Можно ли варить алюминий инверторной сваркой. Сварочный процесс-трудности работы с материалом. Регуляторы сварочных установок.
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
По заявлениям опытных сварщиков, электросварка этого «крылатого» металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
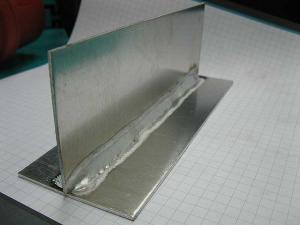
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).

Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.

Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 — для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током , предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в , и уж тем более в .
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя. Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.

Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
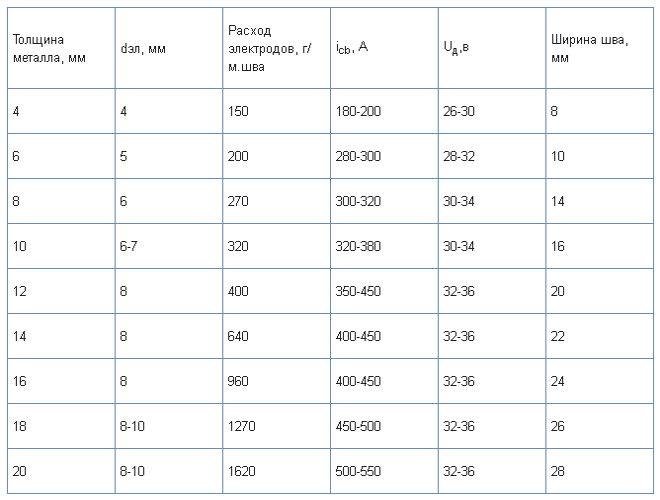
Режимы сварки алюминиевыми электродами
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.
Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
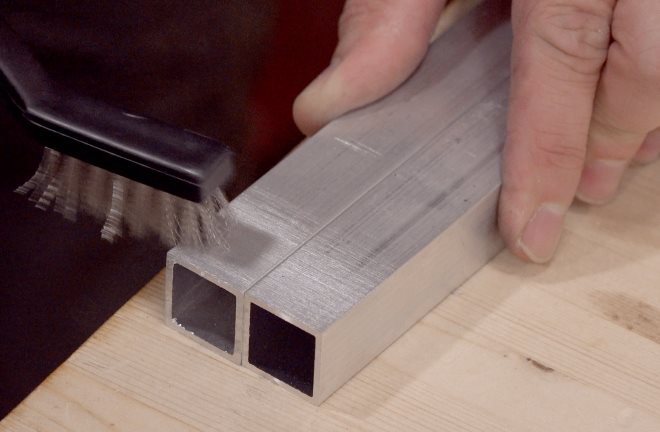
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Можно ли сварить алюминиевые детали в домашних условиях инвертором.
Что, кроме сварочного аппарата, обязательно, понадобится.
Какие электроды нужны для выполнения работ.
На все вышеперечисленные вопросы, мы ответим ниже.
Аргонно-дуговая сварка
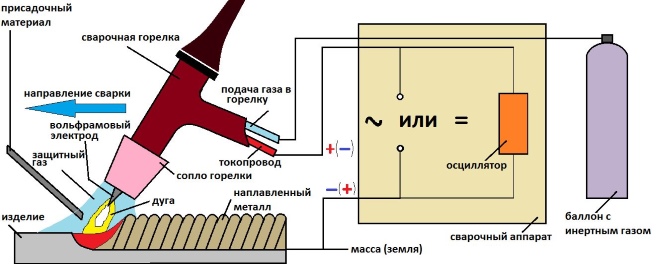
Для сварки алюминия в домашних условиях используется метод аргонно-дуговой сварки на основе неплавящегося вольфрамового электрода.
Комплект сварочного оборудования состоит из:
- инвертора переменного или постоянного тока,
- газовой горелки для аргонной сварки с керамическим наконечником,
- баллона с аргоном.
Для работы, обязательно, понадобится защитная маска и . Очень удобны маски с автоматическим затемнением.
С наружной стороны расположен регулятор уровня затемнения, который можно подстраивать в процессе сварки.
Внутри расположены еще два регулятора – время задержки перед и после сварки.
С их помощью устанавливается, насколько быстро светофильтр будет затемнятся, прежде чем образуется дуга, и возвращаться в исходный режим после прекращения подачи напряжения.
После включения инвертора в сеть , открываем запорный вентиль на баллоне с аргоном.
Желательно, чтобы кроме газового редуктора на баллоне были установлены манометры, показывающие давление в баллоне и на выходе из баллона, и ротаметр (измеряет расход аргона в минуту).
Это позволит более тонко настраивать условия сварки для металлов разной толщины. Оптимальное выходное давление находится в пределах 0.4-0.5 атмосфер.
Если предстоит варить совсем тонкие детали из алюминия, например, во время изготовления тумбы со столешницей в ванной своими руками (), будет достаточно 0.3 атмосферы.
Газовая горелка
В своей конструкции горелка имеет керамическое сопло. Это – расходный материал, и в комплекте их нужно иметь несколько.
Иногда. керамические наконечники бьются в процессе работы или лопаются. Кроме того, для различных условий сварки, понадобятся сопла различных диаметров.
Самые ходовые , это размеры от 4 до 8. Сопла большего размера в бытовых условиях не используются.
Четвертый размер имеет выходное отверстие диаметром 6.5 мм, номер 8 – 12.5 мм. Чем дальше вынос электрода и больше свариваемая площадь, тем больший размер сопла нужно устанавливать.
С тыльной части горелки прикручивается каппа – пустотелый конус, скрывающий нерабочую часть вольфрамового электрода и фиксирующий его.
На новый электрод устанавливается длинная каппа. По мере стачивания и укорачивания прутка, можно накрутить среднюю или короткую каппу.
Настройки инвертора
 Первая настройка, от которой автоматически подстраиваются остальные параметры – это режим сварки.
Первая настройка, от которой автоматически подстраиваются остальные параметры – это режим сварки.
Существует два режима:
