Шумопоглощающие перегородки и кабины. Сварочные кабели, кабельные разъемы и наконечники
§ 13. Инструмент, принадлежности и спецодежда электросварщика
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента.
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда. Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт.
Рис. 18. Конструктивные схемы электрододержатслей для ручной дуговой сварки:
а - вилочные, б - пружинные, в - зажимные, г - безогарковые, д - двухэлектродные, е - со стопорным кольцом
Для ручной дуговой сварки существует несколько типов электрододержателей (рис. 18). В некоторых из них для безопасной работы сварщика предусмотрено либо ручное, либо автоматическое отключение тока в момент прекращения процесса сварки. Один из таких электрододержателей показан на рис. 19. Он состоит из губки 1 для зажима электрода, цилиндрической рукоятки 2 и трубки 3, изготовленных из пластических материалов и являющихся изоляторами. В рукоятке расположен цилиндрический контакт 4, в продольный канал 5 которого вставлен шток соединительного стержня 6. Соединительный стержень ввинчивается в трубку и фиксируется винтом 7. В трубку вставлен электрический провод 5, на оголенный участок провода надевается чашечный контакт 10, который фиксируется в трубке винтом 11. При ввинчивании стержня 9 в трубку до соприкосновения его с контактом 10 электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном-двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
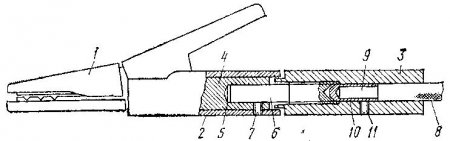
Рис. 19. Электрододержатель, оборудованный системой ручного отключения тока
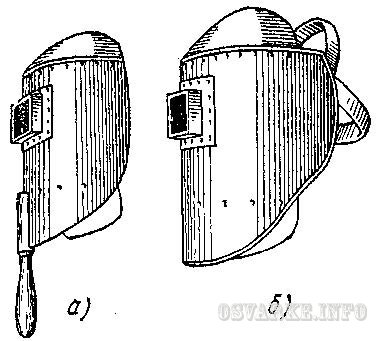
Рис. 20. Щиток (а) и маска (б) электросварщика
Щитки и маски (рис.20) применяются для предохранения глаз и кожи лица сварщика от вредного влияния электрических лучей и брызг расплавленного металла. Их изготовляют из легкого токонепроводящего материала (фибра, спецфанера). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через специальные стекла. Темные стекла-светофильтры марки Э-1 применяют при величине тока до 70 А, Э-2 - при величине тока до 200 А, Э-3 - при величине тока 400 А и Э-4 - при величине тока больше 400 А. Для предохранения от брызг металла светофильтры марки ТС-3 закрывают прозрачным стеклом. Для работы в монтажных условиях лучше применять каску-маску (рис. 21), которая также надежно защищает голову и удобна в эксплуатации как в летнее, так и зимнее время.
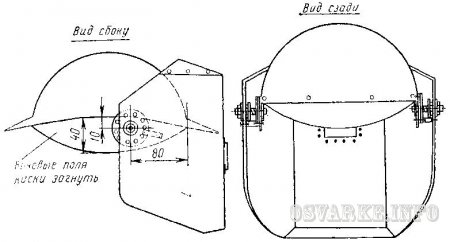
Рис. 21. Схема устройства каски-маски электросварщика
Сварочные провода. Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией. К электрододержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
В табл. 1 приведены данные по выбору сечения гибких сварочных проводов.
1. Сечение сварочных проводов в зависимости от величины сварочного тока
Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30-40 м, так как при большей длине проводов напряжение в них значительно упадет, что приведет к уменьшению напряжения дуги. Для соединения сварочных проводов применяют специальные муфты (рис. 22).
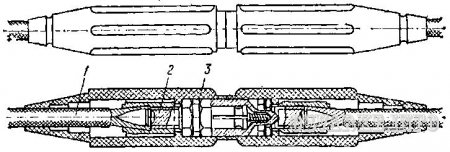
Рис. 22. Муфта для соединения сварочных проводов:
1 - сварочный кабель, 2 - металлический конус, 3 - корпус муфты
Вспомогательный инструмент . Стальная щетка (рис. 23, а) применяется для очистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
Молоток с заостренным концом применяют для отбивки шлака со сварных швов и для поставки личного клейма (рис. 23, б), зубило (рис. 23, е) применяют для вырубки дефектных мест сварного шва. Для замера геометрических размеров сварных швов электросварщику выдают набор шаблонов, а для клеймения их - стальные клейма.

