Выполнение сварочных швов в вертикальном положении. Как правильно и качественно варить вертикальный шов электросваркой. Финишная обработка сварных швов
Дуговая сварка вертикальных швов – один из методов работы с металлическими поверхностями. Вам нужно сварить металлическую решётку или приварить петли для садовой калитки? Сварка – лучшее решение такой проблемы. Она применяется не только для этих целей. С её помощью можно починить, например, поломанные металлические гаражные ворота, приварить фрагмент железного забора.
Он готов к работе при подключении к источнику питания, указанному изготовителем. Блок состоит из источника намагничивающего тока, элементов управления, измерения, трех 10-футовых длин гибкого кабеля и набора продов. Кабельная арматура спроектирована таким образом, что любой конец кабеля может быть подключен к устройству, к проводу или к любому другому кабелю. Три выхода на передней панели устройства меняются от переменного к постоянному току или наоборот очень просто. Для большинства работ намагничивание переменного тока эффективно обнаруживает усталостные трещины и подобные дефекты, проходящие через поверхность.
Дуговая сварка вертикальных швов проводится по своей, особенной технологии, знать которую должен всякий, кто впервые берёт в руки сварочный аппарат. Кроме самых важных азов, которые описываются в различных методических пособиях для начинающих и профессионалов, постараемся рассмотреть некоторые моменты. Без них начинать работу просто невозможно.
Когда вам требуется более тщательный осмотр для обнаружения дефектов ниже поверхности, используйте постоянный ток. Вы можете использовать устройство с переменным или постоянным током одним из двух способов: с проходами, прикрепленными к гибкому кабелю, и использоваться в качестве контактов для прохождения тока в часть тестового образца и из него, настраивая круговую намагниченность в области между точками контакта с проходами, как показано на рисунке 7-58; или с гибким кабелем, обернутым вокруг работы, чтобы сформировать катушку, которая индуцирует продольный магнетизм в части заготовки, которая окружена спиральным кабелем.
Дуговая сварка: что такое?
Дуговой сваркой называют такой способ соединения двух и более металлических частей, при котором для нагрева материала используется электрическая дуга. Под её воздействием кромки свариваемых деталей расплавляются вместе с электродом, образуя «ванну» из жидкого металла. Металл остывает и образуется сварочное соединение.
Наплавка на вертикальной плоскости
В большинстве случаев он эффективно служит для обнаружения поверхностных дефектов. Однако с проходами только одна небольшая область образца может быть намагничена в любой момент времени. Каждая область испытуемого образца должна проверяться дважды - один раз, когда ток проходит через металл в одном направлении, а затем с током, проходящим через металл в направлении, перпендикулярном направлению первого испытания. Таким образом, когда данная область является подозрительной, во время испытания могут быть индуцированы магнитные поля разных направлений.
Принцип работы очень простой. К электроду и металлическим частям подсоединяют трансформатор. С помощью электроэнергии, вырабатываемой трансформатором, происходит нагрев до высокой температуры в 7000 градусов по цельсию. При такой температуре плавления происходит смешивание электрода с металлом изделия, а все шлаки выходят наружу, образуя защитную плёнку.
Положение в пространстве
Когда контактные точки прохода ближе друг к другу, одно и то же усилие магнитного поля может быть получено с меньшим током. При постоянном проходе на одинаковом расстоянии больше тока будет вызывать большую напряженность поля. После регулировки устройства поместите выступы в нужное положение. Удерживайте их слабым контактом с металлом и включите ток. Затем нанесите магнитные частицы на испытательную площадку с помощью пылеуловителя и найдите все индикаторы. Когда ток все еще включен, удалите лишние частицы из испытательной зоны с помощью лампы вентилятора и завершите осмотр.
Дуговая сварка вертикальных швов зависит от многих параметров, за которыми желательно следить и по возможности контролировать. Обычно подбирают необходимые значения следующих параметров:
- напряжение электрической дуги;
- силу сварочного тока;
- плюсовую и минусовую полярность;
- толщину электрода;
- положение сварочного соединения в пространстве;
- скорость работы.