- TIG LIFT и TIG HF.
Режим TIG LIFT – в этом случае дуга образуется после того, как вы коснулись и оторвали электрод от поверхности металла. Подойдет для точечной или небольших участков.
Режим TIG HF – это бесконтактный поджиг дуги. Между свариваемой поверхностью и электродом сохраняется постоянный зазор около 3 мм.
По нажатию кнопки на горелке, высокочастотный преобразователь подает напряжение и образовывает электрический разряд.
Настройка тактов
Аргоновая сварка может осуществляться в 2 или 4 такта . Двухтактный режим – поднесли электрод к детали, зажали кнопку на горелке, идет автоматическая продувка аргоном и зажигается дуга.
Это – первый такт. Сварили определенный участок, отпустили кнопку – это второй такт.
Четырехтактный режим применяется для сварки длинных швов. В этом случае, электрод подносится к поверхности, кнопка нажимается и отпускается, процесс сварки запускается.
Это – первый и второй такты. Когда нужный участок обработан, кнопка снова нажимается и отпускается – третий и четвертый такты. После этого идет холостая продувка аргоном и сварка завершается.
На странице: написано про сварку армированных полипропиленовых труб.
Еще существует четырехтактный режим 4T LOCK. При этой настройке, в процессе сварки можно в любой момент выбрать и поменять силу тока.
SPOT — этот режим используется исключительно для прихватки деталей. В этом случае отключаются настройки уровня пульсации и некоторые другие настройки.
PULSE — в этом режиме становится доступной настройка частоты, в пределах которой будет меняться его сила. Возможно установить значение от 0.2 до 20 герц в секунду.
EASY PULSE — так называемый «Ленивый режим». Кнопка позволяет все остальные настройки переложить на автоматику.
Предварительно нужно только установить необходимую силу тока, а все остальные параметры аппарат подберет самостоятельно. Подходит для большинства режимов.
Предварительная продувка аргоном
Устанавливает время холостой подачи газа перед началом сварки. Зависит от толщины и площади свариваемых деталей. Возможно настроить от 0 до 2 секунд.
Настройка заварки кратера.
Одна из отличительных особенностей аргонной сварки – при резком прекращении процесса, в конце образуется углубление.
Чтобы этого избежать , нужно правильно настроить регулятор времени заварки кратера и завершающей продувки аргоном.
 При этом, при окончании сварки, сила тока уменьшается постепенно, и шов остывает под защитой инертного газа.
При этом, при окончании сварки, сила тока уменьшается постепенно, и шов остывает под защитой инертного газа.
Возможно установить время от 0 до 10 секунд.
Настройка зависит от массы детали и устанавливается опытным путем.
При сварке тонких деталей , если установить слишком большое время, вы рискуете запросто пропалить металл. Во время монтажа или ремонта , время устанавливается минимальное – 1.5-2 секунды.
Завершающая продувка.
Для обеспечения качественного шва, сварочная ванна и вольфрам должны остывать под защитой аргона.
Эта настройка, напрямую зависит от:
- толщины электрода,
- установленной силы тока,
- толщины свариваемых деталей.
Чем они больше, тем дольше должно быть время завершающей продувки. При сварке листов, толщиной 1.5-2 миллиметра, достаточно 3 секунды.
Для сварки уголков, используемых в качестве каркаса для установки акриловой ванны (), толщина металла у которого достигает 3-4 мм, необходимое время продувки, возрастает вдвое.
Какие бывают электроды
 Электроды для аргонно-дуговой сварки изготавливаются из вольфрама методом порошковой прессовки.
Электроды для аргонно-дуговой сварки изготавливаются из вольфрама методом порошковой прессовки.
Сам по себе, вольфрам является тугоплавким металлом.
Для дополнительного повышения порога плавления, в него добавляют различные присадки, в количестве от 0.5 до 4%.
Это могут быть оксиды:
- тория,
- лантана,
- циркония,
- церия.