Рис. 23. Инструмент электросварщика:
а - стальная щетка, б - молоток для сбивания шлака, в - зубило, г - молоток
Спецодежда электросварщика. Спецодежда (куртка и брюки или комбинезон, а также рукавицы) изготовляются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдается бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку - не заправляя в брюки. Чтобы избежать попадания расплавленного металла, карманы куртки должны закрываться клапанами, куртка должна застегиваться на все пуговицы. В резиновой спецодежде, обуви и перчатках, за исключением особенно сложных условий, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька, а обувь - на резиновой подошве. В холодное время года разрешается надевать валенки.
Вопросы для самопроверки
1. Как подобрать сварочный провод для подсоединения к электрической сети?
2. Какой существует основной и вспомогательный инструмент электросварщика?
3. Как подобрать защитные стекла?
4. Какая спецодежда применяется сварщиком при работе?
Уважаемый посетитель, Вы прочитали статью "Инструмент, принадлежности и спецодежда электросварщика", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Заработайте на своих знаниях . Отвечайте на вопросы и получайте за это деньги!
27 декабря 2011 | Просмотров: 23173 |
Специально оборудованное рабочее место для сварки называют сварочным постом.
Сварочный пост (рисунок 38) состоит из сварочного аппарата - источника питания дуги электрическим током, комплекта сварочных проводов, электрододержателя и собственно самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным постом, при переменном - передвижным.
Рисунок 38 - 1 - источник питания; 2 - ящик для электродов; 3 - ящик для инструмента; 4 - стеллажи для деталей и готовых сварных узлов; 5 - стул сварщика; 6 - стол сварщика; 7 - печь для прокалки электродов
Пост дуговой сварки постоянного тока включает:
Источник питания постоянного тока;
Балластный реостат;
Амперметр и вольтметр постоянного тока;
Сварочные провода;
Комплект инструментов сварщика: электрододержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов.
Пост сварки переменного тока отличается источником питания и типом измерительных приборов. Балластный реостат отсутствует.
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 - 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000 2000 мм; 2000 3000 мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол - из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 (обычно 150 - 300) мм для вентиляции. Кабины должны освещаться естественным или искусственным светом (80 - 100 лк), вентилироваться (воздухообмен 40 м3/ч) и иметь местную вентиляцию. В кабине устанавливают металлический сварочный стол высотой 0,5 - 0,6 м (для работы сидя) или 0,9 м (для работы стоя). Вместо стола может быть установлен кантователь, позиционер или другое механическое оборудование, облегчающее поворот изделия для удобства сварки.
Сварщику необходим набор инструментов и принадлежностей и он должен быть обеспечен средствами личной защиты и спецодеждой.
Инструменты и принадлежности .
К инструментам сварщика относятся:
1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении.
2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3) Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией.
К принадлежностям сварщика относятся:
Стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки;
Молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма;
Зубило для вырубки дефектных мест сварного шва.
Для замера геометрических размеров швов сварщику выдают набор шаблонов или универсальный шаблон сварщика УШС (рисунок 39).
Шаблон сварщика универсальный предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва.
Обозначение: «Шаблон сварщика универсальный УШС 3 модели 00314 ТУ 3936-050-00221190-99». Основные технические характеристики шаблона:
Диапазон измерения глубины дефектов (вмятин, забоин) глубины разделки шва до корневого слоя, превышения кромок (шкала Г), 0 - 15 мм;
Диапазон измерения высоты усиления шва (шкала Г), 0 - 5 мм;
Диапазон измерения величин притупления и ширины шва (шкала Е), 0 - 50 мм;
Диапазон измерения величины зазора (шкала И), 0,5 - 4 мм;
Диапазон измерения углов скоса кромок (шкала Д), 0 - 45 град.;
Номинальные значения диаметров электродов, измеряемых шаблоном (пазы Ж): 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 мм;
Масса (не более), 0,18 кг.
Устройство и принцип работы.
Шаблон состоит из основания 1, соединенного осью 4 с движком 2 и закрепленного на движке указателем 3 (рисунок 39).
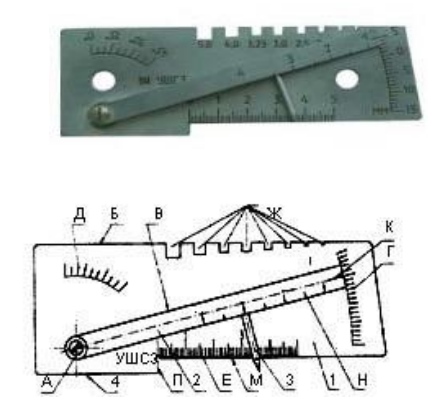
Рисунок 39 -
Контроль производится следующим образом:
1. Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона поверхностью А на изделие, затем поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью. Результат считывается против риски К по шкале Г.
2. Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. По шкале И, нанесенной на движке, считывается результат.
3. Контроль притупления шва, ширины шва производить при помощи шкалы Е, пользуясь ею как измерительной линейкой.
4. Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
5. Определение диаметров проволоки производится с помощью пазов Ж. Показатели назначения. Наименование показателя. Единица измерения. Значение. Контроль глубины дефектов (вмятин, забоев), глубины разделки шва до корневого слоя, превышение кромок (шкала Г), 0 - 15 мм. Контроль высоты усиления шва (шкала Г), 0 - 5 мм.
Контроль величины притупления и ширины шва (шкала Е), 0 - 50 мм. Контроль зазоров (шкала И), 0,5 - 4,0 мм. Контроль углов скоса кромок (шкала Д), 0 - 45 град. Определение номинального значения диаметра электродов, 1,0; 1,2; 2,0; 2,5; 3,0; 3,25; 4,0; 5,0 мм.
Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник.
Шумопоглощающие перегородки и кабины
Шумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п.
Шумопоглощающие перегородки и кабины могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха.
Ассортимент шумопоглощающих перегородок достаточно широк.
Простые шумопоглощающие перегородки позволяют легко ограничить временное рабочее место или получить отдельную кабину сварщика, которую легко собирать/разобрать и установить на новом месте.
Модульные шумопоглощающие перегородки, предлагаемые сегодня промышленностью, позволяют легко получить отдельную кабину сварщика, увеличить площадь имеющейся кабины, создать комплекс кабин. Все элементы легко собирать/разобрать и установить на новом месте.
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 - 10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Существуют два основных типа электрододержателей:
Электрододержатели винтового типа (рисунок 40) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
Электрододержатели с зажимом (рисунок 41) имеют зажимную часть, также надежно удерживающую электрод. Электрод вставляется в этот зажим.

Рисунок 40 -
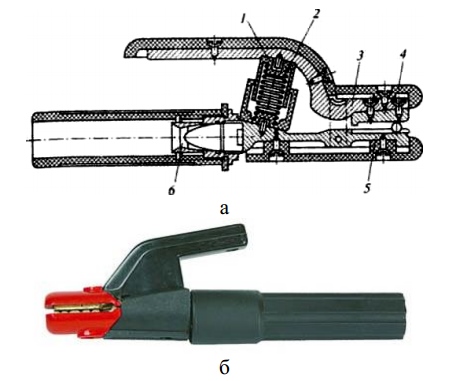
Рисунок 41 -
а - схема; б - общий вид 1 - защитный колпачок пружины; 2 - пружина; 3 - рычаг с верхней губкой; 4 - теплоизоляция; 5 - нижняя губка; 6 - конус резьбовой втулки
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта.
Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИ- ЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно.
Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа - для тока 125 А; 2 типа - 125 - 315 А; 3 типа - 315 - 500 А.
По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75.
Существуют специальные электрододержатели - например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется).
Технические характеристики некоторых электрододержателей приведены в таблице 5.
Сварочные кабели, кабельные разъемы и наконечники
Сварочные кабели .
Для подвода тока к электрододержателю и изделию от источника питания применяют гибкие сварочные кабели марок РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. Длина гибкого кабеля, к которому подсоединен держатель электродов, обычно равна 2 - 3 м, остальная его часть может заменяться кабелями марок КРПГН, КРПНТ и КРПСН. Применять кабель длиной более 30 - 40 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи, что отрицательно сказывается на качестве сварки. Кабель, соединяющий свариваемое изделие с источником питания, может быть более жестким и менее дорогостоящим, например ПРН. Сечение сварочных кабелей выбирают в зависимости от тока дуги и допустимых нагрузок для конкретной марки кабеля.
Кабель сварочный КСсш (рисунок 42) предназначен для соединения при дуговой сварке электродержателей, автоматических и полуавтоматических сварочных установок с источником питания на номинальное переменное напряжение до 220 В номинальной частоты 50 Гц или постоянное номинальное напряжение 700 В.
Конструкция: токопроводящая жила медная, многопроволочная, класса 5 для жил сечением от 10,0 до 95,0 мм2 и класса 4 для жил сечением 120,0 мм2 по ГОСТ 22483-77; изоляция: первый слой, состоящий из сшитого полиэтилена, накладывается обжатием, придавая кабелю круглую форму, второй слой - из поливинилхлоридного пластиката.

