Режимы аргонодуговой сварки алюминия. Сварка алюминия.
С помощью аргона? Этот материал отличается высокими показателями теплопроводности, относительно низкой температурой плавления и небольшой удельной массой. Именно эти свойства предъявляют особые требования к процессу сварки.
Особенности сварки
Основная проблема заключается в относительно тонкой стенке свариваемой детали. Самой распространенной ошибкой является превышение термического воздействия. В результате чего образуются каверны, шов не имеет четко выраженной границы.
Сначала необходимо разобраться в процессах, протекающих на поверхности алюминиевой заготовки во время высокотемпературного воздействия. Знание этих нюансов позволит составить оптимальную технологическую схему сварки.
- Достижение температуры после +650°С.
- Начало формирования оксидной пленки. Она плавится только при термическом воздействии около 2 050°С.
- Расплавленная окись начинает деформировать сварочную ванную и кромки деталей.
- Одновременно с этим высокая теплопроводность приводит к появлению внутреннего напряжения в детали. Это может стать причиной формирования трещин и нарушения целостности.
Во избежание появления подобных ситуаций были разработаны несколько технологий сварки алюминия – электродуговая с флюсом, с плавящим электродом и дуговая с помощью аргона. Последняя дает наиболее качественный шов.
Инструкция по аргонной сварке алюминия
На поверхности алюминия формируется защитная оксидная пленка. Она будет препятствовать нормальной расплавке. Поэтому перед началом работы ее следует удалить и дополнительно обезжирить деталь.

Затем необходимо правильно подобрать сварочный аппарат и электроды к нему. Лучше всего использовать установку с переменным током, так как в ней есть возможность плавно регулировать частоту. Это позволит контролировать процесс.
- ОЗАНА-1 и ОЗАНА-2.
- ОК 96.10 и ОК 96.20
Для правильного применения необходим предварительный прогрев электродов до +250°С. Хорошо зарекомендовали себя вольфрамовые стержни. Во время работы с ними наблюдается стабильная дуга. В зависимости от марки алюминия рекомендуется применять электроды с присадками для лучшего формирования шва.
Электрод устанавливается в сопло горелки. Во время подачи аргона будет происходить интенсивное окисление. Это также будет способствовать лучшей стабилизации дуги. В качестве направленного материала необходимо использовать алюминиевую проволоку. Ее диаметр зависит от ширины и глубины сварного шва. Зачастую он совпадает с размерами электрода.
Порядок выполнения сварки
- Подготовка деталей – очистка поверхностей, наметка будущего соединительного или ремонтного шва.
- Установка вольфрамового электрода в горелку. Его диаметр напрямую зависит от толщины изделия.
- Подключение электрода от аппарата к свариваемому изделию.
- После включения аппарата происходит подача аргона и формирование защитной газовой атмосферы и соединительного шва.
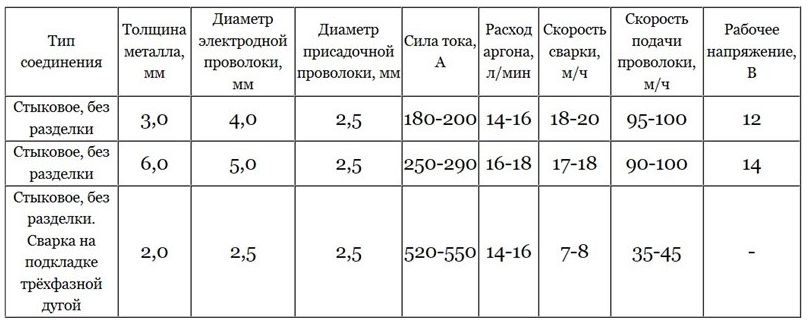
Это общее описание технологии сварки. Однако для улучшения качества рекомендуется воспользоваться советами от профессионалов. Главный из них – правильный выбор диаметра электрода, проволоки и режимов работы аппарата в зависимости от изделия.
Эти данные показаны в таблице:
Помимо этого следует выполнить условия:
Эти советы помогут выполнить сварку алюминия с помощью аргона максимально быстро и качественно. При этом важно правильно подобрать расходные материалы и подготовить деталь.
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий. Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:

Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть в обязательном порядке. Также перед началом работы подготавливаются присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.  Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую - горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную и край детали. При этом на поверхности начнет появляться
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.  Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия. Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Преимущества
- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.

К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.

