Как работать электросваркой для чайников видео. Как правильно варить тонкий металл
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.Если применяется электродуговая сварка, то электроды при постоянном токе двигаются в одном направлении, которое определяется в соответствии с полярностью.
Существует несколько аппаратов для сварки:
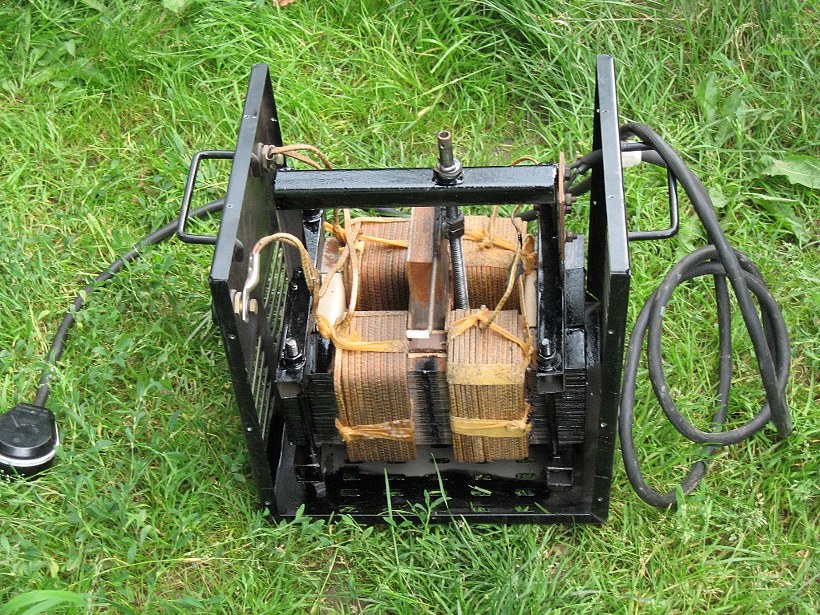
- Трансформатор . При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель . Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор . Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Сварочные инверторы нового поколения превосходят по точности, ранее применяемые для сварки трансформаторы, генераторы и выпрямители, на них полярность допускается устанавливать самостоятельно. Новичкам рекомендуются осваивать сварку с инверторов.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» - на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Электроды для сварки металла выполняются из сварочной проволоки. А вот для чугуна используется присадочная проволока с графитовым стержнем. Чугун в отличие от стали очень хрупкий материал, и его сварка должна проводиться холодным методом. При выполнении сварки нужно постоянно контролировать разогрев его поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а урывками с обязательной проковкой.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.
После такой тренировки можно будет переходить к свариванию 2 частей металла.
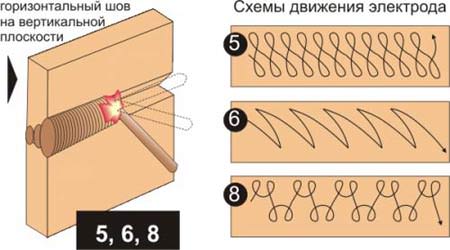
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же - в 90 ампер.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Главным условием получения красивых поворотных швов является применение подходящего метода сварки и расположение дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ можно самостоятельно выполнять приведенные в статье швы. А правильность их создания можно контролировать сравнением с представленными примерами в видео-уроках от профессионалов сварочного дела.
Научиться варить электродуговой сваркой просто необходимо домашнему мастеру.
Что необходимо помнить, кроме основных правил и рекомендаций начинающему электросварщику? Надеемся, что простые и доступные уроки помогут осуществить задуманное.
С чего начинается сварка
Технику сварных работ можно назвать ежедневной практикой. С чего начинается процесс сварки электродуговой? Конечно же, с получения минимума теоретических знаний по теме: «Как варить электросваркой» и комплектации сварщика, а также желания овладеть навыками электросварки для начинающих.
Уроки электросварки или как научиться варить
урок 1. Сварочный аппарат
Задачей сварочного аппарата является обеспечение регулируемым током электрод. Поэтому сварочный аппарат может обеспечить электрод постоянным или переменным током. Напомним, что сварка электродуговая с использованием постоянного тока создает однонаправленный поток электронов. Таким образом, выбор полярности при сварочных работах и будет определять «главное направление».
Сварочный инвертор позволяет выбрать полярность. Поэтому необходимо помнить о подключении провода к соответствующей клемме. Различают полярность прямую и обратную.
Прямая полярность будет означать:
«минус» находится на электроде, а «плюс» на клемме «земля».
Обратная полярность на практике означает, что:
«плюс» находится на электроде, а «минус» — клемма «земля».