По сравнению с электродами из чистого вольфрама, добавление примесей, значительно улучшает эксплуатационные качества – облегчается поджиг дуги и электроды меньше греются в процессе сварки.
Наилучшим образом, при сварке алюминия себя показали электроды с добавлением латана. Они имеют на хвостовике метку синего или голубого цвета.
С добавкой тория больше подходят для сварки нержавеющей стали (как сделать ). У них метка красного цвета.
Электроды с церием являются универсальными и одинаково хорошо подходят для сварки любых металлов. Имеют полоску белого цвета.
 За последнее десятилетие производство электродов из тория значительно сократилось.
За последнее десятилетие производство электродов из тория значительно сократилось.
Это связано с тем, что торий – это излучающий металл и вокруг него создается радиоактивный фон .
В масштабах одного электрода или даже упаковки, уровень радиации, практически, не изменится и опасности для здоровья не возникает.
Но вот в местах массового складирования, показатели могут выходить за пределы нормы.
Самую большую опасность представляет пыль , которая образуется в процессе заточки.
Поэтому, в обязательном порядке, для этой работы нужно применять защитную маску. Это относится к заточке электродов из любых материалов.
Линейка производимых размеров электродов очень широкая. Но, если не брать в расчет промышленное производство, самые ходовые – это электроды диаметром 1.6, 2.0, 2.4, 2.5 и 3.2 мм.
Оптимальная сила тока
Правильно настроить силу тока для сварки алюминия поможет следующая таблица.
 Важное дополнение:
Важное дополнение:
- при подаче постоянного тока, вложение тепла идет, непосредственно, в положительный электрод, поэтому наличие оксидов особой роли не играет.
При значительном увеличении указанной силы тока, это может привести к его разрушению.
В таблице указаны данные для электродов диаметром до 3.2 мм .
При увеличении размера, необходимая сила тока сильно возрастает, и бытовые сварочные аппараты на такие показатели не рассчитаны.
Как правильно заточить электрод
Вне зависимости от того, какой ток, переменный или постоянный, будет использоваться в процессе сварки, например, перегородки для санузла (про класс премиум написано ), электрод, всегда затачивается одинаково.
Форма заточки вычисляется по очень простой формуле.
- Длина заточки = 2.5 * диаметр.
Некоторые мастера, для облегчения образования дуги, оставляют кончик слегка закругленным.
При работе с алюминиевой профильной трубой (как сделать без сварки написано ), специально притуплять электрод нет необходимости, так как «шарик» электроразряда образуется самостоятельно, достаточно легко.
 В процессе заточки, нужно всегда следовать одному правилу
– электрод должен располагаться не поперек направления движения точильного камня, а вдоль.
В процессе заточки, нужно всегда следовать одному правилу
– электрод должен располагаться не поперек направления движения точильного камня, а вдоль.
Это — важно, потому, что при поперечном расположении, остающиеся на поверхности микроскопические риски будут препятствовать свободному образовании электрической дуги.
При продольных рисках, разряд легко будет стекать к самому кончику электрода.
При заточке, электрод, постоянно, проворачивается вокруг своей оси, что поможет образовать правильный по форме конус.
Удобно для этой цели использовать электрический шуруповерт, закрепив в его патроне вольфрамовый пруток.
Когда процесс заточки будет подходить к концу, снижайте обороты шуруповерта до минимальных, чтобы на последнем этапе не появились спиральные риски.
Одновременно, с проворачиванием электрода, старайтесь перемещать его по всей ширине заточного круга, чтобы избежать точечного износа абразива.
Посмотрите в видеоролике, как сваривать алюминий в домашних условиях собственными руками.
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.

Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.
По с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).

Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.

Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
- Торцы соединяемых деталей и область, прилежащая к будущему сварному шву, тщательно зачищаются, для чего используется металлическая щетка или (в некоторых случаях) химическое средство.
- Если сварку планируется выполнять электродами, на которые нанесено специальное покрытие, что часто практикуется именно в условиях гаража или домашней мастерской, то электроды необходимо предварительно прогреть в специальной печи.
- Сварочные работы выполняются не спеша. Это требуется для того, чтобы обеспечить качественный прогрев соединяемых деталей. При данного металла электродами и присадочным прутком не производятся поперченные колебания, а сама сварка выполняется в один слой. Чтобы более подробно познакомиться с нюансами данного процесса, можно посмотреть обучающее видео.
- Защитный газ, используемый для выполнения сварки, начинает подаваться за несколько секунд до ее начала. После окончания процесса также необходимо выждать 5–7 секунд, а затем выключить подачу газа.
Итак, выполнять сварочные работы с таким металлом, как алюминий, можно и в домашних условиях, важно только использовать для этого соответствующее оборудование и расходные материалы. Естественно, необходимо обладать и навыками выполнения сварочных работ – одного просмотра тематического видео будет мало, если вы плохо знакомы с инвертором.(голосов: 1 , средняя оценка: 5,00 из 5)
- Подготовительный этап работы
- Соблюдение полярности
- Технология сварки алюминия
- Влияние режима сварки на качество шва
- Меры безопасности
- Список инструментов и материалов
Сварка используется уже не одно десятилетие. Возведение практически любого здания или сооружения требует соединения металлических конструкций. Это могут быть металлические балки, проволока. Сварка нашла широкое применение в промышленности. Если еще несколько лет назад пользовались крупногабаритным оборудованием (трансформаторами), то сегодня все чаще используются инверторы. Большой интересен представляет сварка алюминиевых деталей. Не многие знают, как варить алюминий инвертором. Здесь есть свои особенности, связанные со свойствами данного металла.

Известно несколько разновидностей сварки: ручная дуговая, газовая, а также с применением полуавтомата или автомата. Для алюминия подходит как ручная сварка, так и полуавтоматическая. В последнем случае специальное устройство продвигает сварочную проволоку в рабочую зону, а сварщик выполняет всю остальную работу. Все это в значительной степени улучшает качество сварного соединения и повышает прочность конструкции. Нужно более подробно рассмотреть основные этапы работы по свариванию алюминиевых изделий.
Что представляет собой инвертор?
Чтобы инвертором варить правильно, требуется знать его особенности. Инвертор – это устройство, используемое для перевода постоянного электрического тока в переменный. При этом изменяется частота или напряжение. Инверторы могут использоваться в комплексе с другими аппаратами или же отдельно. Инверторы бывают разными, но все они очень компактные. Сегодня практически все инверторы выпускаются в виде переносного оборудования. Это очень удобно при организации сварочных работ. Важно то, что варить алюминий инвертором целесообразно только с применением защитного газа. В качестве последнего используется аргон. В силу всего этого рекомендуется приобретать инверторы специально для аргоно-дуговой сварки. Это оборудование имеет следующие преимущества:
- обеспечение оптимального горения сварочной дуги;
- быстрое зажигание;
- формирование ровного и качественного шва;
- возможность сваривать алюминиевые изделия минимальной толщины.