Сварка алюминия аргоном
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Таблица режимов сварки алюминия постоянным током
|
Вид заготовки |
Толщина свариваемой детали, мм |
Электрод, мм |
Сварочная проволока, мм |
Величина тока, А |
Расход газа, л/мин |
|
При обработанных кромках |
1 |
45…50 |
4-5 |
||
|
Односторонняя сварка встык без обработки кромок |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Двусторонняя сварка встык без обработки кромок |
3-4 |
3-4 |
120…180 |
7-8 |
Техника безопасности
Электросварка алюминия в домашних условиях и на производстве требует выполнение правил безопасности. Первым делом это касается использования защитной одежды и таких средств, как . Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
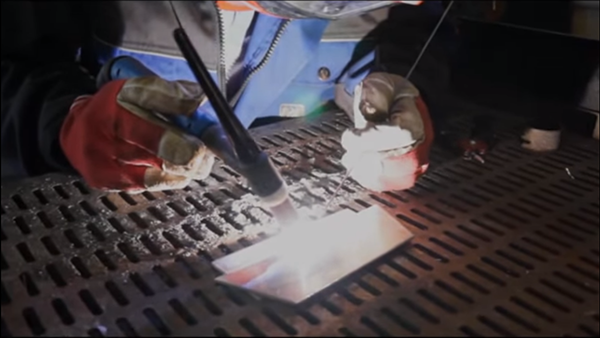
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при аргоновой сварке алюминия?
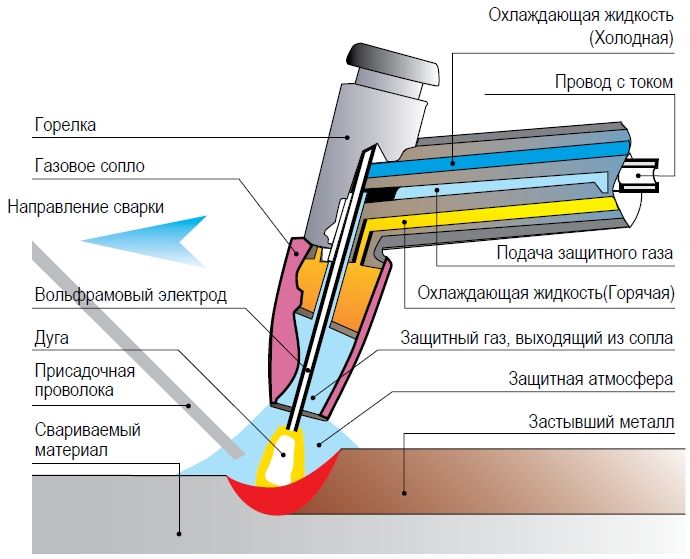
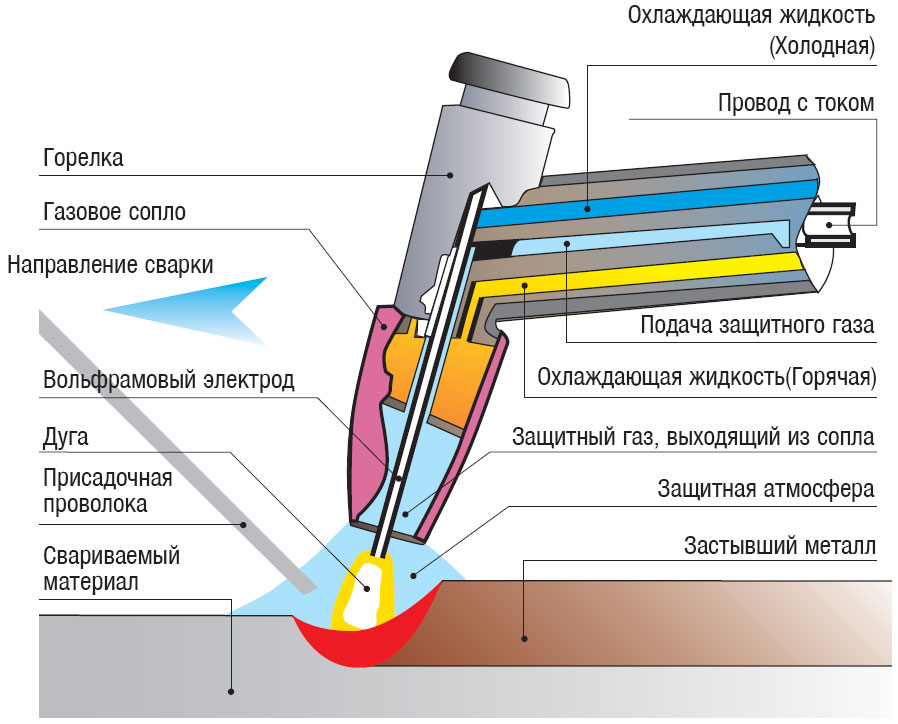
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
- Пошаговая инструкция по сварке
Научиться правильно варить алюминий довольно трудно. Нередко за такую работу не берутся даже мастера со стажем. Проблема в том, что алюминий является весьма капризным материалом и работа с ним требует применения инвертора высокого качества.
Конечно же, можно обойтись практически любым сварочным полуавтоматом, но по-настоящему качественные сварные швы позволяют получать только аппараты, имеющие специальную функцию сварки данного металла. Если внешний вид тоже имеет значение, то лучше варить алюминий агрегатом со специальной опцией импульсной сварки. Обычно алюминий варится в среде аргона. Современные инверторы позволяют делать все качественно и в кратчайшие сроки.
Какие требования необходимо соблюдать при сварке алюминия аргоном?
При варке алюминия обычно применяется чистый аргон. Можно использовать смесь данного газа с гелием. 2-ой вариант лучше подходит для работы с толстыми листами. Алюминий варится с использованием специальной алюминиевой проволоки со сплошным сечением.
Важно уделить особое внимание конструкции горелки. Во-первых, ее нужно устанавливать на прямой шланг, безо всяких скручиваний и перегибов. Во-вторых, длина этого шланга должна быть не больше 3 м. Проблема в том, что алюминий варится аргоном с использованием очень мягкой проволоки. Вместо обычного канала в горелку лучше установить тефлоновый, предназначенный специально для работы с алюминием.
В случае если 3 м шланга для вас мало, приблизьте сварочный инвертор к обрабатываемому материалу. Если это невозможно, можно будет только при помощи агрегата с отдельно подающим механизмом. Наконечники должны иметь больший диаметр, чем для стали. Связано это с тем, что при нагревании алюминий сильнее расширяется.
Нужно подобрать правильные электроды. Лучшие результаты показывает сварка алюминия аргоном с использованием таких электродов:
- ОК 96.20, ОК 96.10.
- ОЗАНА-1, ОЗАНА-2.
- Неплавящихся изделий на вольфрамовой основе.
1-ая марка электродов стала широко использоваться немногим более 10 лет назад. Такие электроды применяются преимущественно для работы с техническим алюминием. Также их можно использовать для сварки сплавов и литейного брака. Они позволяют поддерживать ровное горение дуги. Свойства готового шва максимально приближены к свойствам исходного материала, а шлаковая корка удаляется без лишних усилий.
У электродов 2-го типа присутствует щелочно-солевое покрытие. Их используют при работе с разнообразными сплавами алюминия. В большинстве случаев приходится проводить предварительный подогрев в среднем до 200-300°С.
Варить алюминий аргоном можно с использованием неплавящихся вольфрамовых электродов. Они позволяют поддерживать дугу на стабильном уровне. Такие электроды могут иметь диаметр 2-6 мм. Для каждого конкретного случая нужно подбирать подходящий диаметр электродов в отдельном порядке. Зависит он, прежде всего, от толщины обрабатываемого изделия. Лучше всего показывают себя вольфрамовые электроды с разного рода присадками.

