобы компенсировать угар во время сварки алюминия, присадочная проволока делается с большим количеством магния.
Сварка алюминия производится несколькими способами:
TIG-сварка обладает низкой скоростью. В несколько раз больше скорость сварочного процесса MIG-сварки. Однако более красивым получается шов, сделанный TIG-сваркой.
Вернуться к оглавлению
Точечный метод: подготовительные работы
Технология сварки точечного вида требует перед началом работ провести подготовку. Сначала подготавливается поверхность алюминия. На этом этапе требуется полностью очистить поверхность от окисной пленки. Чтобы получить качественную сварку, используя точечный способ, будет вполне достаточно освободить полосу от пленки шириной 50 мм. Сварка алюминия согласно точечной технологии может происходить двумя путями:
- механическим;
- химическим.
Самой эффективной, дающей отличные результаты, стала механическая очистка с применением специальных приспособлений. Однако очистку можно проводить также вручную. В большинстве случаев применяются металлические щетки, вращающиеся с большой скоростью.
Когда поверхность очищается руками, пользуются наждачной бумагой.
Безусловно, самой лучшей очисткой считается химическая. Она дает самый большой эффект. Алюминий можно травить различными химическими веществами:
- каустической содой;
- ортофосфорной кислотой.
Прежде чем начать обработку, заготовки обезжиривают. Алюминий после травления можно 3 дня хранить в складском помещении, если будет проводиться сварка с технологией переменной энергии. Одни сутки даются на хранение при использовании сварочного процесса с использованием аккумулированной энергии.
Вернуться к оглавлению
Технология точечной сварки
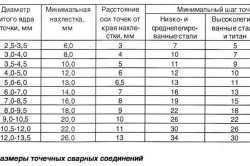
Такая сварка алюминия доступна при толщине заготовок не более 6 мм. В основном технологический процесс аналогичен сварке самых разных металлов. Однако существует несколько отличий. Точечным способом можно варить заготовки:
- плоские;
- профильные;
- круглые.
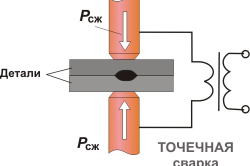
Когда проходит точечная сварка, детали, чтобы уменьшить зазор, сдавливаются между собой с некоторым усилием. Если зазор менее 0,2 мм, участок сварки нагревается минимально. Для сварочного процесса используется большой ток, его значение равно 1 кА/мм². Так образуется сварочная точка, которая соединяет заготовки. Автоматическая сварка допустима, только когда используются жесткие режимы. Сварочное время регулируется в зависимости от свариваемой толщины металла. Чтобы не происходил перегрев алюминия, сварка делается короткими сильными импульсами.
Вернуться к оглавлению
Точечная сварка и электроды
За счет того, что сплавы алюминия обладают повышенной теплопроводностью, они требуют применения только конкретных видов электродов. Обычно они отличаются несколькими характерными свойствами:
- электропроводимостью;
- твердостью;
- жаропрочностью.
Такими свойствами обладает медь, поэтому электроды специально для работы точечной сварки изготавливают из этого цветного металла. Состав может меняться, все зависит от вида сплава, который нужно сварить. Поверхность электрода может иметь сферическую форму.
Вернуться к оглавлению
Технологические нюансы сварочного процесса
Проводимость чистого алюминия намного выше стали. Сварка алюминия имеет свои характерные отличия. Обладая высокой теплопроводностью, алюминий не дает проводить качественную сварку, невозможно идеально проплавить металл.
Сварочная зона мгновенно кристаллизуется. Для избежания этого явления требуется увеличить сварочный ток. Заготовку нужно предварительно подогреть. Защитным газом выступает аргон.
Иногда непрочный шов появляется в самом начале сварочного процесса. Причиной является недостаточный провар, так как деталь была плохо прогрета. Эту проблему помогает решить четырехтактный режим. Им оснащаются сварочные агрегаты «Merkle». На начальном этапе имеется возможность создать ток намного больше основного, в результате прогрев детали будет происходить быстрее.
Разнообразие алюминиевых сплавов огромно. К алюминиевой проволоке предъявляется одно основное требование: она должна быть использована в надлежащее время. Когда упаковка вскрыта, ее можно хранить очень ограниченное время. За счет быстрого окисления ухудшатся свойства проволоки. Больше всего влияет на качество проволоки повышенная влажность.
Перед сваркой для лучшего сгорания электрода и получения качественного шва свариваемые детали очищаются от всяческих загрязнений. Очистка делается прямо перед началом сварочного процесса. Это связано со свойством алюминия очень быстро покрываться окисной пленкой.
Как уже было сказано выше, автоматическая сварка обычного алюминия происходит в зоне защитного газа. Чаще всего используется аргон. Наиболее предпочтительной считается смесь газов. Обычно в этой роли выступает аргон совместно с гелием. Благодаря гелию, обладающему высокой теплопроводностью, особо высокую температуру приобретает сварочная ванна. Это позволяет , имеющий большую толщину. Смешение газов способствует лучшему газовыделению, оно защищает шов от появления пор.