Чтобы сварить алюминий, необходимо правильно выбрать оборудование (инвертор). На сегодня в магазинах имеется огромный ассортимент этого товара. Практически все агрегаты работают от напряжения 220 В. К основным техническим характеристикам относится предел регулирования силы электрического тока, наличие или отсутствие возможного прилипания к металлу, габариты, наличие быстрого зажигания дуги.
Стоимость агрегата зависит от его характеристик. Наиболее простой инвертор можно приобрести за 6000-7000 руб. В том случае, если приходится нечасто, то лучше всего позаимствовать данный аппарат. Покупая оборудование, нужно обращать внимание на срок гарантии, присутствие технического паспорта и его внешний вид.
Вернуться к оглавлению
Особенности сварки алюминиевых изделий

Пользуясь инвертором, варить нужно очень осторожно. Опытные сварщики знают, что сваривать железо, чугун и сталь намного проще, нежели алюминий. Чем вызваны такие трудности? Все дело в том, что алюминий относится к цветным металлам и имеет особенности.
Во-первых, любое алюминиевое изделие имеет на своей поверхности тонкую пленку. Она формируется в естественных условиях под воздействием воздуха. При окислении металла эту тугоплавкую пленку очень трудно убрать, что очень усложняет процесс сварки.
В силу всего вышесказанного непосредственно перед зажиганием электрической дуги нужно подготовить поверхность алюминия. Для этого потребуется металлическая щетка или раствор химических веществ. С помощью механического или химического воздействия удается снять пленку. Немаловажно то, что для этого можно использовать специальную порошковую проволоку (флюс). Последняя растворяет и испаряет пленку.