При варке алюминия аргоном используются довольно дорогостоящие электроды, поэтому к их выбору нужно подходить со знанием дела и обязательным учетом особенностей предстоящей работы.
Для варки алюминия аргоном вам понадобится следующее:
- Сварочный аппарат и подходящие электроды.
- Алюминиевая проволока.
- Газосварка и нагревательный прибор.
Вернуться к оглавлению
Основные особенности сварки алюминия
Главной сложностью сварки алюминия является оксидная пленка, образующаяся на поверхности металла в процессе обработки. Температура плавления этой пленки достигает 2050 градусов, а непосредственно алюминий плавится при гораздо более низких температурах.
В соответствии с технологией нужно сначала пробивать эту пленку, а уже после этого плавить непосредственно металл. Лучше всего для выполнения такой задачи подходит импульсная сварка. Алюминий имеет хорошую теплопроводность и низкую температуру плавления. Из-за этого в процессе проведения сварочных работ деталь может зажечься. Чтобы этого избежать, нужно предварительно немного подогреть заготовку. Благодаря этому будет дополнительно увеличена глубина провара алюминиевой детали.
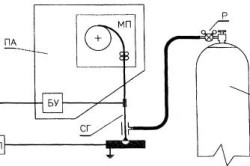
Принципиальная схема поста для полуавтоматической сварки плавящимся электродом: СГ – сварочная горелка, Р – редуктор баллонный, Б – баллон со сжатым газом, МП – механизм подачи сварочной проволоки, БУ – блок управления полуавтоматом, ИП – источник питания.
Чтобы было легче разбить оксидную пленку, нужно предварительно обработать деталь металлической щеткой. Такая обработка не займет много времени, зато деталь будет лучше и быстрее проплавляться. Зачищать рекомендуется непосредственно перед началом выполнения сварочных работ.
В процессе сварки алюминия следите за тем, чтобы дуга имела постоянную длину. Данное правило актуально не только для алюминия, а и для любых других металлов. Если дуга будет длиннее, чем нужно, заготовка не расплавится. Если же она будет короче, металл зажжется. Подходящая длина дуги определяется с учетом химического состава материала, т.к. у разных сплавов теплопроводность тоже различается. В среднем в случае с алюминием применяется дуга длиной 1,2-1,5 см.
Еще одной сложностью, с которой вам придется столкнуться в процессе варки алюминия, является заваривание кратера в конце шва. Проблема возникает из-за того, что алюминий достаточно быстро остывает. Решить данную проблему позволяет специальный полуавтомат. Сначала он дает повышенный ток, который позволяет пробить окисную пленку. В дальнейшем ток снижается, что позволяет безо всяких проблем заварить упомянутый кратер.
Вернуться к оглавлению
Какие способы сварки существуют

Для варки алюминия было разработано множество различных способов, подразумевающих использование различных материалов, оборудования и защитных сред.
Наибольшее распространение получили следующие методы:
- Сварка в инертной газовой среде с использованием вольфрамового электрода.
- Сварка при помощи полуавтомата с автоматизированной подачей проволоки.
- Сварка плавящимися электродами без защитных газов.
Важным условием данной работы является разрушение окисной пленки, образующейся на поверхности алюминия. Для ее разрушения подойдет переменный или постоянный обратный ток. Алюминий нельзя варить на постоянном прямом токе, т.к. в подобных условиях окисная пленка не поддастся катодному распылению и не разрушится.
Вернуться к оглавлению
Какие аппараты подходят для сварки алюминия

Для сварки алюминия аргоном можно использовать ряд сварочных аппаратов. Все они делятся на несколько групп, а именно:
- Универсальные агрегаты.
- Специальные модели.
- Специализированное оснащение.
Универсальные модели выпускаются серийно, они наиболее востребованы среди покупателей и используются чаще всего. Подобная сварка применяется в производственных условиях на специально оснащенных площадках.
Для сварки алюминия в среде аргона можно использовать различные специальные присадки. Они делают работу более простой и качественной.
Агрегаты, позволяющие варить алюминий аргоном с использованием неплавящихся вольфрамовых электродов, имеют следующее оснащение:
- Источник переменного/постоянного тока.
- Горелку либо комплект специально предназначенных для такой работы устройств.
- Устройство, способное обеспечить стартовое усиление дуги или же такое, которое позволяет стабилизировать переменную дугу.
- Аппаратуру, позволяющую управлять сварочным циклом.
- Устройство, предназначенное для компенсации и регулирования постоянного тока.

В настоящее время существует ряд новых методов сварки алюминия аргоном, разработанных специально для расширения диапазона толщины материалов, которые можно варить, улучшения показателей производительности при получении сварочных соединений, в том числе и улучшения провара.
В процессе работы дуга перемещается шагами или с определенной скоростью. Эти перемещения могут быть синхронизированы с импульсами тока сварки. Благодаря этому проплавление будет максимально эффективным по всем направлениям. Снижение тока позволяет исключить риск перегрева металла и благодаря этому практически полностью избавиться от деформаций.
Вольфрамовые электроды позволяют получать качественные сварные швы и выполнять работу с довольно большой скоростью. Для выполнения работы понадобится лишь специальное оборудование и дополнительные блоки, никаких труднодоступных и дорогостоящих агрегатов не нужно.
Чаще всего сварка аргоном выполняется при помощи инверторного агрегата. Такие аппараты получили широкое распространение как в быту, так и на производстве. Применение инверторного сварочного аппарата является оптимальным вариантом. Даже не имея особого опыта проведения сварочных работ, вы сможете разобраться в технологии без особых усилий. И эти знания определенно вам пригодятся. Во-первых, вы сможете выполнять свои личные задачи, а во-вторых, при желании, оказывать услуги сторонним заказчикам.