Классическими сварочными устройствами «MIG» можно варить алюминий, но это достаточно условно. Наилучшие результаты показывают синергетические импульсные устройства, имеющие специальную программу. С ее помощью проводится автоматическая сварка самого алюминия, многочисленных цветных металлов. Чтобы варить алюминий, листы которого имеют толщину равную 6 мм, требуется сварочное оборудование, имеющее возможность регулировать подачу сварочного тока, достигающего 300 А.
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- аргонодуговая сварка.
Первая из вышеперечисленных предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
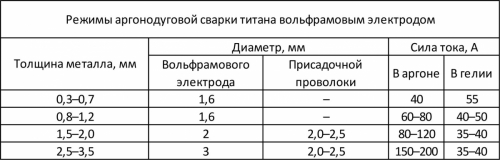
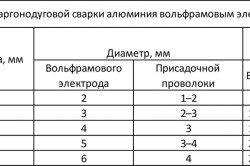
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.(голосов: 2 , средняя оценка: 5,00 из 5)
- Способы обработки поверхности
- Существующие типы соединений
- Нюансы, которые следует знать
- Технология сварки алюминия
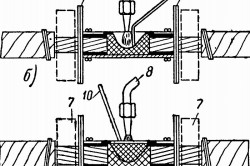
В случае аргонно дуговой сварки алюминия дуга является наиболее устойчивой при вертикальном положении электрода и перемещении его вдоль соединения (в процессе сварки стыковых соединений). Прут для присадки может вводиться с передней или задней части дуги. Однако в большинстве случаев используется первый метод. Размещение горелки и прута для присадки в процессе сварки прямолинейных соединений может быть следующим: сварка соединения встык с присадкой, с отбортовкой, внахлестку с проплавлением.
В случае сварки соединения с отбортовкой дуга должна быть небольшой длины, однако следует избегать короткого замыкания. В процессе сварки электрод будет располагаться ниже верхней части отбортовки. В процессе сварки круговых швов ось электрода вольфрама размещается под углом в 75-80 ° к касательной с основанием изделия в месте сварки, при этом изделие понадобится вращать с одинаковой скоростью. Круговой шов оканчивается перекрытием начала шва на участке длиной в 18-20 мм. В результате дуга должна разорваться. Вращение изделия нужно резко ускорить. Если правильно произвести данный прием, то на круговом шве практически не будет видно конечного кратера.
Сварку нужно производить на максимальной скорости, потому правильно подобный процесс может выполнить лишь квалифицированный сварщик. Движение горелки должно быть прямолинейно-поступательным, без поперечных колебаний. Если соблюдать данные условия, то можно получить ровный и одинаковый по всей длине шов с гладким, зеркально-блестящим основанием сверху и плотным одинаковым проваром со стороны изнанки.
Элементы, которые будут необходимы:
- электрод;
- теплоизолированный кожух;
- проволока для присадки;
- подкладка;
- угольный стержень;
- сварочное устройство.
Обязательно должна быть произведена настройка сварочного устройства.
Как подготовить поверхность к сварке?
В большинстве случаев основание сплавов алюминия покрывается плотной пленкой небольшой толщины. Подобная пленка имеет высокую температуру плавления и большой удельный вес. Подобный материал осложняет зажигание и поддержание дуги в процессе сварки, а также препятствует соединению кромок главного металла с присадочным. Перед тем как производить аргонно дуговую сварку, подобную пленку нужно будет удалить с основания соединяемых кромок сплавов алюминия. Пленку можно удалять механическим или химическим способом. Первый используется в случае индивидуального производства. В случае массового целесообразно использовать химический способ очистки основания сплавов алюминия.
Механический способ очистки основания сплавов алюминия подразумевает удаление тонкого слоя металла с помощью щетки из стали или наждачной бумаги небольшой толщины. Щетка из стали должна быть изготовлена из проволоки диаметром менее 0,15 мм.
Если использовать проволоку большой толщины, на основании алюминия появятся грубые риски. В таком случае слой пленки будет сниматься неравномерно, что может повлечь за собой плохое качество сварки.
Если произвести зачистку основания алюминия щеткой из стали, то можно получить приемлемые швы сварки. Перед зачисткой понадобится обязательно произвести обезжиривание поверхности, которое можно выполнить с помощью растворителей.
Тщательной зачистке подвергается основание алюминиевых сплавов с цинком или магнием. Проще всего зачищать алюминиевые сплавы с медью, железом или марганцем кремнием.
Вернуться к оглавлению
Способы обработки поверхности
Следует заметить, что очистка механическим способом не сможет обеспечить равномерного удаления пленки с основания сплавов алюминия. С помощью щетки достаточно сложно очистить кромки, которые стыкуются. Поэтому в местах, где это возможно, понадобится произвести обработку соединяемых кромок на станках механическим способом. Эффективность химического метода очистки устанавливается измерением контактного сопротивления, которое пропорционально толщине пленки. В данном случае рекомендуется использовать микровольтметр, который градуируется в микроомах.
Для сплавов алюминия при аргонно дуговой сварке можно использовать следующие способы химической обработки:
- Обезжиривание в щелочном растворе и дальнейшее осветление в растворе ортофосфорной кислоты.