Рисунок 42 -
Количество жил: 1.
Сечение: 10,0; 16,0; 25,0; 35,0; 50,0; 70,0; 95,0; 120,0 мм2.
Сварочный кабель КГ - одножильный гибкий изолированный провод, сплетенный из большого числа медных, отожженных и про- луженных проволочек диаметром 0,18 - 0,2 мм. Поставляемый сварочный кабель соответствует ТУ 16 К73.05-93. Обозначение: КГ (КОГ) 1 25 - кабель гибкий (особо гибкий), 1 - одна жила в кабеле, цифры после знака умножения - сечение жилы кабеля. Кабель КГН - с нулевой жилой.
Конструкция: токопроводящая жила медная, многопроволочная, круглой формы, 5 класса по ГОСТ 22483. Токопроводящие жилы кабелей, предназначенных для работы в районах с тропическим климатом, изготовлены из медной проволоки луженой оловом или покрытой оловянно-свинцовым припоем с содержанием олова не менее 40 %.
Разделительный слой - синтетическая пленка, допускается наложение изоляции без пленки при отсутствии залипания резины.
Изоляция - из резины изоляционной. Изолированные жилы имеют отличительную расцветку сплошную или в виде продольной полосы. Изоляция нулевой жилы выполняется голубого цвета; если нулевая жила отсутствует, голубой цвет применяется для расцветки любой жилы, кроме заземляющей. Жила заземления имеет зелено- желтый цвет или обозначена цифрой 0. Расцветка одножильных и двухжильных кабелей не нормируется. Цвета красный, серый, белый и, если не в сочетании, зеленый и желтый не используются для расцветки жил многожильных кабелей.
Скрутка - изолированные жилы скручены с шагом скрутки не более 16 диаметров по скрутке.
Разделительный слой - поверх скрученных жил - синтетическая пленка или тальк, или другой аналогичный материал. Допускается изготовление без пленки при условии отделения изолированных жил от оболочки.
Оболочка - из резины шланговой. Оболочка кабелей, предназначенных для эксплуатации в районах с холодным климатом, изготовлена из резины шланговой в холодостойком исполнении. Оболочка кабелей, предназначенных для эксплуатации в тропических условиях, изготовлена из антисептированной резины. В одножильных кабелях марки КГ допускается замена изоляции и оболочки изоляционно-защитной оболочкой. Номинальная толщина изоляционнозащитной оболочки равна сумме номинальных толщин изоляции и оболочки или удвоенной толщине изоляции.
Сварочный кабель КГ предназначен для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до плюс 75 оС.
Для кабелей в тропическом исполнении к марке кабеля добавляют через дефис букву «Т». Для кабелей в холодостойком исполнении к марке кабеля добавляют через дефис буквы «ХЛ». В условное обозначение кабелей с нулевой жилой к марке добавляется буква «н», кабелей с двумя и тремя основными жилами и одной или двумя вспомогательными жилами - буква «в».
Характеристики кабеля КГ, предназначенного для присоединения электрододержателя и зажима заземления к источнику сварочного тока, представлены в таблице 6.
Как подобрать сварочный кабель?
Сварочный кабель подбирается в зависимости от параметров сварки.
При предварительном расчете необходимо исходить из того, что плотность тока в кабеле при номинальном значении сварочного тока данного источника питания не должна превышать 5 А/мм. Например, для номинального тока сварки 250 А сечение сварочного кабеля S равно 50 мм, а суммарное сопротивление R прямого и обратного провода должно быть не более 2:250 = 0,008 Ом. Допустимая для заданного сечения общая длина L прямого и обратного провода определяется из простой формулы R = pl/S. Для кабеля с медными жилами (p= 0,017 Л0"6 Омм) она составит около 24 м, т. е. длина как прямого, так и обратного провода равна 12 м. Более точные параметры эксплуатации кабелей необходимо брать из паспортных данных.
Наименование |
Масса кабеля, кг/м |
|
Кабель сварочный КГ 1 16 | ||
Кабель сварочный КГ-ХЛ 1 16 |
||
Кабель сварочный КГ 1 25 | ||
Кабель сварочный КГ-ХЛ 1 25 |
||
Кабель сварочный КГ 1 35 | ||
Кабель сварочный КГ-ХЛ 1 35 |
||
Кабель сварочный КГ 1 50 | ||
Кабель сварочный КГ-ХЛ 1 50 |
||
Кабель сварочный КГ 1 70 | ||
Кабель сварочный КГ-ХЛ 1 70 |
||
Кабель сварочный КГ 1 95 | ||
Кабель сварочный КГ-ХЛ 1 95 |
||
Примечание: ХЛ - в холодостойком исполнении |
||
Площадь сечения сварочного кабеля и его длину желательно подбирать таким образом, чтобы падение напряжения в соединительных проводах (прямом и обратном) сварочного контура не превышало 2 В. При этом падение напряжения определяют как разность напряжений, измеренных на зажимах сварочной цепи источника питания (трансформатора, выпрямителя, агрегата) и между электродом и изделием.