Как в мире нет одинаковых людей, так и не существует одинаковых сварочных аппаратов, потому что любой аппарат будут варить с вашим участием по-своему. Поэтому, разобравшись с полярностью, необходимо разобраться с проводами и зажимами.
урок 2. Провода и быстросъемные зажимы
Процесс обеспечения сварочного аппарата электрическим током осуществляется с помощью проводов, оснащенных быстросъемными зажимами. Для сварных работ рекомендуется использовать изолированные медные проводники.

Проводники, предназначенные для соединения электродержателей при сварке электродуговой, используют источник переменного напряжения 220 В, а также номинальной частоты 50 Гц. Обозначение проводов КОГ 1 (сечение жил 16 — 35 мм 2) и КОГ 2 (сечение жил 25 – 35 мм2). Токопроводящими жилами являются медные многопроволочные жилы, в качестве сепаратора выступает синтетическая пленка. Обозначение на кабеле будет выглядеть примерно так:
КОГ2 1х35+2х0,75 ТУ16.К73.03-97.
Конец рабочего провода оснащен быстросъемным зажимом, к которому присоединен 3-х метровый проводник и электрододержатель.
Осознав необходимость использования проводов в конструкции сварного аппарата, обратим взор на приспособление, которое называется электрододержатель
урок 3. Электрододержатель
Электрододержатель является главным «контактером», потому что без его участия невозможно удерживать электрод в заданном рабочем состоянии и осуществлять контакт между проводом. В зависимости от применения разных типов электродов, электрододержатель рассчитан на токи:

Электрододержатели оборудуют овальной высокопрочной теплоизолирующей рукояткой. Фиксация электрода жесткая, в нескольких рабочих положениях.
Вид электрододержателя внешне напоминает плойку, только в качестве завивающегося локона будет торчать сердитый электрод.
Электрододержатель обозначает примерно так: DE 2200 Электрододержатель (200-250A).

урок 4. Электроды
Невозможно произвести качественный шов своими руками с использованием низкопробных электродов. Штучные электроды представляют собой металлические стержни, длиной до 30 см, покрытые определенным составом (рутилово — основным покрытием). Различают электроды общего назначения (марки МР-3 и АНО-4) и для сварки ответственных конструкций (марка УОНИ 13/55) из низколегированных сталей.

Электроды должны обладать высокими технологическими свойствами и характеризоваться следующими параметрами:
легким зажиганием и стабильность горения сварочной дуги
хорошей отделимостью шлака и формированием сварного шва
незначительным разбрызгиванием металла в расплавленном состоянии
стойкость сварного шва без образования горячих трещин и пор
получение бездефектного сварного шва в усиленном режиме
легкость ведения сварного шва при повторном зажигании дуги.
Таким образом, техника электросварки будет зависеть от типа выбранного электрода.
Техника ведения сварных работ предусматривает полную безопасность сварщика. Для этого необходимо осуществлять работу в перчатках, специальном костюме и использовать средства индивидуальной защиты, а именно щиток электросварщика.

урок 5. Светофильтры и щиток электросварщика
При проведении сварочных работ глаза электросварщика должны быть надежно защищены от яркости дуги специальным щитком со светофильтрами. Это позволит защитить глаза от возможности ожога и видеть процесс расплавления металла. Для защиты от искр и царапин, а также яркого свечения дуги используют пластиковые стекла и щиток, которые необходимо подбирать индивидуально.

После подбора и установки фильтра необходимо проверить отсутствие зазора, а лишь после проверки начинать сварочный процесс.
Более детальная информация о дуговой сварке и технике безопасности показана в видео.
урок 6. Сварной шов
Изучив и освоив основные уроки, необходимо переходить к практике сварных работ. Поэтому, подготовьте держак, опустите щиток электросварщика и начинайте зажигать дугу. «Зажигать» дугу необходимо по правилам зажигания спички. Чиркнете электродом по металлу в направлении предполагаемого шва. После возникновения поджига дуги, необходимо расположить конец электрода в 3 мм от свариваемой поверхности. Тем самым будет создан рабочий зазор для дуги.
Держак удобнее расположить в руке таким образом, чтобы рычаг находился под большим пальцем руки. После стабильного возникновения дуги необходимо начинать формировать ванну для прогрева металла. Для этого сделайте 2-3 плавных оборота электродом вокруг сварочной ванны. После этого основной металл прогревается на определенную глубину и сварная ванна немного углубляется. Самое главное при создании сварного шва это контроль дугового промежутка. Поэтому просто необходимо научиться этому.
На протяжении продвижения по сварному шву электрод будет расходоваться. Поэтому необходимо его постоянно опускать и удерживать зазор между окончанием электрода и металлом из сварной ванны, тогда правильный шов электросваркой будет гарантирован.
Как??? Вы еще не ознакомились с основами ручной сварки для начинающих? Тогда вам реально сюда!
Если вам хочется научиться пользоваться электросваркой, сперва вам следует обзавестись необходимым оборудованием, так как электросварка для начинающих – дело ответственное. Для применения в домашних условиях вполне хватит сварочного аппарата даже начального типа. Хотя, подойдет совершенно любой:
- выпрямитель;
- инвертор;
- сварочный трансформатор.
Хорошо, если предельная сила тока будет превышать 160 ампер. Также следует обзавестись средствами защиты:
- маска сварщика;
- рабочие перчатки;
- одежда из плотного материала (не синтетического);
- ботинки из грубой кожи или кирзы;
- молоток;
- щетка по металлу.
Из основных средств безопасности вам понадобится лишь огнетушитель или хотя бы ведро с водой. Также нужно соблюдать все меры предосторожности, используя электрические приборы.