Используемый ток
Сила электрического тока, применяемого для сварки, является одной из самых главных характеристик. Они описываются в инструкции, прикладываемой к сварочному аппарату.
Не перемещайте пробы до тех пор, пока ток не будет отключен. Это может привести к возникновению тока, что приведет к возникновению вспышки, аналогичной вспышке, возникающей при дуговой сварке. Когда вы используете проверку магнитных частиц, трещины в волосах, которые в противном случае невидимы, легко обозначаются безошибочным контуром дефекта. Большие пустоты под поверхностью легче обнаружить, чем небольшие пустоты, но любой дефект ниже поверхности более трудно обнаружить, чем тот, который простирается до поверхности.
Поскольку часто появляются ложные показания, вы должны быть в состоянии точно интерпретировать показания частиц. Факторы, которые помогают вам интерпретировать результаты теста, включают количество применяемого тока намагничивания, форму индикации, резкость контура, ширину рисунка и высоту или накопление частиц. Хотя эти характеристики не определяют серьезность ошибки, они служат для определения вида дефекта.
Если такого описания по каким-то причинам не оказалось, то силу тока определим в зависимости от диаметра электрода. Чем он толще, тем мощнее аппарат, тем больше сварочного тока. Может даже получится так, что электрическая дуга будет «плавать», колебаться, менять свою длину.
Соответственно качество шва в этой ситуации ухудшится, увеличится его ширина, а глубина провала намного уменьшится.
Индикация трещины представляет собой четкую, четко определенную картину магнитных частиц, имеющих определенное нарастание. Этот показатель вырабатывается потоком с относительно низким намагничиванием. Швы обнаруживаются прямым, резким, точным указанием. Наращивание частиц относительно слабое, а ток намагничивания должен быть выше, чем требуется для обнаружения трещин. Малую пористость и округлые углубления или подобные дефекты трудно обнаружить для неопытных инспекторов. Обычно требуется постоянный ток с большим намагничиванием.
Сварка горизонтальных, вертикальных швов инвертором
Образцы частиц для этих дефектов нечеткие в контуре и имеют среднюю накопление. Спецификации, определяющие работу, определяют, должен ли указанный дефект быть скошен или измельчен и отремонтирован путем сварки. Поверхностные трещины всегда удаляются и ремонтируются. Инспектор оценивает показания дефектов подповерхностей, обнаруженных при проверке магнитных частиц. Если инспектор не может точно различать истинные и ложные показания, использование магнитной частичной инспекции должно быть ограничено обнаружением дефектов поверхности, для которых это приложение практически безошибочно.
Напряжение дуги
После верного определения силы тока, рассчитаем длину дуги. Другими словами – это расстояние от электрода до поверхности металлического изделия. При работе обязательно сохраняем это расстояние неизменным. От этого будет зависеть качество всей работы в целом.
Самой оптимальной длиной дуги считается расстояние между минимальным и максимальным значением короткой дуги.
После того, как указанные дефекты были отремонтированы, вы должны пересмотреть зоны, чтобы убедиться, что ремонт звучит. Последним этапом исследования магнитных частиц является размагничивание заготовки. Это особенно важно, когда заготовка изготовлена из высокоуглеродистой стали. Размагничивание имеет важное значение, когда вы используете постоянный ток для индукции магнитного поля; однако, это не так необходимо, когда переменный ток использовался в тесте. Фактически, обычная процедура размагничивания включает размещение заготовки в катушке переменного тока или соленоиде и ее медленное извлечение, когда ток проходит через катушку.
Оно превышает на один-два миллиметра диаметр электрода. Дуговая сварка вертикальных швов использует исключительно короткую дугу. Диаметр её не должен превышать диаметра электрода.
Полярность электрического тока
У большинства трансформаторов постоянный ток получается путём «выпрямления» переменного. При работе используют как прямую полярность, так и обратную. В первом случае изделие прикрепляется к «плюсу», а сварочный электрод к «минусу». При обратной – зажимы меняют местами.