Зажимы для обратного провода (клеммы заземления)
При подключении источника питания к сварочной цепи следует обращать внимание на качество электрических контактов на выходных клеммах аппарата и в местах подсоединения изделия и электрода.
Обратный провод, т. е. провод, соединяющий свариваемое изделие или приспособление с источником питания, может быть менее гибким и обычно изготовляется из более дешевого провода марки ПРГ, ПРН (ГОСТ 1977-68). Обратный провод часто снабжают быстродействующим зажимом (клеммой) из электропроводного металла для присоединения к свариваемому изделию.
Зажимы для проводов могут быть пружинного (рисунок 43) или винтового типа с насечками для надежного электрического контакта даже в тех случаях, когда металл не совсем очищен. Желательно предусмотреть возможность подвода тока через обе губки зажима. Часто при работе в стационарных условиях обратный провод заменяют медной, алюминиевой или стальной шиной. Сечение стального шинопровода по сравнению с медным должно быть увеличено, так как удельное сопротивление стали значительно больше. Кроме того, при сварке на переменном токе учитывают дополнительные потери, связанные с поверхностным эффектом, т. е. с явлением неравномерной плотности тока в проводниках (увеличение плотности тока на периферии и снижение внутри проводника).

Рисунок 43
Зажимы обеспечивают отличный контакт с изделием, отличаются надежностью и долговечностью, предназначены для использования при сварке с силой тока до 150 - 200 и 300 - 400 А.
Выпускаются также клеммы-струбцины (рисунок 44) и магнитные клеммы (рисунок 45).

Рисунок 44

Рисунок 45 -
Соединители сварочных проводов. Для соединения сварочных проводов (кабелей) применяются специальные соединители. Примером могут служить соединители кабельные неразъемные СКН-25 (250А), СКН-31 (315А) и СКН-50 (500 А) с винтовым соединением при редком разъединении кабеля. Изготавливаются в климатическом исполнении У категории размещения 1 по ГОСТ 15150 (рисунок 46).
Разъемные соединители типа СКР (рисунок 47) предполагают частое разъединение.
Соединители кабельные неразъемные СКНП и разъемные панельные СКРП (рисунок 48) могут крепиться на жестком основании.

Рисунок 46

Рисунок 47 -

Рисунок 48 -
Одежда сварщика
Одежда сварщика изготавливается из различных тканей при выполнении основных требований:
Огнестойкость и термостойкость наружной поверхности;
Внутренняя поверхность должна быть влагопоглощающей. Промышленностью предлагаются различные варианты одежды,
например, костюм «ЗЕВС», представленный на рисунке 49.

Рисунок 49 -
Выпускается в соответствии с ТУ 8572-111-54927561-2007.
Ткань верха:
- «Геркулес» (Klopman International), хлопок - 100 %, плотность - 460 г/м, цвет зеленый, НМВО пропитка «Гидрофойл», КЩС- 50, огнестойкая технология «Пробан» (105-0019-03);
- «Арсенал», хлопок - 100 %, 500 г/м, цвет черный, МВО, огнестойкая отделка (105-0019-79).
Сварщик также пользуется подшлемниками (рисунок 50), специальной обувью (рисунок 51), рукавицами (перчатками, рисунок 52).

Рисунок 50 -
Подшлемник изготавливается по ГОСТ 17-635-87; ТУ 8579-00454927561-2007, используются ткани «Геркулес» и «Арсенал», застежка на пуговицах; в подшлемнике есть регулировка по глубине.
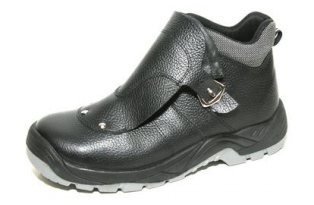
Рисунок 51 -
В специальной обуви для сварщиков использована подошва из нитрильного каучука (нитрил). Такая подошва выдерживает широкий температурный диапазон от минус 40 до плюс 300 оС, практически не скользит, имеет отличную износостойкость и хорошую масло-, бензо, кислото- (до 60 %) и щелочеустойчивость. Эта обувь имеет сертификат EN ISO 20345 HRO (Heat Resistant Outsole), подошва выдерживает воздействие высоких температур. Имеется механизм быстрого сброса обуви, в случае попадания искр, брызг раскаленного металла вовнутрь ботинка.

