Вертикальная сварка инвертором для начинающих. Как правильно сваривать изделия из металла инвертором
Для осуществления электрической сварки применяется один из трёх видов источников электропитания:
- сварочный ;
- сварочный ;
Их сравнительные характеристики мы рассматривали в статье . Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Из этой статьи вы узнаете, что самым удобным и продуктивным является инвертор. Для иллюстрации этого вывода, мы приводим описание популярного среди не только начинающих, но и опытных сварщиков .
Преимущества сварочного инвертора
Преимуществами сварочного инвертора являются:
- незначительный вес. Общая масса стандартного сварочного инвертора в полной комплектации равна, примерно, 6…7 кг. Это позволяет брать с собой сварочный аппарат, практически, всюду;
- небольшой размер;
- возможность плавной регулировки сварочного тока;
- быстродействие;
- высокая производительность.
Из статьи «Как качественно и дёшево осуществить ремонт сварочного инвертора» вы узнали, что комфортная эксплуатация сварочного аппарата обеспечивается его высокой сложностью. Там же даётся краткое описание сварочного инвертора. Поэтому, мы не будем повторяться и приведём, лишь, иллюстрацию его компоновки.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, а и начинающие любители этого увлекательного технологического процесса. Поэтому, начнём с рассказа (для мастеров – это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее — ТБ).
Правильнее, наверное, говорить «техника без опасности», то есть, как избежать эти самые «опасности» при общении со сварочной техникой. А опасностей при выполнении сварочных работ великое множество:
- можно обжечься брызгами расплавленного металла;
- в атмосферу при сварке выделяются различные токсичные вещества;
- имеется риск поражения электрическим током;
Мероприятия по ТБ до начала работ
До начала сварки нужно уделить должное внимание:
- подготовке защитной экипировки. Сварщик должен быть облачён в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденных контактов с окружающими предметами;
- оборудованию рабочего места. С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
- проверке исправности всей сварочной техники. Необходимо проверить исправность сварочного инвертора и нагрузочных автоматов на распределительном щите электропитания, состояние электрической изоляции на всех проводах, состояние подключения к заземляющему контуру токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и т. п.).
На нашем сайте уделено много внимания одному из важнейших компонентов экипировки сварщика — защитным сварочным маскам:
- обычным с постоянно затемнённым стеклом ;
Сварочная маска со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматически самозатемняющимся светофильтром «Хамелеон» ;;
Рекомендуем ознакомиться с имеющимся материалом. Необходимую вам сварочную маску на сайте можно очень просто найти, используя опцию «Поиск по сайту» на указанных ссылках.
ТБ при выполнении сварки
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластмассовом коробе. Такое конструктивное решение существенно сокращает риск поражения электрическим током. Однако нельзя забывать, что сварочный инвертор, как любой другой электроприбор, является потенциально небезопасным аппаратом.
В комплекте любого инвертора имеется «Инструкция по эксплуатации». Её нужно внимательно изучить и неукоснительно выполнять. В этой «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло никаких вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даются рекомендации по поведению в форс-мажорных ситуациях. В конце руководства, обычно, дается краткое описание первой медицинской помощи при различных повреждениях и травмах. Что бы эти описания по оказанию первой помощи ни пригодились, при выполнении сварочных работ необходимо выполнять ряд несложных, но очень важных правил:
- категорически запрещается производить сварочные работы под дождем. Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
- электротехническое оборудование должно быть в исправном состоянии;
- сварочные работы можно производить исключительно при наличии сварочной маски (щитка) и специальной робы с перчатками. Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;
- рабочее место должно быть оборудовано первичными средствами пожаротушения:
- углекислотный огнетушитель;
- брезентовое одеяло и т. д.
Как выбрать сварочные электроды
Для сварки металла используются плавящиеся электроды. Диаметр электрода и силу сварочного тока выбираем в соответствии с таблицей, которая имеется в «Руководстве по эксплуатации». в зависимости от свариваемых материалов или универсальную (например, ).
Опытные сварщики знают, какие электроды и в каких случаях следует использовать. Новичкам рекомендуем в начале работы применять электроды, выпускаемые в форме твердых стержней и имеющих специальное плавящееся покрытие. С ними можно быстрее научиться варить металл инвертором и создавать ровные четкие линии сварочных швов. В частности, новичкам порекомендуем использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования более высокой мощности и определённого опыта. Сварку тонколистового металла лучше осуществлять, применяя электроды диаметром Ø 2 мм. Без отсутствия опыта не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Дело в том, что залежавшиеся электроды, очень вероятно, окажутся отсыревшими и от них не будет никакого толка (их нужно уметь прокаливать).
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть следует обязательно уточнить её (этой самой электросети) технические возможности, то есть, сможет ли она обеспечить необходимую для аппарата электрическую мощность. Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
При планировании работы обязательно обратите внимание на такой электрический параметр сварочного инвертора, как предельное время работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Продолжительность включения» (далее — «ПВ») и указывается в процентах. Как это понимать? Рабочее время делиться на промежутки (традиционно, каждый промежуток равен 10 минутам. Если он отличается от этого значения, то указывается в «Руководстве по эксплуатации»). Например, в «Руководстве» указано, что ПВ для сварочного аппарата равен 70%. Это означает, что 70% запланированного временного промежутка инвертор сможет работать с полной нагрузкой, оставшиеся же 30% — ему нужно оставить на отдых (технологический перерыв). Иными словами, на максимальном сварочном токе 7 минут варим и 3 минуты остываем. Если сварка производится не на предельном сварочном токе, то время сварки может быть увеличено (значения указаны в таблицах или в виде графиков. Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
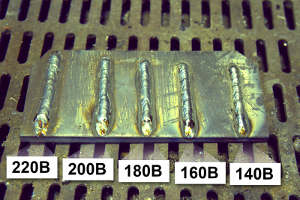
- учимся правильно выбирать сварочный ток. При этом следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток вызовет прожиг металла;
- учимся вести электрод по заготовке. Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь, чтобы это расстояние сохранялось по всей длине шва, так как в противном случае он будет иметь дефекты;
Запоминаем и выполняем правило: свариваемые поверхности обязательно очищаются от коррозии и других всевозможных загрязнений.
Для обучения сварке готовим ненужные изделия и разные металлические отходы, на которых будем осваивать правила расплавления металла. Переходим к созданию сварочного валика.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
Сварочный валик
Чтобы создать валики, придерживайтесь такой последовательности действий:
- вставьте сварочный электрод в держатель инвертора;
- сделайте поджиг сварочной дуги, чиркнув концом стержня по металлу (будто спичкой). Допускается несколько раз коснуться заготовки постукивающими движениями;
- после появления электрической дуги выдерживайте постоянное расстояние между обрабатываемым металлом и электродом: оно не должно выходить за пределы 3…5 мм. Не забывайте о том, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние будет меняться, то вы получите некачественный шов;
- стержень старайтесь держать, как сказано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон в 70°;
- электрод пробуйте наклонять назад и вперед — выберите, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам необходимо научиться выбирать такую силу тока, чтобы обеспечивалось стабильное горение сварочной дуги. Уделите этому достаточно времени и подберите подходящие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
После успешного поджига, электрод необходимо, не спеша, вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий, вполне возможно, вам будет необходимо совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Сварите небольшой участок, выключите инвертор и оцените выполненную работу. Удалите сварочный шлак с помощью металлической щетки или молотка. Если всё вас устраивает, то на этом завершите работу.
В итоге, создан ваш первый сварочный шов. Вряд ли первые из них будут идеальными. Чтобы получать швы высокого качества, нужен большой опыт. С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
Узнать больше:
Какую помощь в сварке оказывают встроенные автоматические системы
Успешной и плодотворной работе с современными инверторами способствуют встроенные в них автоматические системы, создающие дополнительные опции. К ним относятся:

Эксплуатация инвертора с такими опциями позволит существенно облегчить работу, как профессионального сварщика, так и сгладить типичные ошибки новичка. Это позволяет создавать приближенные к идеалу сварочные швы.
В заключение, предлагаем вашему вниманию обучающий видеоролик. Желаем успехов!
Много материалов по обучению сварке в разделе: « «.
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.
Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать - это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.
Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл. При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности. Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А.
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения - это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%. На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание - это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А.
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание. Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата. При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей - высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор - залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65 о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
видео пособие для начинающих обучение сварке
Если необходимые навыки сварки металла у вас присутствуют, но вы хотите углубить свои знания, научиться производить работы с использованием сварочного инвертора, вам следуют просто найти обучающее видео по теме, которое ответит на все интересующие вас вопросы.
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т.д.
Теперь перейдём к самой сварке
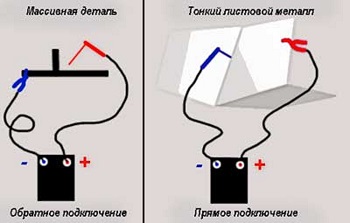
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
- Что нужно и важно знать?
- Как научиться работать инвертором?
- Контроль дуги: особенности
- Сварка проволокой: швы и их дефекты
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама не представляет собой ничего сложного.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т.е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:

- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности

Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.