Размагничивание может быть выполнено с помощью переносного устройства, если специальный размагничиватель недоступен. Чтобы размагнитить с помощью переносного устройства, сформируйте катушку гибкого кабеля вокруг заготовки. Убедитесь, что кабель подключен к устройству для подачи переменного тока. Установите текущий регулятор для подачи тока, идентичного тому, который использовался для проверки, и включите устройство. Постепенно уменьшайте ток до тех пор, пока амперметр не укажет нуль. На больших участках может потребоваться размагничивание небольшой части работы за раз.
Обратную полярность обычно используют при сварке тонколистового металла, чтобы не прожечь его насквозь. Такой же полярностью варятся высоколегированные стали, чтобы избежать их перегрева.
Варим вертикальные швы
При вертикальной варке швов капли электрода и расплавленного металла будут капать вниз. Чтобы избежать этого закономерного (с точки зрения физики) процесса, следует электрическую дугу сделать более короткой. При таком способе, благодаря силам поверхностного натяжения, капли жидкого металла будут легче переходить с электрода в углубление кратера.
Проверка наличия магнитного поля может быть выполнена с помощью небольшого компаса. Отклонение иглы от нормального положения, когда компас удерживается вблизи заготовки, является признаком наличия магнитного поля. Также вы можете использовать инструмент, называемый индикатором поля, для проверки наличия магнитного поля. Этот прибор обычно поставляется с блоком контроля магнитных частиц.
Проблемы вертикального сваривания
Методы жидкостного пенетранта используются для проверки металлов на поверхностные дефекты, аналогичные тем, которые обнаружены при проверке магнитных частиц. В отличие от контроля магнитных частиц, которые могут выявлять дефекты подповерхностей, инспекция жидкостного пенетранта обнаруживает только те дефекты, которые открыты для поверхности. В настоящее время используются четыре группы жидкостных пенетрантов. Внимательно следуйте инструкциям, приведенным для каждого типа пенетранта, поскольку существуют некоторые различия в процедурах и мерах предосторожности, требуемых для различных пенетрантов.
Ток выбираем минимальный или средний. Он позволяет варить без подтёков и наплывов металла на изделии.
Вертикальные швы варим снизу и потом медленно (по степени готовности шва) идём вверх. В таком случае весь расплавленный металл заполняет все углубления, которые находятся ниже.
Положение электрода
Положение электрода тоже может быть различным. В основном угол наклона составляет девяносто градусов, при этом электродуга наиболее эффективно воздействует на поверхность, которую сваривают. При сварке под углом сорок пять или шестьдесят градусов наблюдается неравномерное расплавление материала, ухудшается управление сварочным процессом.
Перед тем, как использовать пенетрант для проверки сварного шва, удалите с поверхности весь шлак, ржавчину, краску и влагу. За исключением случаев, когда требуется конкретная отделка, нет необходимости шлифовать поверхность сварного шва, если поверхность сварного шва соответствует применимым спецификациям. Убедитесь, что контур сварки смешался с основным металлом без подрезки. Когда требуется специальная отделка, проведите инспекцию жидкостного пенетранта до завершения отделки. Это позволяет обнаруживать дефекты, которые выходят за пределы конечных размеров, но вы должны сделать окончательный контроль проникновения жидкости после того, как указанная поверхность была дана.
Некоторые методы сварки
Дуговая сварка вертикальных швов по своей технологии отличается индивидуальными особенностями работы. Применяют два способа заваривания – «дугой вперёд» и «лестница».
Способ лестницы характерен зигзагообразным движением, постепенно поднимаясь как бы по лестнице снизу вверх. Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д. Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Перед использованием жидкостного пенетранта тщательно очистите поверхность материала, включая области рядом с зоной осмотра. Вы можете очистить поверхность, вытирая ее чистой, безворсовой тканью, насыщенной в нелетучий растворитель, или погружением всей части в растворитель. После очистки поверхности удалите все следы чистящего материала. Крайне важно удалить всю грязь, жир, накипь, линт, соли или другие материалы и убедиться, что поверхность полностью высушена перед использованием жидкого пенетранта.