Рисунок 52 -
Перчатки «ANSELL Воркгард» соответствуют ГОСТ 12.4.01075, EN388, EN407, EN420. Кожаные перчатки с усиленной ладонной частью отлично подходят для проведения сварочных работ, устойчивы к истиранию, разрывам. Все швы прошиты нитью «Кевлар Фай- бер», материал подкладки состоит из хлопка. Длина 380 мм. Применяются также специальные краги (рисунок 53).
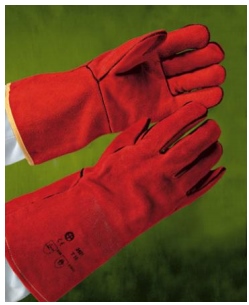
Рисунок 53 -
Краги рекомендуются для работников металлургической промышленности, сварщиков. Защищают руки от искр, брызг раскаленного металла, повышенных температур. Отличительные характеристики: хлопчатобумажная подкладка. Соответствуют ГОСТ 17-528-85.
Защитные средства от излучения сварочной дуги
В качестве защитных средств от излучения сварочной дуги применяются как коллективные средства в виде непрозрачных щитов, ширм, занавесок из негорючих материалов, так и индивидуальные защитные средства: ручные и наголовные щитки, очки, шлемы, экраны.
Коллективные защитные средства:
Металлические перегородки, щиты, ширмы, выкрашенные матовыми небликующими красками;
Брезентовая ткань, пропитанная огнестойким составом, в виде занавесок и штор;
Синтетические шторы из огнестойких полимерных материалов.
Индивидуальные защитные средства:
Ручные защитные щитки и непрозрачного материала: фибры, электрокартона, полимерных самозатухающих материалов;
Наголовные защитные щитки из тех же материалов трех конструкций: щиток, каска-маска, щиток с принудительной подачей воздуха;
Наголовные шлемы (защита затылочной части головы);
Наголовный мягкий щиток - «чулок» из спилка для работ в стесненных условиях.
На защитные щитки для электросварщика есть 2 стандарта: ГОСТ 12.4.023-84 «Щитки защитные лицевые. Общие технические требования и методы контроля», ГОСТ 12.4.035-78 «Щитки защитные лицевые для электросварщиков. Технические условия».
На светофильтры есть стандарт ГОСТ 216-87.
Условное обозначение щитка буквенно-цифровое:
Х - Х ХХ ХХ ГОСТ 12.4.035-78, где
Х - тип щитка (НН, ННП, РН, РНП, УМ);
Х - марка светофильтра по ОСТ 216-87;
ХХ - двухзначный номер модификации щитка;
ХХ - вид климатического исполнения по ГОСТ 15150-69.
В первой позиции сочетания букв означают:
НН - щиток с наголовным креплением с непрозрачным корпусом.
ННП - щиток с наголовным креплением с непрозрачным корпусом с подвижным стеклодержателем.
РН - щиток ручной с непрозрачным корпусом.
РНП - щиток ручной с непрозрачным корпусом с подвижным стеклодержателем.
УН - щиток универсальный с непрозрачным корпусом.
Пример обозначения: Щиток НН-5 05 У1 ГОСТ 12.4.035-78 - щиток наголовный с непрозрачным корпусом со светофильтром С5 по ГОСТ 12.4.080-79, модификации 05, климатическое исполнение У1.
Защитные очки (маски). Электрическая дуга ослепляюще действует на глаза сварщика и других близко находящихся людей. Кроме того, в спектре дуги содержатся невидимые ультрафиолетовые (УФ) и инфракрасные (ИК) лучи, вызывающие воспаление слизистой оболочки глаз и ожоги кожи. Для защиты лица и глаз сварщики применяют очки (рисунок 54), щитки или маски (ГОСТ 1361-69*) со специальными светофильтрами (ГОСТ 9497-60*).

Рисунок 54 -
Очки рекомендуются для использования вблизи проведения газосварочных работ. Оптический класс № 1 (не дает искажения, не имеет ограничения по длительности ношения). Обеспечивают защиту от УФ-лучей и ИК-излучения (степень защиты 1,7). Имеют покрытие против царапин и брызг расплавленного металла. Дужки регулируются по длине и углу наклона линзы. Мягкие подушечки Дуофлекс на заушниках создают дополнительных комфорт.
Линза: ударопрочный поликарбонат.
Зеленая линза поглощает все излучения, которые возникают при газосварочных работах: ИФ, УФ и яркий свет.
Соответствуют ГОСТ 12.4.013-97, EN 166-168, 170.
Защита от излучения осуществляется специальными светофильтрами. В зависимости от условий работы выбирают стекло светофильтра определенного номера. С наружной стороны светофильтр закрывают обычным стеклом, которое меняют по мере его загрязнения.
Светофильтры следует подбирать с учетом применяемой силы тока.
Появление специальных светофильтров «Хамелеон» стало этапом в индустрии защитных средств для сварщиков.
Автоматически затемняемый светофильтр предназначен для защиты глаз сварщика от светового излучения в видимой части спектра: затемнение усиливается при начале сварки, что позволяет легко контролировать начало сварки без опасности ослепить глаза («поймать зайчика», как говорят сварщики).
Светофильтр изготовлен по принципу «слоеного пирога», где несколько слоев жидких кристаллов находятся между поляризационными пленками. Под напряжением жидкие кристаллы «выстраиваются» в определенном направлении, таким образом блокируя часть поляризованного света.
Следует также заметить, что наибольшую опасность при дуговой сварке составляет невидимое излучение в ультрафиолетовом и инфракрасном спектре. Даже неисправный светофильтр - «хамелеон» обеспечивает постоянную защиту от этих излучений благодаря постоянному УФ-, ИК-фильтру. Источником питания для схемы управления светофильтра могут служить заменяемые батареи (обычно литиевые элементы - «таблетки») и/или солнечные батареи.
Зависимость затемнения от угла падения света. Большинство «бюджетных» фильтров обеспечивают заданную степень затемнения в пределах (± 10) град. В 90 % случаев этого вполне достаточно (редко кто сваривает, искоса смотря на дугу). Тем не менее, фильтры ведущих производителей используют два, а то и три ЖК-слоя, чтобы максимально устранить этот эффект. Кроме того, некоторые фильтры используют технологию ADC (Angular Dependence Compensation), увеличивающую пределы гарантированного затемнения до (± 30) град. при использовании даже одного ЖК-слоя.
Время срабатывания (закрытия). Практически все современные «хамелеоны» обеспечивают время срабатывания меньше 0,001 с, чего достаточно для гарантированной защиты глаз.
Время срабатывания замедляется при падении температуры. Например, если при температуре +55 градусов время срабатывания может быть 0,08 - 0,1 мс, то при температуре минус 5 градусов - 0,5 - 0,9 мс. Поэтому нижняя температура для работы светофильтров обычно не ниже минус 10 градусов. Тем не менее, если маску не оставлять в неотапливаемом помещении или на улице, она может обеспечить нормальную работу при более низких температурах, в процессе работы «подогреваясь» теплом от сварочной дуги и самого сварщика.
Важно не только время, но и стабильность срабатывания независимо от таких факторов, как грязь, пыль, царапины на защитном стекле, состояние батареи и т. д.
При выборе светофильтров необходимо принимать во внимание фирму-изготовитель, оптический класс и сертификацию светофильтра, срок гарантии, количество и виды регулировок, возможность использования светофильтра при ТИГ-сварке. Рассмотрим подробнее эти требования.
1. Фирма производитель. Следует выяснить:
Кем и когда изготовлен светофильтр (часто название маски - лишь торговая марка, никак не связанная с производителем). Также должен быть указан оптический класс и уровень сертификации светофильтра (оптический класс - три цифры, идущие через наклонную черту, например 1/2/1 сертификация - например, CE, DINplus);
Срок гарантии. Помните, что невидимое излучение может быть гораздо опаснее видимых вспышек; расплачиваться же за скупость придется собственным зрением.
2. Количество и виды регулировок. Иногда совсем без регулировок. Иногда с регулировкой затемнения. Профессиональные светофильтры идут с тремя регулировками:
Затемнения (обычно от 9 до 13 DIN, что соответствует по ГОСТу С3-С9). Есть маски с автоматической/двухдиапазонной регулировкой затемнения;
Чувствительностью (можно настроить на защиту от яркого светового излучения нагретого металла или электрода). Очень нужная регулировка для профессиональных сварщиков;
Временем задержки открытия после окончания сварки (чтобы остыл металл и послесвечение «не било» по глазам, а также исключить открытие светофильтра при кратковременных паузах).
На некоторых моделях фильтров есть режим отключения фильтра (например, при работе шлифмашинкой).
Регулировки могут быть:
Внешними и/или внутренними: внутренние прямо на фильтре («колесики» или кнопки), внешние выносятся на левую сторону маски;
Плавными или ступенчатыми: плавная регулировка позволяет более точно установить комфортную степень затемнения. Внешние регулировки (главным образом регулировка затемнения) предпочтительны, если:
В процессе сварки необходимо изменять сварочный ток без остановки процесса, например, при переходе от большой толщины металла к меньшей;
Вместе с маской вы используете средство защиты органов дыхания (например, автономный турбоблок, подающий очищенный воздух под маску).
3. Подходит ли светофильтр для ТИГ-сварки?
Работоспособность на ТИГ-сварке (аргонодуговой сварке неплавящимся электродом) - обычно очень характерный показатель: если фильтр пригоден для ТИГ-сварки, он будет прекрасно работать и в ММА (штучными электродами), и в МИГ/МАГ (полуавтоматической сварке). Но не наоборот: некоторые «хамелеоны» нестабильно ведут себя на ТИГ-сварке - могут самопроизвольно открываться. Как правильно, для ТИГ-сварки необходимо наличие всех трех основных регулировок светофильтра.
Важен размер и вид защитного прозрачного стекла - в некоторых масках возможно использование лишь «своих» поликарбонатных стекол, что иногда приводит к завышенной стоимости и сложностям при покупке.
Масса, габариты маски, конструкция наголовника часто не менее важны для удобства, чем характеристики светофильтра.
Разнообразие модификаций масок сварщиков, изготавливаемых разными фирмами, позволяет выбрать необходимую не только по техническим характеристикам, но и по дизайну. Общий вид маски показан на рисунке 55.

Рисунок 55 -
Характеристики маски сварщика (например, для маски SHINE):
Включение/отключение - автоматическое;
Смотровое окно - 100 49 мм;
Скорость затемнения - 100 мкс;
Защита от УФ/ИК излучения постоянно - 15 DIN;
Исходная степень затемнения - 4 DIN;
Плавная регулировка чувствительности;
Плавная регулировка степени затемнения 9 - 13 DIN;
Плавная регулировка времени просветления 0,1 - 0,9 с;
Наличие индикатора разряда элементов и самодиагностика;
Масса 540 г;
Рабочая температура минус 10 до плюс 50 оС.
» Щётки для сварщиков
Жгутовые щётки сварщиков Lessmann по металлу и нержавеющей стали
Специальные жгутовые щетки для сварщиков Lessmann имеют небольшую ширину, что позволяет обрабатывать сварной шов любого типа. С помощью щеток для сварщиков зачищают U и V - образный сварной шов применяемых при строительстве магистральных трубопроводов. Щётки сварщиков из нержавеющей стальной проволоки имеют зелёный корпус.
Виды проволоки для щёток сварщиков
- STH высокопрочная стальная прямая проволока
- ROH высокопрочная нержавеющая стальная прямая проволока
Заказать специальные щетки для зачистки труб Вы можете в компании Абразивкомплект. Для этого выберите типоразмер щетки и направьте заявку на электронную почту или факс.
Щётка для сварщиков, стальная проволока STH
Щётка сварщика STH
Щётка для сварщиков из стальной жгутовой проволокой для предварительной и финишной обработки угловых и стыковых сварных швов. Жгутовая щетка эффективно зачищает сварной швов, удаляет окалину, заусенцы. Жгутовая щетка для сварщиков изготавливаются из стальной проволоки STH диаметром 0.50, 0.80 мм
Области применения:
Щётка для сварщиков, нержавеющая стальная проволока ROH
Щётка сварщика ROH
Щётка для сварщиков из стальной нержавеющей проволокой для предварительной и финишной обработки угловых и стыковых сварных швов, зачистки заусенцев. Дисковые жгутовые щетки изготавливаются из нержавеющей проволоки ROH диаметром 0.50 мм класса 1.4310 или из проволоки класса 1.4401 под заказ
Области применения:
Щетки для сварщиков Lessmann с тонкими жгутами способны проникнуть в узкие и труднодоступные места. Сварочные щетки, как и абразивные круги преимущественно используются при строительстве трубопроводов. После обработки сварного шва жгутовой щёткой для сварщиков, он приобретает "отбитый" вид. Щетки для сварщиков Lessmann имеют левое плетение, что значительно увеличивает срок службы щётки. Щётки для сварщиков Lessmann имеют экспертное заключение ВНИИИГАЗ о "соответствии технических условий технических щёток для подготовки свариваемых элементов и зачистки сварных швов производства "Lessmann GmbH" техническим требованиям ОАО "Газпром" при выполнении работ по диагностике и ремонту объектов транспорта газа ОАО "Газпром"