Во-вторых, сложность сваривания алюминия заключается в его физико-химических свойствах. Это очень мягкий и податливый металл, который при воздействии высоких температур теряет свою прочность. Алюминий обладает высокой текучестью, поэтому, чтобы избежать протекания расплавленного металла, целесообразно осуществлять сварку в один слой. При этом нередко используются металлические подкладки.
В-третьих, изделия из алюминия при остывании могут легко деформироваться, при этом формируются трещины. Чтобы этого избежать, не нужно располагать сварочные швы близко друг к другу, а также вносить в сварные швы специальные добавки, называемые модификаторами.
В-четвертых, еще одной отличительной чертой этого металла является то, что во время работы даже при температуре дуги в несколько тысяч градусов он не изменяет свой цвет. Это затрудняет процесс контроля за формированием сварочной ванны.
Вернуться к оглавлению
Подготовительный этап работы
Чтобы сваривать алюминий, необходимо подготовить оборудование, инструменты и материалы. Нужно помнить, что соединение алюминиевых изделий осуществляется с использованием защитного аргона. Кроме того, понадобится специальная приставка. Она подключается к инвертору. Что же касается электродов, то предпочтительнее использовать электроды с вольфрамовым покрытием. Они должны быть неплавящимися. Особенность таких электродов в том, что они содержат в своем составе соли щелочных металлов, способствующие лучшему горению сварочной дуги. Соли защищают алюминий от окисления. При выборе диаметра электродов учитывается толщина металла.
Помимо аппарата и электродов, будет полезна присадочная проволока. Самыми распространенными марками проволоки являются «АО», «АК». Чтобы сваривать алюминий, диаметр присадочной проволоки должен быть от 2 до 5 мм. Чтобы облегчить проведение сварочных работ, можно пользоваться полуавтоматом. При этом вместо обычных электродов применяется сварочная проволока, которая подается к свариваемому металлу с помощью специального механизма. Сварка не может проводиться без источника тока. Электрическая сеть должна быть в рабочем состоянии. Что же касается силы тока, то она зависит от толщины металла и диаметра электродов. Подобрать оптимальный режим сварки можно при помощи приложенной к инвертору инструкции по применению.
Вернуться к оглавлению
Защитный газ для сварки алюминия
Сваривать алюминий нужно в среде защитного газа. На сегодня для этих целей берется углекислота, гелий, аргон или их смесь. Для алюминия больше всего подходит аргон. Сварка с использованием защитного газа аргона осуществляется полуавтоматическим способом. Аргон относится к инертным газам. Это означает, что он препятствует окислению алюминия и предупреждает негативное влияние азота и кислорода воздуха на металл. Сам аргон не вступает в химическое взаимодействие с другими веществами в рабочей зоне сварщика.
Подача аргона непосредственно к инвертору полуавтоматического типа может быть организована двумя способами: путем подсоединения шланга к центральному газопроводу или к баллонам. Последние вмещают в себя сразу несколько сот литров этого газа. Если сварочные работы проводятся редко, то покупать газовые баллоны не выгодно. Большое значение имеет тот факт, что смесь на основе аргона предпочтительнее, нежели чистый аргон. Газовая смесь обеспечивает более высокую скорость плавления, уменьшение разбрызгивания металла, более качественный сварной шов. Кроме того, экономится электроэнергия.
Вернуться к оглавлению
Соблюдение полярности
Для получения оптимального результата необходимо организовать правильный подвод электрического тока. Существует такое понятие, как полярность. При наличии аргона вместе с инвертором используется переменный ток. При этом полярность должна быть обратной. Это означает, что на детали из алюминия подается «+», а на само оборудование (горелку) – «-». Что же касается постоянного тока обратной полярности, то при наличии неплавящихся электродов он не подается. Причина одна – неправильное распределение тепловой энергии между деталями и сварочным электродом.
Сварщик обязан помнить, что аргон препятствует нормальному зажиганию сварочной дуги. Если при ручном способе соединения деталей достаточно прикоснуться электродом к поверхности изделия, то в данной ситуации это ничего не даст. Для более быстрого зажигания дуги применяется осциллятор. Он способствует возникновению импульсов высокой частоты, в результате чего дуга быстро зажигается. Осциллятор нужно подключать к оборудованию вместе с источником питания. Важно, что сила тока должна превышать таковую при сварке стальных конструкций.
Вернуться к оглавлению
Технология сварки алюминия
При простой аргоновой сварке алюминия необходимо знать, что вольфрамовые электроды теряют свои свойства при длительном хранении и использовании. На них может скапливаться большое количество оксида вольфрама, от которого сварочный шов становится менее прочным.
Чтобы их удалить, электроды целесообразно заточить при помощи металлического диска. Диски для заточки являются универсальными инструментами, поэтому их нельзя использовать для других целей.
Сварка алюминия должна проводиться не позже, чем через 8 часов после механического или химического очищения кромок и поверхности алюминиевых деталей.

В противном случае образуется новая пленка.
После того как установлен режим и проверена целостность оборудования, включается кнопка запуска. С помощью осциллятора зажигается дуга. Она горит непосредственно между алюминием и электродом. Во избежание получения плохого соединения рекомендуется опробовать режим сварки на каком-либо другом изделии. Электрод при осуществлении работы расположен в горелке. Через последнюю поступает аргон в нужном объеме. Что же касается присадочного материала (проволоки), то он может подаваться в рабочую зону автоматически или ручным способом. Сопло горелки не нужно располагать на себя, вести горелку необходимо с одной скоростью.
Если алюминий имеет толщину менее 3 мм, то шов делается однослойным. При этом понадобится подкладка, чтобы металл не вытекал. При толщине детали до 6 мм скос кромок можно не делать, а шов может быть двусторонним. При наличии алюминия большой толщины делается до четырех проходов горелкой. Если работа выполняется на инверторах-полуавтоматах, то может использоваться алюминиевая проволока. Оптимальный ее диаметр – это 1-2 мм, сила тока не более 300 А, расход аргона составляет от 300 до 600 л/ч, а скорость поступления проволоки равна 150-160 м/ч. При использовании вольфрамовых электродов ток должен быть переменным, а при наличии плавящихся – постоянным.