Дефекты сварных швов
Не пытайтесь использовать пенетрант для жидкости, если этот температурный диапазон не поддерживается. Не используйте открытое пламя для повышения температуры, потому что некоторые из материалов, проникающих в жидкость, являются легковоспламеняющимися. После тщательной очистки и сушки поверхности нанесите на поверхность пенетрант. Распылите или нанесите на пенетрант или окуните всю деталь в пенетрант. Чтобы время проникновения пенетранта во все трещины, щели или другие дефекты, которые открыты для поверхности, удерживайте поверхность куска мокрым с помощью пенетранта в течение минимум 15 или 30 минут, в зависимости от используемого пенетранта.
Некоторые сварщики применяют метод «дугой назад». В данном случае он не оправдывает себя по той простой причине, что в результате получаем чрезмерную выпуклость сварочного шва. Большая часть жидкого металла при этом стекает в цент кратера и застывает.
Кроме перечисленных методов дуговой сварки профессионалы и опытные сварщики применяют и другие варианты при работе с вертикальными швами. Чтобы результат получился качественным, не торопитесь, а старайтесь выполнить все необходимые правила. Удачи в работе!
После удержания поверхности мокрой с помощью пенетранта в течение требуемого периода времени, удалите излишки пенетранта с поверхности чистой сухой тканью или абсорбирующим бумажным полотенцем. Затем смочите чистый, без ворса материал с помощью пенетранта и вытрите оставшийся избыточный пенетрант с испытательной поверхности. Затем дайте испытуемой поверхности высохнуть путем нормального испарения или вытрите ее сухим чистым абсорбирующим материалом без ворса. При сушке поверхности избегайте загрязнения ее маслом, линией, пылью или другими материалами, которые могут помешать проведению инспекции.
Вертикальные швы выполняют с током на 10% меньшим, чем при сварке в нижнем положении. Чтобы металл не вытекал из ванны, нужно поддерживать короткую дугу. Используются электроды, дающие быстро-твердеющий тонкий слой шлака («короткие» шлаки)
СНИЗУ ВВЕРХ (НА ПОДЪЕМ)
СПОСОБ СНИЗУ ВВЕРХ. Дугу возбуждают в нижней точке шва. Сваркой подготавливают горизонтальную площадку сечением, равным сечению шва. При этом электрод совершает поперечные колебания. Наибольший провар достигается при положении электрода, перпендикулярном вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз
Создание сварочного горизонтального шва
После того, как поверхность высохла, нанесите другое вещество, которое называется проявителем. Позвольте разработчику оставаться на поверхности не менее 7 минут до начала осмотра. Оставьте его не более чем на 30 минут, что позволит в общей сложности 23 минуты оценить результаты.
Рисунок 7 - Проверка жидкостного пенетранта. Следующие действия происходят при использовании проникающих красителей. Пенетрант обычно имеет красный цвет и, как проникающее масло, просачивается в любую трещину или щель, открытую для поверхности. Затем избыточный пенетрант удаляется с поверхности металла с помощью пенетранта и абсорбирующего материала без ворса. Удаляется только пенетрант поверх поверхности металла, оставляя проникающий в него дефект.
Наиболее удобный, распространенный и производительный способ. Используются электроды диаметром до 4 мм. Поперечные колебания электрода: углом, полумесяцем, "елочкой".
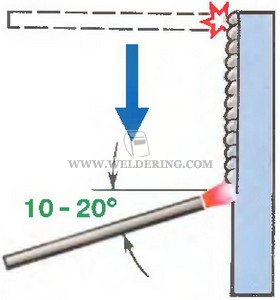
СВЕРХУ ВНИЗ (НА СПУСК)
СПОСОБ СВЕРХУ ВНИЗ. Дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на жидкий металл
ДВИЖЕНИЕ ЭЛЕКТРОДА ПРИ ВЫПОЛНЕНИИ ПРОХОДОВ
Вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше, оставляя внизу готовый сварной шов
углом
Электрод попеременно поднимают вверх-вниз, беспрерывно наплавляя металл на кромки и равномерно перенося его вверх электродом
"елочкой"

Вначале электрод поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла