Точечная контактная сварка. Принцип контактной сварки.
1.1. Физические процессы при контактной сварке
Контактная электрическая сварка - это процесс получения неразъемного соединения в результате нагрева металлических деталей протекающим по ним электрическим током, который предусматривает сжатие деталей с последующим расплавлением зоны сварки и охлаждением.
Установки для контактной сварки имеют две основные части: электрическую и механическую. Электрическая часть состоит из сварочного трансформатора специальной конструкции, токопроводящих частей и устройств для коммутации сварочного тока. Механическая часть установки является устройством для импульсного сжатия деталей во время прохождения импульса электрического тока.
Этот вид соединения деталей объединяет несколько способов сварки, для которых характерны надежность сварных соединений, высокий уровень автоматизации и механизации, высокая производительность процесса, культура производства и экологичность.
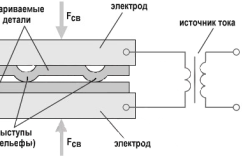
Различают три вида контактной сварки: стыковую, точечную и шовную (рис. 1.1). От сварочного трансформатора Т ток к соединяемым деталям 2 подводится посредством водоохлаждаемых электродов 1. В месте сварки 3 происходит сваривание деталей за счет выделяющейся джоулевой теплоты. Количество энергии Q (Дж), выделяющейся между электродами, можно определить по формуле
где Rк - контактное сопротивление между деталями, Ом; т - время прохождения тока, с; Rд - сопротивление детали от электрода до места сварки, Ом; I - сварочный ток, А.
Необходимая для сварки энергия при малых значениях сопротивления в точке контакта свариваемых деталей может быть получена только при больших значениях токов (сотни и тысячи ампер), протекающих через сопротивление контакта Rк в течение малого времени (единицы секунд). Для повышения КПД контактной сварки необходимо, чтобы при размещении сварочных установок источники питания были максимально приближены к месту сварки. Напряжение на электродах сварочных машин колеблется от 1 до 16 В.
Соединение металла происходит в месте контакта свариваемых деталей по плоскости их соприкосновения. В данном месте сопротивление будет наибольшим. Поверхность металла не является идеально гладкой, поэтому свариваемые детали при их сжатии соприкасаются лишь в отдельных точках, через которые проходит электрический ток. Ввиду того что площадь точек очень мала, в них возникает большое сопротивление прохождению тока, что обеспечивает сильный местный нагрев металла. Повышение температуры в месте сварки вызывает рост сопротивления, что ускоряет выделение теплоты и нагрев металла до температуры сваривания. При нагреве металлических деталей до пластического состояния и их сжатии происходит сваривание. Остывание металла в точке сварки после отключения тока происходит быстро, за счет теплопроводности свариваемых деталей и их большой площади.
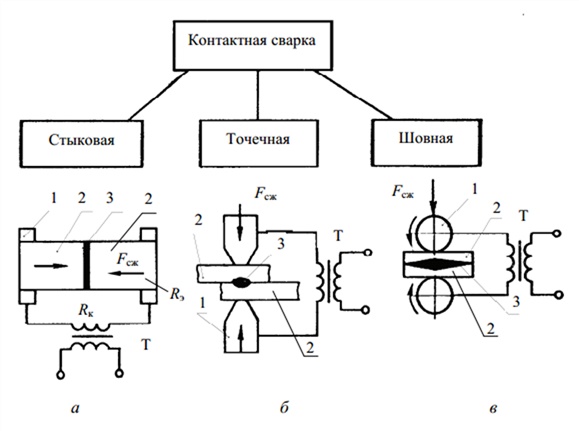
Рис. 1.1. : а - стыковая; б - точечная; в - шовная; 1 - электроды; 2 - детали; 3 - место сварки; Fсж - сила сжатия; R - сопротивление электродов; R - сопротивление деталей; RK - сопротивление контакта; Т - сварочный трансформатор
При контактной сварке нагрев зависит от времени прохождения тока. Нагревать детали можно очень быстро, используя токи большой силы, и наоборот. Режимы сварки с применением токов большой силы при минимальном времени нагрева называют жесткими. Они применяются при сварке легированных сталей и легкоплавких цветных металлов, например алюминия и его сплавов, и имеют следующие параметры: плотность тока сварки j = 160-400 А/мм2; усилие сжатия Р = 0,4-1,2 ГПа; время сварки tсв = 0,1-1,0 с.
Режим с длительным прохождением тока и постепенным нагревом называют мягким. Он применяется при сварке обычных углеродистых сталей, менее чувствительных к нагреву при сварке, и имеет следующие параметры: j = 80-160 А/мм2; Р = 0,15-0,4 ГПа; tсв = 0,5-3 с.
1.2. Стыковая сварка
Стыковая сварка - способ контактной сварки, при котором детали соединяются по всей площади их касания. Различают два способа стыковой сварки - сопротивлением и оплавлением.
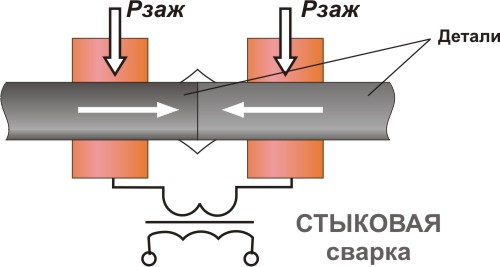
При сварке сопротивлением (рис. 1.1, а) свариваемые детали 2 укрепляют в токоподводах и сжимают с усилием Fcж. При пропускании по ним тока происходит нагрев деталей в стыке 3 до температуры, близкой к температуре плавления металла - (0,8-0,9)Тпл. Затем резко увеличивают усилие сжатия (осадка деталей), в результате чего в твердой фазе образуется сварное соединение.
Сварку оплавлением подразделяют тоже на два способа: на сварку непрерывным оплавлением и оплавлением с подогревом.
В процессе сварки непрерывным оплавлением детали сближаются при включенном сварочном трансформаторе, и при сжатии возникает их контакт. Стык при этом разогревается за счет протекания тока. Затем силу сжатия уменьшают, вследствие чего увеличивается контактное сопротивление и снижается сварочный ток. При снижении давления сплошность соприкосновения деталей заменяется соприкосновением в отдельных точках. Эффективность нагрева в этих точках повышается, и выступающие участки оплавляются.
Оплавление торцов свариваемых деталей продолжается до образования прослойки жидкого металла. После этого возникает сплошное металлическое соединение свариваемого стыка за счет приложения небольшого усилия осадки. Лишний расплавленный металл, называемый гратом, выдавливается из зазора между свариваемыми деталями.
При сварке оплавлением с подогревом детали предварительно подогреваются методом кратковременных замыканий их торцов, а затем оплавляются. Сварка с оплавлением стыка деталей по сравнению со сваркой без оплавления имеет ряд преимуществ: более прочный шов, не требующий большой механической обработки; меньшая мощность сварочной установки; меньший удельный расход электроэнергии; возможность сваривания разнородных металлов.
Конструкция и сварочный контур машин стыковой сварки приведены на рис. 1.2. Установки для стыковой сварки подразделяют по способу сварки (без оплавления стыка и с его оплавлением), назначению (универсальные и специализированные) и способу установки (стационарные и переносные). Они различаются мощностью, типом зажимных устройств и механизмом подачи свариваемых деталей.
По способу осадки деталей сварочные машины делят на три группы. Первая группа машин снабжается рычажно-эксцентриковым механизмом подачи и осадки, а также устройством для отжига металла зоны сварки непосредственно в зажимах машины.
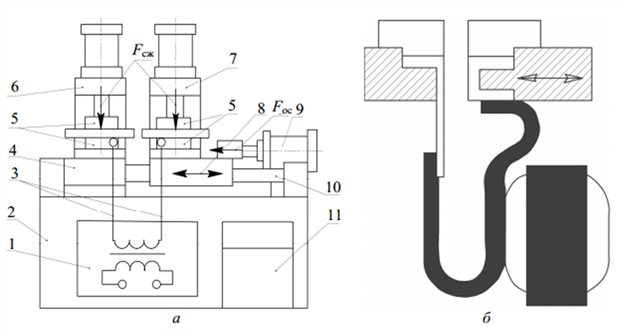
Рис. 1.2. Конструкция (а) и сварочный контур (б) машины стыковой сварки : 1 - источник тока; 2 - станина; 3 - токоподводы; 4 - неподвижная плита; 5 - губки; 6, 7 - зажимные устройства; 8 - подвижная плита; 9 - привод подачи; 10 - направляющие; 11 - аппаратура управления; Fсж - сила сжатия деталей; Foc - сила осадки деталей
Машины второй группы предназначены для сварки оплавлением и оплавлением с подогревом деталей из сталей и цветных сплавов. Их также используют и для сварки сопротивлением, для чего предусмотрен отдельный пружинный привод осадки.
Сварочные машины первых двух групп имеют ручной рычажный привод подачи и осадки. Сварочный ток выключается в конце осадки.
Третья группа машин производит сварку непрерывным оплавлением в автоматическом и полуавтоматическом цикле с предварительным подогревом концов свариваемых деталей. Машины имеют электромеханический привод, который обеспечивает непрерывное оплавление и осадку Foe. Зажимные устройства деталей имеют пневмогидравличе- ский привод, а устройство подачи и осадки - гидравлический.
Универсальные сварочные машины используются для сварки различных деталей, а специализированные - для сварки однотипных деталей.
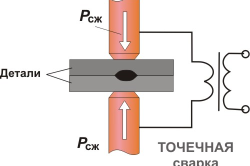
1.3. Точечная сварка
При точечной сварке соединяемые детали помещают между двумя электродами, закрепленными в электрододержателях (рис. 1.1, б). При помощи нажимного механизма электроды плотно сжимают свариваемые детали. После чего на электроды подается напряжение, и проходящий через детали ток нагревает место сварки до температуры плавления. При достаточном сжатии в месте сварки образуется неразъемное сварное соединение. Диаметр сварной точки равен диаметру медных электродов. В центре сварочной точки температура немного выше температуры плавления свариваемого металла.
Время, достаточное для сварки одной точки, определяется толщиной свариваемых деталей, физическими свойствами свариваемого материала, мощностью сварочного устройства и степенью сжатия деталей. Оно колеблется от тысячных долей секунды (при сварке тонких листов цветных металлов) до нескольких секунд (толстые стальные детали). Цикл точечной сварки показан на рис. 1.3.
Установки точечной сварки различаются по способу подвода тока. Наиболее широко распространена одноточечная двусторонняя (нормальная) сварка (см. рис. 1.4, a-в). Оба электрода имеют рабочую поверхность, обеспечивающую достаточную плотность тока для точечного разогрева места сварки деталей.
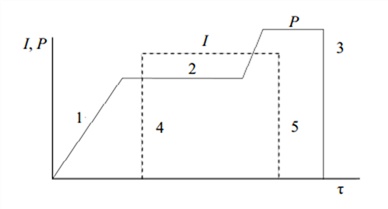
Рис. 1.3. : 1 - сжатие деталей электродами (Р); 2 - удержание электродов в сжатом состоянии и повышение давления в конце импульса тока; 3 - снятие давления; 4 - включение тока; 5 - выключение тока; I - импульс тока
При отсутствии возможности осуществления одноточечной сварки применяют точечную сварку с косвенным токоподводом. При этом с одной стороны ток подводится электродом с нормальной контактной поверхностью, а с другой - электродом с большей контактной поверхностью (рис. 1.4, г). Для уменьшения местных остаточных деформаций от сварки применяются дополнительные приемы, показанные на рис. 1.4, д, е.
Для сварки тонколистовых изделий применяют одностороннюю многоточечную сварку (рис. 1.4, ж). Одновременная сварка двух точек при двустороннем токоподводе от спаренного трансформатора (рис. 1.4, д) позволяет сваривать металлические изделия большой толщины, обеспечивая высокое качество сварного соединения.
На производстве применяется много конструкций машин для точечной сварки. Они отличаются устройством механизмов для сжатия электродов, которые подразделяются на педальные, электрические и пневматические. Машины точечной сварки бывают стационарные универсальные, переносные универсальные, стационарные специализированные (многоточечные) и прессы для рельефной сварки деталей.
При точечной сварке громоздких изделий или при сварке в труднодоступных местах применяют переносные сварочные клещи и сварочные пистолеты.
Установки для многоточечной сварки последовательно сваривают несколько точек за одну операцию, обеспечивая тем самым высокую производительность процесса сварки. Существует два типа многоточечных сварных машин.
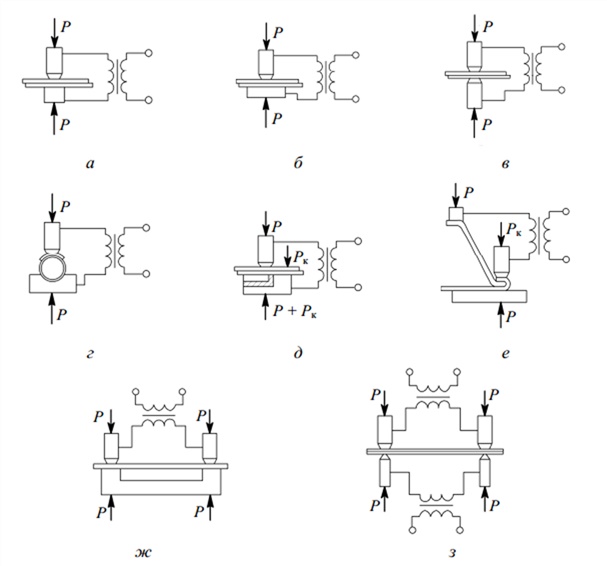
Рис. 1.4. : а-в - одноточечная двусторонняя сварка; г - сварка с косвенным токопод- водом; д, е - дополнительные приемы сварки; ж - односторонняя многоточечная сварка; з - одновременная сварка двух точек при двустороннем токо- подводе от спаренного трансформатора; Р - усилие сжатия; Рк - косвенное (дополнительное) усилие сжатия
В машинах первого типа на свариваемые листы одновременно опускают только два электрода, через которые в данный момент пропускают сварочный ток. В машинах второго типа на листы опускаются одновременно все электроды, ток же проходит последовательно через каждую отдельную пару электродов, осуществляя сварку деталей.
Конструкции сварочных машин специального назначения бывают двух- и многоэлектродными. Такие машины предусматривают специальные поворотные столы, устройства подачи деталей и механизмы их вращения. Многоэлектродные машины различаются способами зажатия электродов и подачи тока: с последовательным зажатием электродов через гидрораспределитель и подачей тока токораспределителем; с одновременным зажатием электродов при последовательном включении трансформатора в сварочной цепи с токораспределителем или с одновременным или групповым включением нескольких трансформаторов с первичной стороны. Многотрансформаторные машины применяются в робототехнических устройствах, снабженных микропроцессорами. Машины с поворотными столами применяются при совмещении операций сборки и сварки, чаще на конвейерах.
Электроды, применяемые в точечных машинах, устанавливают в электрододержатели, которые крепятся в хоботах сварочной машины. Электрододержатели изготовляют из латуни. В них делают каналы для охлаждающей воды. Машины имеют сменные электроды, изготавливаемые из холоднотянутой красной меди или из специального хромо- цинко-медного сплава, обеспечивающих их надежную работу.
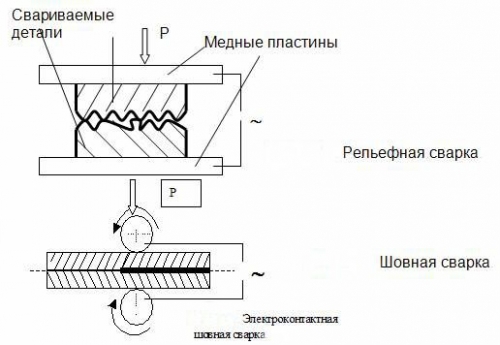
1.4. Шовная сварка
Шовная сварка - способ контактной сварки, при котором детали соединяются с помощью вращающихся роликов за счет пропускания через место сварки электрического тока (рис. 1.5). Установки шовной сварки отличаются от стационарных точечных сварочных машин типом электродов (ролики с механическим приводом). Машины для шовной сварки имеют два токопроводящих ролика, из которых один ведущий, а другой вращается за счет трения при передвижении свариваемых листов. По принципу действия шовная сварка подобна точечной сварке обычного типа.
Процесс шовной сварки может иметь следующие режимы:
1) непрерывное движение роликов с непрерывной подачей тока;
2) непрерывное движение роликов при прерывистой подаче тока;
3) прерывистое движение роликов с прерывистой подачей тока.
Первый режим применяется при сварке листов общей толщиной
до 1,5 мм. При большей толщине сваренные листы могут расслоиться. Более того, при непрерывной подаче тока может происходить значительное коробление свариваемых листов. Наиболее распространен второй режим: швы получаются с малым короблением листов и наименьшим расходом электроэнергии.
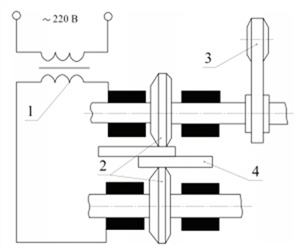
Рис. 1.5. : 1 - сварочный трансформатор; 2 - контактные ролики; 3 - прижимное устройство; 4 - свариваемые детали
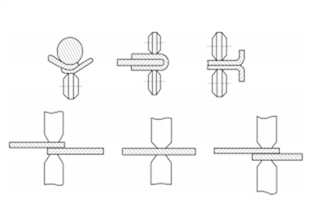
Рис. 1.6.
Применение шовной сварки наиболее целесообразно при изготовлении тонкостенных сосудов, сварных металлических труб и других подобных изделий. Расположение роликов и свариваемых деталей при выполнении различных способов шовной сварки показано на рис. 1.6.
1.5. Электрооборудование, применяемое при контактной сварке
Электрическая контактная сварка характеризуется высокой производительностью, а во многих случаях является единственно возможным и экономически целесообразным способом соединения металлических деталей.
Машины контактной сварки, выпускаемые отечественной промышленностью, подразделяют на машины общего назначения и высокопроизводительные специализированные машины, предназначенные для сварки конкретных изделий.
В установках контактной сварки общего назначения применяются сварочные трансформаторы с витыми сердечниками и обмотками, залитыми эпоксидным компаундом, а также аппаратура управления на логических элементах с интегральными схемами. В качестве прерывателей тока применяют тиристоры. Пневматическая и гидравлическая аппаратура отличается высокой производительностью и надежностью.
По роду тока, преобразования или накопления энергии различают следующие типы машин:
а) однофазного переменного тока промышленной или пониженной частоты;
б) постоянного тока (с выпрямлением тока во вторичном контуре);
в) трехфазного тока, низкочастотные с тиристорным преобразователем;
г) с накоплением энергии (в конденсаторах, электромагнитных системах, вращающихся массах).
Установки контактной сварки с выпрямлением тока на стороне низкого напряжения силового трансформатора имеют ряд технологических преимуществ при сварке крупногабаритных листовых конструкций из алюминиевых сплавов, титана, жаропрочных и нержавеющих сталей. По сравнению с низкочастотными машинами они более универсальны, экономичны и надежны в работе. Применение постоянного тока в шовных машинах позволяет значительно повысить скорость сварки без снижения качества сварного соединения, а в многоэлектродных машинах поочередное или групповое питание электродов можно осуществлять от одного источника тока.
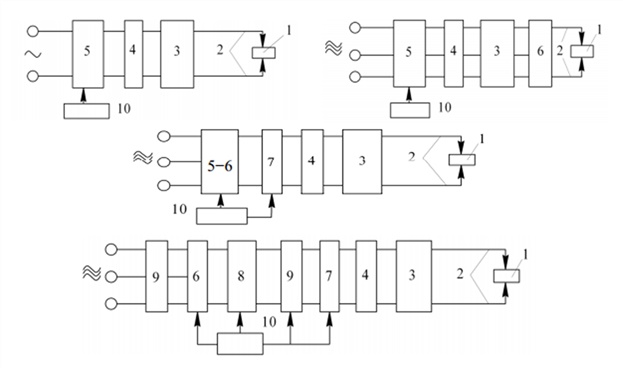
Рис. 1.7. : 1 - деталь; 2 - вторичный контур; 3 - трансформатор; 4 - переключатель; 5 - контактор; 6 - выпрямитель; 7 - коммутатор; 8 - накопитель энергии; 9 - трансформатор; 10 - аппаратура управления
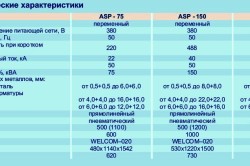
Схема электрической силовой части машин контактной сварки обеспечивает получение необходимого сварочного тока от 2 до 10 кА от питающей сети 380 или 220 В при мощности источников питания от 75 до 750 кВ • А и более.
Структурная схема электрической части машин контактной сварки показана на рис. 1.7. Для подвода сварочного тока к детали 1 служит вторичный контур 2. Вид формы кривой и значение силы сварочного тока получаются путем преобразования или накопления электрической энергии от сети промышленной частоты с помощью трансформаторов 3, 9, выпрямителей 6 или накопителей энергии 8 (например, батареи конденсаторов). Силовые преобразователи (трансформаторы, выпрямители) включают в сеть или подсоединяют к накопителю энергии 8 с помощью контакта 5-6, а необходимое чередование полярности тока в сварочном трансформаторе обеспечивается коммутатором 7. Сварочный трансформатор 3 обеспечивает получение больших значений тока при низком напряжении. Регулировка сварочного тока производится ступенчатым изменением вторичного напряжения трансформатора 3 путем переключения числа ступеней его первичной обмотки переключателем 4. Регулирование сварочного тока осуществляется аппаратурой управления 10 путем изменения момента включения вентилей контактора 5 (выпрямители 6) относительно фазы напряжения сети в каждой полуволне. Аппаратура управления обеспечивает заданную последовательность и продолжительность всех или части операций сварочного цикла.
В однофазных машинах переменного тока (рис. 1.8, а) сварочный трансформатор Т включается в электрическую сеть рубильником через предохранители 2 и переключателем ступеней ПС посредством контактора-прерывателя Пр. Момент включения переключателя-прерывателя Пр определяется аппаратурой управления АУ, причем ток во вторичной обмотке сварочного трансформатора имеет синусоидальную или близкую к ней форму (рис. 38, б, в), а при наличии специальных модуляторов тока можно получить импульс тока с плавным изменением амплитуды (рис. 38, г), что существенно улучшает качество сварного соединения.
Машины контактной сварки имеют коэффициент мощности от 0,5 до 0,6. Повышение энергетических показателей однофазных машин при тех же значениях тока и размерах сварочного контура возможно путем понижения частоты вторичного напряжения сварочного трансформатора установки.
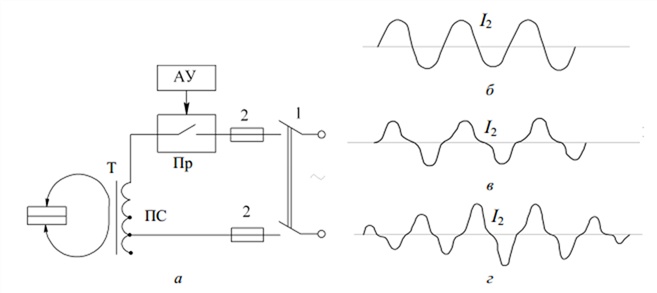
Рис. 1.8. Электрическая схема силовой части машины переменного тока (а) и форма импульсов сварочного тока I2 (б-г) : АУ - аппаратура управления; Т - трансформатор; ПС - переключатель ступеней; Пр - контактор- прерыватель; 1 - электрическая сеть; 2 - предохранители
В применяемых сварочных машинах постоянного тока (трехфазные с выпрямителем тока во вторичном контуре) (рис. 1.9) первичную обмотку включают по схеме «треугольник», а к соединенной по схеме «звезда» вторичной обмотке через вентили 1-3 (рис. 1.9, а) подключают вторичный контур. Общая электрическая схема сварочной машины представляет собой трехфазный выпрямитель. В таких машинах проблемой является выпрямление очень больших сварочных токов.
Управление машиной - включение и отключение трехфазного понижающего трансформатора Т и регулирование тока - осуществляется тиристорами, включенными последовательно с первичными обмотками. При мгновенной коммутации ток через тиристор VSi и связанную с ним первичную обмотку трансформатора проходит в течение одной трети периода (я/3), когда напряжение в данной фазе больше, чем в двух других (в точке К рис. 1.9, б). В эту треть периода ток через два других тиристора проходить не может, поскольку потенциал их анодов ниже общего потенциала катода. В следующую треть периода ток будет пропускать второй вентиль VS2 и т. д. Переход тока от одного вентиля к другому (рис. 1.9, в) происходит в момент пересечения положительных полусину- соид напряжения (точки К, L, М на диаграмме рис. 1.9, б). Аналогично коммутация тока проходит и в сварочной цепи (рис. 1.9, г, д). Несмотря на униполярное протекание тока в первичной обмотке (рис. 1.9, в),
магнитные потоки в стержнях трехфазной магнитной системы (рис. 1.9, е) не имеют постоянной составляющей (потока вынужденного намагничивания, который возникает при отсутствии вентилей в первичной обмотке), поскольку алгебраическая сумма магнитных потоков в трехстержневой магнитной системе равна нулю.
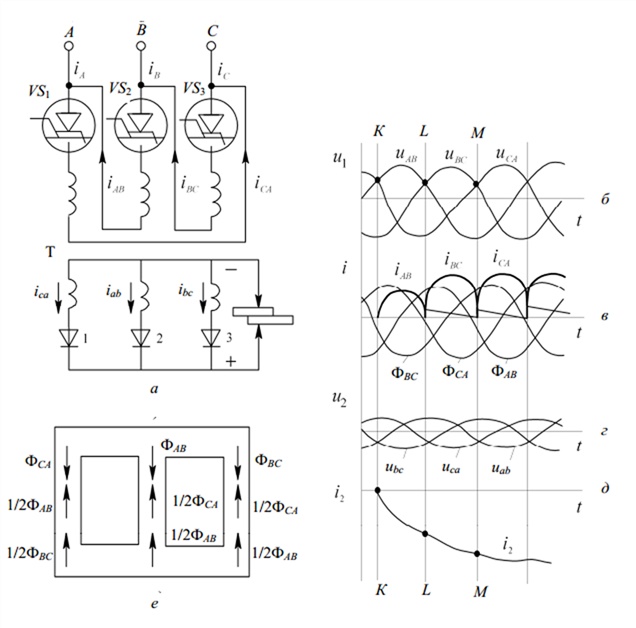
Рис. 1.9. : а - электрическая схема трехфазного выпрямителя; б-д - диаграммы токов и напряжений, наблюдаемых во время коммутаций в сварочной цепи; е - направления магнитных потоков в стержнях магнитной системы
Размагничивание того или иного стержня происходит намагничивающими силами обмоток, расположенных на двух других стержнях. Вследствие соединения первичных обмоток по схеме «треугольник» и наличия вентилей не только в первичной, но и во вторичной цепи сумма ампер-витков, расположенных на одном стержне обмоток, в любой момент времени практически равна нулю.
Преимуществами сварочных машин постоянного тока являются: равномерная загрузка фаз, широкие возможности регулирования формы и длительности импульса тока, а также получение многоимпульсного режима; меньшая потребляемая мощность по сравнению с однофазными машинами, особенно при больших вылетах и при сварке материалов с малым удельным сопротивлением; отсутствие влияния вносимых в сварочный контур ферромагнитных масс на значения сварочного тока.
В низкочастотных сварочных машинах используется преобразование трехфазного тока промышленной частоты в импульсы тока низкой частоты (5-20 Гц). Это достигается кратковременным включением силового игнитронного выпрямителя в первичную обмотку сварочного трансформатора Т машины (рис. 1.10). Преимуществами таких машин являются: благоприятная форма импульса сварочного тока - его плавное нарастание и спад; равномерная нагрузка трехфазной сети при пониженной потребляемой мощности вследствие пониженной индуктивности контура; повышенный коэффициент мощности по сравнению с однофазными машинами.
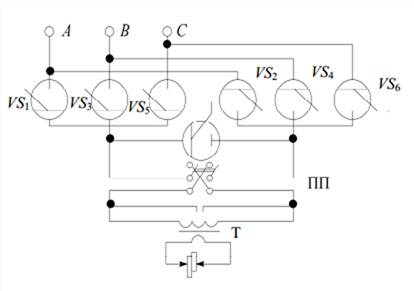
Рис. 1.10. : Т - сварочный трансформатор; ПП - пакетный переключатель
В машинах контактной сварки с накоплением энергии во время паузы происходит медленное накопление энергии в накопителе с потреблением небольшой мощности из сети и кратковременное использование ее во время процесса сварки.
Для обеспечения заданной производительности контактных сварочных машин и высокого качества сварки необходимо строго соблюдать определенное время протекания сварочного тока для каждого цикла сварки. Это достигается с помощью соответствующих элементов схем управления сварочных установок: выключателей сварочного тока, регуляторов времени. Выключатели сварочного тока выпускаются нескольких типов: механические выключатели, асинхронные электромагнитные контакторы, синхронизированные электромагнитные контакторы, игнитронные выключатели и др. Механический выключатель тока имеет систему подвижных и неподвижных контактов, которые включаются в первичную цепь трансформатора сварочного тока. Механизм привода контактов связан с устройством зажатия свариваемых изделий. При малой скорости коммутации контакты механического выключателя подгорают и требуют частой замены, что ограничивает их применение в маломощных машинах контактной сварки.
Применяющиеся в сварочных машинах асинхронные электромагнитные пускатели имеют ограниченный срок службы контактов, поскольку они разрывают рабочий ток в произвольной точке синусоиды.
Время протекания сварочного тока обеспечивается специальными регуляторами времени, которые подразделяются на электромеханические, электропневматические и электронные.
При электродвигателъном приводе контактных машин обычно применяются электромеханические регуляторы времени, рабочими органами которых являются кулачки, воздействующие при вращении вала электродвигателя своими выступами на механические выключатели тока.
В контактных сварочных машинах с пневматическим механизмом сжатия применяются электропневматические регуляторы времени. Схема электронного регулятора времени приведена на рис. 1.11. Цепь управления электромагнитным контактором КЦ сварочного трансформатора Т1 приводится в действие замыканием контактов ключа К, а его отключение осуществляется автоматически электронной схемой через определенный промежуток времени. До замыкания контактов ключа К ток от зажима сети протекает через регулируемое сопротивление R - сетку лампы Л, нормально замкнутые контакты реле Э и катушку контактора КТ к полюсу 2 сети. Шунтирующий сопротивление конденсатор заряжается при протекании тока через лампу Л.
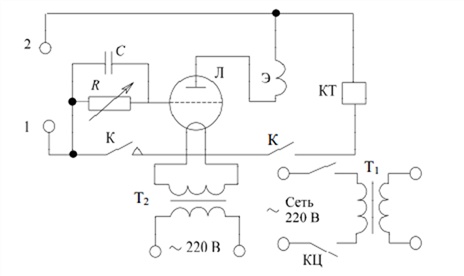
Рис. 1.11. : 1 - первый полюс сети;
2 - второй полюс сети; КЦ - электромагнитный контактор; Т1 - сварочный трансформатор; Т2 - трансформатор регулятора времени; К - ключ; Л - лампа; Э - замкнуты контакт реле; КТ - катушка контактора; R - регулируемое сопротивление; С - конденсатор
Поскольку сеточный ток мал, включения контакта КТ не происходит. Сеточный ток на лампу прекращается при нажатии ключа К, при этом сетка оказывается соединенной с ее внешней частью через отрицательно заряженный конденсатор и катушку реле.
Контактные сварочные установки являются массовыми потребителями электроэнергии, поэтому их рациональное использование является важным направлением экономии электроэнергии. Наилучшие результаты дают следующие мероприятия: совершенствование технологии сварки, включающее подготовку деталей под сварку; ускорение компоновки деталей, оптимизация цикла сжатия деталей, ограничение холостого хода источников питания, периодическая ревизия контактных соединений в цепи сварочного тока; установление норм расхода электроэнергии на сварочные работы.
Резюмируем вышесказанное. Контактная сварка в машиностроении является одним из востребованных способов соединения деталей, поскольку обеспечивает высокую скорость сварки, необходимое качество сварного соединения и может быть легко автоматизирована. Одно из преимуществ контактной сварки - минимальные тепловые потери.
Контактная сварка применяется для бытовых и производственных нужд.
Используемые в различных условиях виды контактной сварки отличает цена, которая вырастает в зависимости от мощности и скорости рабочего процесса.
Объединяет сварочное оборудование общий принцип действия – в процессе работы происходит нагревание и сваривание точек швов материалов посредством их контакта с основой, подающей электроток.
Электрическая сварка представляет собой соединение, при котором свариваемые детали нагреваются за счет постоянного или переменного тока.
На ниже предложенном фото размещена схема, которую может иметь аппарат контактной сварки.
Как и все производственное оборудование, электрическая контактная сварка наделена преимуществами и недостатками.
Среди основных достоинств можно отметить высокую производительность, минимальные затраты расходных материалов и идеальное качество сварочного шва.
Время, которое необходимо затратить на соединение точки, равняется доле секунды и зависит от параметров материала.
В процессе сваривания расходуется минимальное количество воздуха и воды, а качество шва сможет обеспечить даже сварщик без квалификации.
При этом технология контактной сварки отличается экологической чистотой, к тому же, может быть автоматизирована.
Сварочные работы проходят с применением специальных и универсальных машин и аппаратов.
Характер технического действия позволяет разделить контактное сварочное оборудование на классы:
- механические модели – наделены минимальной мощностью;
- автоматические и полуавтоматы – могут иметь среднюю и большую рабочую мощность, используют для обработки непрерывных заготовок.
По типам монтажа электрическая контактная сварка может быть переносная или передвижная, подвесная, а также стационарная.
Первый вариант незаменим при необходимости осуществить сварку крупногабаритных, с большой массой узлов, объектов. Например, труб, транспортных кузовов, ж/д вагонов и рельс.
Стационарное оборудование используется для обработки изделий, масса и габариты которых позволяют доставить их на рабочее место.
Классификация оборудования
Машина контактной сварки, в соответствии с ГОСТ 158-78-79, по виду сварочных швов бывает разных видов.
Стыковая машина
Контактная стыковая сварка представляет собой процесс нагрева стыкового шва, проходящего всей плоскости детали.
Стыковое соединение чаще всего применяется для сваривания медных труб, шовная и точечная технология для труб из меди не практикуется.
При этом обработка медных труб методом оплавления затруднительна по причине, заключающейся в необходимости поддерживать расплавленный металл на торцах свариваемых элементов.
Поэтому по стыковой технологии, если и производится сваривание труб, то не из чистой меди, а ее сплавов. В ином случае необходимо применение высокого давления, до 400 МПа.
Контактная стыковая сварка, в зависимости от характеристик структуры металла, обрабатываемой площади и ожидаемого качества сварочного шва, осуществляется разными методами.
В данном случае контактная стыковая сварка в соответствии с ГОСТ 2601-84 может проводиться по технологии сопротивления, оплавления с нагревом и непрерывным оплавлением.
Сопротивлением – применяют, сваривая материал площадь сечения которого не превышает 200 мм².
Как правило, данная технология контактной стыковой сварки используется для обработки изделий из низкоуглеродистой стали, с малым сечением (труб, проволоки, стержней).
Оплавление – такая технология позволяет соединять материал в виде ж/б изделий, труб, профильной стали и арматуры, с площадью сечения до 100 тыс. мм².
Технология нашла свое применение в сфере судостроения, при изготовлении цепей для якорей, змеевиков рефрижераторных холодильных установок.
В железнодорожной сфере, где такое сварочное оборудование позволяет соединить ж/д рельсы на бесстыковых путях. Его применение дает возможность изготовить длинномерные изделия из черных и цветных металлов.
Шовная контактная стыковая сварка
Станок, выполненный в соответствии с ГОСТ 2601-84, позволяет соединить материал с помощью литых зон, которые представляют собой шов, состоящий из отдельно расположенных сварных точек.
Зоны либо перекрывают, либо не перекрывают друг друга, в зависимости от чего сварной шов может получаться герметичным.
Для данного процесса сваривания применяется специальный станок, оснащенный одним или несколькими вращающимися дисками с электродами.
Роликовая технология сваривания позволяет плотно сжимать, прокатывать и качественно выполнять соединение деталей.
Роликовая сварка используется для производства труб, резервуаров и других изделий, которые требуют, в соответствии с установленными ГОСТ требованиями, высоконадежных герметичных швов.
Рельефная сварка
В соответствии с ГОСТ 2601-84 рельефная сварка представляет собой станок, позволяющий соединять рельефные выступы в одной или одновременно нескольких рабочих точках.
Данный станок принципом действия походит на прибор контактной стыковой сварки, разница между ними сводится к определению места сваривания формой поверхности изделий, а не рабочей областью электродов.
Рельефные выступы могут располагаться на одной или одновременно на двух свариваемых изделиях, подготавливаются они заранее путем штамповки.
Рельефная контактная сварка применяется в автомобильной промышленной сфере, где устройство позволяет фиксировать на листовой материал различного рода кронштейны.
В области радиоэлектроники рельефная сварка применяется для качественного подсоединения проводов к тонким элементам.
Контактная точечная сварка
В соответствии с ГОСТ 2601-84 данная технология сваривания дает возможность соединять элементы в одной или сразу во многих точках.
Определить прочность соединения позволяют такие характеристики сварной точки, как размер и структура, в свою очередь, они зависят от параметров применяемых электродов, силы и скорости прохождения тока через материал.
Регулятор стыковой сварки, присутствующий в современных моделях машин, позволяет осуществлять рабочий процесс с разными вариантами силы сварочного тока.
Как правило, в шовной технологии регулятор контактной сварки отсутствует, а нужный цикл обеспечивается за счет синхронных прерывателей.
Машина контактной точечной сварки обычно эксплуатируется на линии сборочного конвейера. Сваривающим элементом контактного соединения данной категории являются электроды.
Инструмент сменный, так как быстро изнашивается.
Электроды для сварки изготавливают из высококачественной бронзы и меди, добавочными компонентами служат хром, кадмий, титан и бериллий, в зависимости от этого варьируется цена на изделия и может составлять от 1-5$.
Технология такой сварки нашла свое применение в автомобильной, авиастроительной, судостроительной и сельскохозяйственной сфере, а также прочих промышленных областях.
Разновидностью данного типа сварки является импульсная сварка, когда нагревание электрода происходит за счет кратковременных, но мощных электронных импульсов. Импульсная сварка применяется в автомобилях, оборудовании и ремонте.
Например, импульсная технология пригодится, когда используется контактная сварка алюминия, что позволяет снизить риск перегрева аппарата и износ электродов.
Импульсная сварка эксплуатируется с использованием переменного тока и энергии, преобразующейся в импульс определенной формы.
При этом импульсная технология контактной сварки различается по работе с аккумулированной энергией и по импульсу выпрямленного тока.
На данный момент цена на такой аппарат (импульсная сварка бытового назначения) составляет 100-140$.
Характеристики электродов
Электроды для контактной сварки обеспечивают контакт сварочного аппарата с обрабатываемой заготовкой.
Схема их назначения включает в себя: уплотнение деталей, подачу тока, отвод тепла, исходящего от деталей, перемещение элементов (шовная контактная сварка).
При этом на производительность и качество свариваемого шва влияет не только конструкция электродов, но и обрабатываемый материал, его площадь и форма рабочей поверхности.
Общие стандартные требования к электродам, правила маркировки, способы испытаний сварных соединений и швов, другие технические моменты указаны в ГОСТ 9466-75.
Износ электродов вызывает перемена силы тока и температур.
Поэтому изготавливая расходный материал для контактной сварки, применяют устойчивый к высоким температурам металл с высокими токопроводящими свойствами.
В качестве него может выступать специальный медный сплав. Например, контактная сварка меди часто осуществляется электродами, выполненными из кадмиевой бронзы, цена на них может составлять 1-3$.
Электроды для точечной контактной сварки могут иметь прямую и фигурную форму, как на фото. Но чаще всего применяется первый вид указанной конструкции.
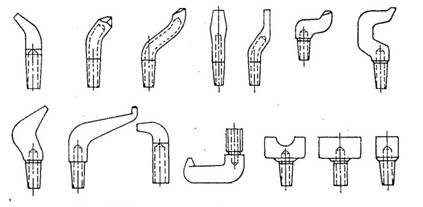
Их используют при сварке труб и других изделий с возможностью свободного подхода к рабочей зоне.
Электроды с прямой формой выпускают в соответствии с нормами ГОСТ 14111-90, с диаметром от 12 до 40 мм.
Самыми качественными электродами считаются изделия, конструкция которых выполнена в соответствии с регламентом ГОСТ 1411-69.
Здесь цена на изделия вырастает в зависимости от их назначения и структуры.
Устройство конструкции фигурных электродов более сложное – ось, пролегающая по центру рабочей зоны, смещена на определенное расстояние касательно посадочной оси.
Электроды данного типа неудобны в эксплуатации, чаще всего обладают невысокой стойкостью, из-за чего их применяют только в тех случаях, когда контактная сварка не может быть выполнена никакими другими.
Для рельефной сварки используют плоские электроды. При этом в каждом из них или в одном могут присутствовать отверстия, предназначенные для выступов свариваемых элементов.
Особенности сварочных станков бытового назначения
Планируя приобрести сварочный станок для собственных нужд, изначально необходимо знать, какой материал будет подвергаться обработке, и в каких масштабах будут проводиться работы.
Цена на станок точечной сварки во многом зависит от характеристик и параметров конструкции, а также от рабочей мощности оборудования.
На данный момент установка для осуществления точечной сварки элементов может быть ручная или переносная, подвесная и стационарная.
Подвесное и стационарное оборудование, как правило, используется на больших и малых производствах.
А вот переносной станок чаще всего применяют в быту, его цена достаточно приемлема и может составлять 120-220$.
При этом указанное устройство по мощности может не уступать аппаратам точечной сварки, цена которых вдвое выше.
Переносное оборудование разделяют на два типа: инверторный и аппарат с клещами для точечной сварки ручного пользования.
Инверторные аппараты имеют компактные размеры и небольшой вес. В конструкции используется тиристорный генератор тока и микропроцессор.
В связи с чем, схема устройства позволяет регулировать продолжительность импульса и рабочую мощность агрегата.
Вторая модель для точечной сварки с ручными клещами имеет не более 15 кг веса.
Схема устройства за счет микропроцессора позволяет в ручном и автоматическом порядке регулировать сварочные работы в нескольких режимах.
Аппарат с клещами питается от однофазной бытовой электросети.
Устройство оборудовано ручным приводом сжатия деталей, способным обеспечивать давление в 150 кг.
Сварка – неотъемлемая процедура любого строительного процесса или ремонта. Ведь с ее помощью можно надежно скрепить различные металлические детали, создавать каркасы, ограждения, заборы.
Однако, чтобы умело пользоваться сварочным аппаратом, необходим опыт. Особенно это касается контактной сварки, ведь этот процесс требует высокой точности и хорошего уровня владения аппаратом. Подробнее об этом методе скрепления деталей и различных его видах читайте ниже.
Характеристика контактного метода сварки
Контактная сварка – это процесс соединения металлических элементов, который происходит за счет прохождения через них электрического тока, поступающего из сварочного аппарата.
Очень важной составляющей контактного метода является зона сопротивления, находящаяся в зоне соединения металлических элементов. Именно поэтому данный вид называют еще электрической сваркой сопротивлением. Объединение металлических частей происходит за счет двух физических процессов: нагрева с помощью электрического тока и давления, оказываемого на металл.
Подобный тип широко применяется благодаря ряду преимуществ, которые он имеет в сравнении с другими. Большая электрическая мощность позволяет работать с прекрасной скоростью и производительностью. Производство одного стыка занимает до 1 сек! Работа с данным методом отличается высоким качеством.
Очевидным преимуществом является то, что в процессе контактной сварки не требуется использование никаких расходных материалов: ни газа, ни флюса, ни присадочной проволоки. Что немаловажно, подобный метод является экологически чистым, поэтому не влияет ни на работника, ни на окружающую среду. Отметим, что работы, проводимые контактным методом, может выполнять даже сварщик-новичок, благодаря простоте процесса.
Точечный вид соединения
Контактная сварка отличается вариативностью процесса соединения металлических деталей.
Существует множество разновидностей данного вида.
Для выполнения особо кропотливой и тонкой работы обычно используется точечный вид сваривания. Он заключается в соединении металла в небольших точках, которые зависят от размера электродов в сварочном аппарате. Именно электроды подводят ток и производят сжатие нагретых материалов. Несмотря на то что размер точек соединения небольшой (4-12 мм), металлические части скрепляются друг с другом намертво, поэтому беспокоиться о разрушении соединения не стоит.
Диаметр точек соединения зависит от силы электродов и тока, силы давления, приложенного на металл, размеров нагревающих частей электродов, а также состояния, в котором находятся соединяемые детали. В процессе точечной работы используются импульсы постоянного тока.
Рельефный метод сваривания
Следующая разновидность контактного способа соединения металлических деталей – рельефная. Суть процесса в том, что соединяются между собой предварительно подготовленные выступы на поверхности деталей. Эти выступы штампуются с помощью специального оборудования. Они могут быть разнообразной формы: от круглой до продолговатой. Таким образом, предварительная поверхность детали рельефная, отсюда и название процесса работы над ними.
Главное отличие рельефного способа от точечного в том, что при первой разновидности площадь воздействия и размер шва обуславливаются размером подготовленных выступов, а не электродов, как при втором способе. Данный вид контактной работы с деталями требует повышенной мощности электричества, что можно назвать недостатком.
Шовное варение: характеристика
Другим методом контактной сварки является шовный. Данный тип отличается тем, что детали соединяются между собой с помощью прерывистого или непрерывного шва. Прерывистый состоит из частых участков точечной сварки. Само сваривание происходит благодаря дисковым электродам, подводящим ток на достаточно большое пространство сразу. Прерывистый шовный способ используется чаще, чем непрерывный.
![]()
Дело в том, что непрерывный шов требует большей квалификации работника, а также оказывает куда большее влияние на оборудование, чем прерывистый, работать с которым можно постепенно, не перегружая аппаратуру и сварщика.
Существует также шаговый метод шовной варки, при котором ток на ролик электрода подается только после передвижения деталей. Ролики при этом постоянно находятся на деталях. Последний способ практически не используется, так как он недостаточно производительный и требует более сложного оборудования.
Стыковой вид и его особенности
Стыковой метод – еще один способ соединения деталей под воздействием электрического тока. Этот вид отличается от других тем, что детали соединяются в местах, где стыкуются специально подготовленные торцы, находящиеся на поверхности деталей. Существует несколько способов стыковой сварки металлических деталей: сопротивлением, непрерывным и прерывистым оплавлением.
В первом случае детали предварительно стыкуются и сжимаются, после чего к ним подводится ток, доводящий металл до пластичного состояния. При двух последних способах детали нагревают, а потом соединяют. Только при непрерывном оплавлении металл нагревают на протяжении всего процесса варения, а при прерывистом – детали то нагревают, то разводят, чтобы сэкономить ресурсы оборудования.
Стоит отметить, что существуют и комбинированные методы варки металлических частей: шовно-стыковой, рельефно-точечный. Они существуют для того, чтобы адаптировать процесс сваривания под конкретную ситуацию.
Вот и все, что нужно знать про различные виды контактного соединения металлов под действием электрического тока! Правильный выбор типа контактной сварки – залог успешной работы.
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.
Процедура контактной сварки
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления. Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки - стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток. Он проходит по большому числу мелких каналов заготовки, которые разогреваются, и в итоге расплавляется центральная зона точки сварки.
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.
Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток. Ток выключают после того, как стыкуемые поверхности нагреты до пластического состояния и проведена осадка. Таким методом принято сваривать детали из низкоуглеродистой стали, которая имеет прямоугольное или круглое сечение площадью приблизительно до 1000 миллиметров квадратных, и легированной стали площадью до 21 миллиметра квадратного.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы - латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий. Потом проводят осадку на определенную величину и выключают ток.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.
Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.
Затем совершается оплавление и осадка. Прерывистым оплавлением принято сваривать низкоуглеродистую сталь в тех ситуациях, когда мощность аппарата недостаточна для осуществления сварки с непрерывным оплавлением.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней - размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник. Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки. На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 - 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.

Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.

Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.