Чтобы научиться пользоваться электросваркой, следует запомнить одно несложное правило: электроды надо выбирать с учетом толщины металла, а силу тока устройства выставлять согласно виду электрода.
Работая на сварочном трансформаторе, на каждый миллиметр толщины металла, выставляют ток 30-40 ампер. При применении инвертора, наибольшая сила тока для электрода 3 мм толщиной составляет 80 ампер, так как при 100 амперах он может разрезать металл. В случае с электродами 2-миллимитровой толщины силу тока выставляют на 20-30 ампер, а при выставлении 40 ампер он может разрезать металл.
Перед тем, как приступать к сварке, нужно подготовить рабочее место, а также заготовки, которые будут применяться для обучения работы со сваркой. Щеткой по металлу или при помощи болгарки очистите точку сварки от ржавчины и грязи. Для фиксации и стыковки свариваемых элементов нужно применять струбцины или тиски.

Обучаться работе со сварочным аппаратом нужно с простого – сваривания валиков. Для этого нужно купить электроды диаметром 3 мм. Новичкам вполне хватит АНО-21 или АНО-36, которые считаются универсальными и самыми недорогими. Лучше пользоваться новыми электродами, так как старые иногда сыреют и становятся непригодны к работе.
Зажим массы нужно прикрепить к детали, а электрод вставить в держатель.
- Нужно чиркать электродом по металлической детали, словно спичкой, слегка замедляясь. При возникновении дуги, ее нужно удержать, придерживая электрод в нескольких миллиметрах от поверхности заготовки и отводя в сторону.
- Постукивание – это второй способ. Концом электрода нужно постукивать по заготовке и сразу отрывать его, удерживая дугу. Водить электрод по заготовке нужно, сохраняя зазор от 3 до 5 мм.

Научиться варить сварочным аппаратом можно, научившись сперва правильно водить по заготовке электродом. Наклон должен быть порядка 75 градусов в направлении ведения дуги. Выставив правильное значение тока, дуга получится стабильной, а металл и электрод будут одновременно проплавляться. Если ток слишком большой, металл начнет гореть и разбрызгиваться.
Пробуем варить
Попробуйте сварить две детали друг с другом. Зажгите дугу, и начните электрод плавно вести вдоль шва под углом 75 градусов. При этом следует осуществлять колебательные движения полумесяцем, будто бы подгребая металл с каждой заготовки к сварному стыку. Так у вас получится в итоге ровный и сплошной шов. После остывания металла нужно отбить шлак молотком.
Главное – тренироваться, и тогда ваш навык начнет улучшаться. В будущем вы сможете осваивать более сложные методики сварки, к примеру, варить вертикальные или потолочные швы. Таким способностям вы всегда найдете применение в хозяйстве.
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
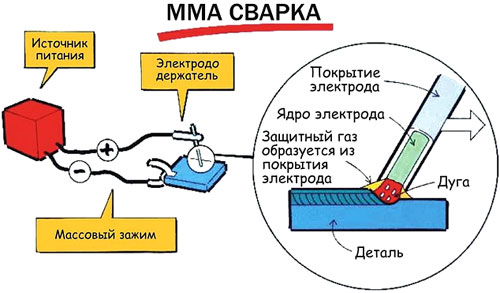
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.
К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.
Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра , чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых , они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых , сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.
Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.
Приступая к работам:
- свариваемые детали очищаются от ржавчины , краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей , для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки , маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения , поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов , проверяется качество;
- отключается аппарат , производится уборка рабочего места.

Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).
На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.

Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
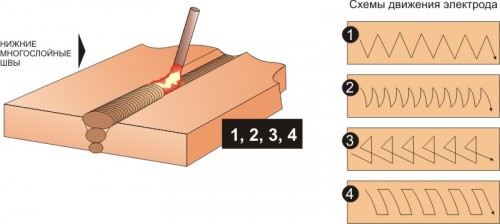
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Как правильно варить тонкий металл
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.