- Обезжиривание в щелочном растворе с дальнейшим осветлением в растворе азотной кислоты.
Кромки деталей, которые очищены одним из вышеперечисленных способов, можно легко сваривать. В данном случае швы будут иметь чистое основание. Указанные методы очистки имеют преимущество: на основании обработанных кромок на протяжении 4-5 суток пленка будет иметь незначительную толщину.
Вернуться к оглавлению
Существующие типы соединений
При аргонно дуговой сварке сплавов алюминия отсутствует флюс, потому в данном случае нет каких-либо ограничений при выборе типа соединений. Можно использовать следующие соединения:
- встык;
- с отбортовкой;
- внахлестку с проплавлением;
- обыкновенное соединение внахлестку;
- угловое соединение;
- тавровое соединение.

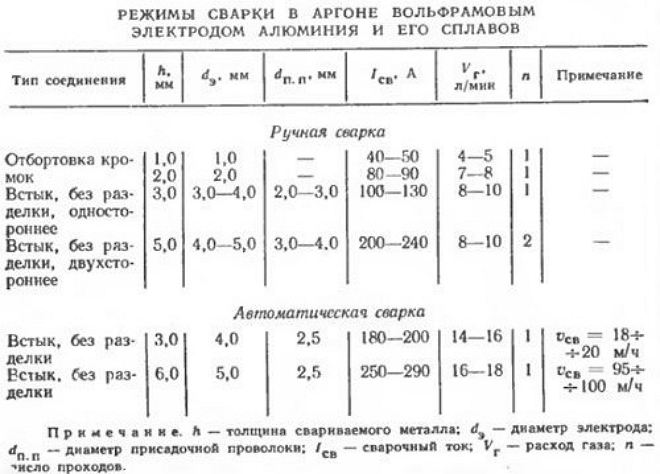
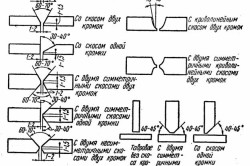
Дуговая сварка встык алюминиевых листов толщиной 0,8-3 мм должна производиться с небольшими зазорами. При сварке алюминия толщиной 1,5-3 мм зазор должен быть не более 0,3 мм. Соединение с отбортовкой следует использовать для материала толщиной 0,8-2 мм.
Дуговая сварка внахлестку с проплавлением используется для материала толщиной менее 2 мм. При соединении подобного типа кромки должны прижиматься к подкладке. Это нужно для того, чтобы обеспечить плотное прилегание элементов друг к другу. Величина перекрытия определяется исходя из того, планируется ли проплавлять кромки перекрытия насквозь или нет. В первом случае кромка нижнего листа должна располагаться по крайней части формовочной канавки так, чтобы данная кромка использовалась на формирование нижней стороны шва. Величина перекрытия равняется ширине канавки. Если хорошо прогнать кромки, то можно осуществить угловое соединение на материале толщиной до 2 мм без использования присадочного материала.
Качественное выполнение соединения подразумевает точную пригонку кромок. Следует знать, что зазоры могут вызвать усиленное окисление кромок, что приведет к пористости и появлению зон несплавления, которые располагаются по плоскости соприкосновения кромок с установленной присадкой.
Вернуться к оглавлению
Нюансы, которые следует знать
Алюминиевые сплавы имеют высокую теплопроводность, потому в месте сварки толщины соединяемых заготовок должны быть одинаковыми. Если понадобится соединять заготовки со стенами различной толщины, более толстую кромку следует скосить на месте сварки до толщины, которая равна толщине другой кромки.
В местах, где это позволяет конструкция, рекомендуется использовать подкладки, чтобы облегчить процесс сварки алюминия аргоном и сделать большие допуски на пригонку стыка. Подкладки должны изготавливаться из нержавеющего металла. В подкладке под швом следует предусмотреть канавку.
Стыковые бескосные соединения используются для сплавов алюминия толщиной менее 3 мм. Если заготовка имеет большую толщину, свариваемые кромки нужно будет скосить.
Конструкции с толщиной стены 1-3 мм соединяются однослойным швом. Если толщина стенки более 3 мм, сварку стыкового соединения со скосом кромок следует выполнять в несколько слоев. Первый слой заключается в расплавлении кромок без присадочного материала, другой слой нужно накладывать с материалом для присадки на завершенный первый слой. Перед тем как вкладывать второй слой, первый слой нужно зачистить механическим или химическим методом. Когда можно производить сварку с двух сторон, заготовки свариваются без скоса кромок толщиной 6,5 мм.
В случае сварки алюминия толщиной более 1,6 мм понадобится использовать проволоку для присадки, так как расплавленная ванна склонна к образованию вогнутого основания. Поэтому не получится использовать автоматическую сварку алюминиевых сплавов, если нет приспособления для механической подачи проволоки для присадки. Обязательно должна быть выполнена настройка данной конструкции.
Соединения внахлестку и втавр свариваются с проволокой для присадки. Подобную проволоку можно и не использовать, но в таком случае верхняя кромка должна проплавиться, чтобы была возможность заменить проволоку для присадки.