При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
- Принципы сварочного процесса
- Рекомендации и нюансы при работе
На сегодняшний день существует большое разнообразие способов соединения металла. Но чтобы понять, как правильно класть сварочный шов, необходимо подробнее изучить принципы и методы сварки. По техническим характеристикам способы разделяют на два типа:
- разъемные;
- неразъемные.
К разъемным относят те соединения, при которых есть возможность разъединять детали без нарушения соединительных элементов. К примеру, болт и гайка. А вот неразъемное соединение считается самым прочным, так как при нем детали не разъединяются без нарушения соединительных частей. К такому типу относят сварочные и заклепочные типы стыковки. При необходимости получения качественной и надежной стыковки оптимальным вариантом будет сварочный шов.
Часто умельцы для сварки элементов приобретают сварочные устройства, не имея никаких навыков и опыта в работе. И после неудач они начинают задаваться вопросом, как правильно класть сварочный шов.
Принципы сварочного процесса
Различные виды сварки.
Сварка – это процесс соединения отдельных элементов металла, где применяется электросварка. Соединяющие элементы плавятся под воздействием электродуги и электрода, который представляет собой стержень из металла со специальным покрытием. с и прочность сварного шва во многом зависят от различных факторов:
- сварочного устройства;
- регулятора силы тока;
- от размера используемого электрода;
- от классификации и навыков сварщика.
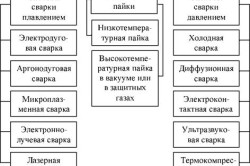
В бытовых и промышленных сферах используется несколько видов сварки, которые, в свою очередь, делятся на группы:
- газопрессовая;
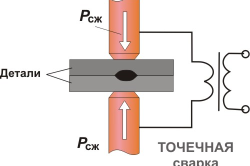
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- трением.
Применяя газопрессовую сварку, используют открытый огонь ацетил-кислорода. Достоинством подобного метода является большая производительность. Такой способ широко используется в газовых и нефтяных промышленностях. Он распространен при прокладке трубопроводов, а также широко используется в машиностроении.
Если в сети небольшое напряжение, то часто применяют контактную сварку, но при этом должно быть высокое значение электрического тока. При таком методе допустима сварка точечным и стыковым способом. Следовательно, и по шву работать легче.
Чтобы освоить технологию сварочного дела, необходимо приобрести сварочное устройство. Его можно взять в аренду, а если оно необходимо для длительной работы, то разумнее будет купить его. Сегодняшние специализированные магазины могут предложить ряд сварочных устройств, среди которых имеются и аппараты, оснащенные регулятором тока.
Вернуться к оглавлению
Последовательность кладки сварного шва
Чтобы научиться правильно класть сварной шов, важно учесть то, что электроды должны выбираться с учетом толщины свариваемого металла, а сила тока должна выставляться по электродам.
Метод расчета не составит труда, к примеру:
- при использовании сварочных трансформаторов с сечением электрода в 1 мм ток должен соответствовать 30-40 А;
- сварочный инвертор с размером электрода в 3 мм требует силы тока в 80 А, а при силе тока в 100 А возможно выполнение резки металла.

Что касается помещения, то это не имеет значения, но при произведении сварочных работ для обеспечения пожарной безопасности нужно запастись ведром воды. Перед тем как начать сварочные работы, необходимо подготовить все инструменты, чтобы они были под рукой. Свариваемые детали в местах швов должны быть зачищены при помощи металлической щетки. Чтобы шов был ровный и аккуратный, рекомендуется свариваемые заготовки предварительно выставить с применением струбцин или тисков.
Чтобы иметь представление, как правильно работать электросваркой, желательно предварительно практиковаться на сварке валиков на плоскости, а при выполнении этого процесса оптимальным вариантом будет использование электродов сечением 3 мм, так как они самые ходовые.
Важно учесть то, что для работ лучше всего применять только что купленные электроды, так как давно приобретенные могут впитать влагу, что затрудняет процесс сварки.
Следующие действия:
- Необходимо массу при помощи зажима прикрепить к рабочему элементу;
- Электрод вставляется в держатель.
- Поджигается дуга, при этом применяют один из двух способов: чиркают, как спичкой, или постукивают по свариваемой детали.
- Далее выполняется сварка посредством ведения электродом по поверхности (угол должен соблюдаться в 75°) при этом должны производиться колебательные фракции, по принципу работы это напоминает подгребание под кратер дуги расплавленной массы металла.
- В завершение получается качественный ровный шов.
Сделать ровный качественный шов не составляет труда. Важно иметь хоть немного знаний физики, необходимое качественное оборудование и немного умения.