Электроды уони технические характеристики. Электроды для инверторной сварки: что нужно знать
Наиболее популярным видом сварки уже много лет считается ручная электродуговая сварка. Причем основным элементом, который определяет уровень качества сварки, являются электроды. Электроды для ручной дуговой сварки представляют собой тонкие металлические стержни со слоем специального покрытия. Это покрытие несет функцию защиты, предохраняя зону сваривания от разнообразных разрушительных факторов и дополняя шов необходимыми элементами, которые улучшают качество сварки. От того, насколько правильно подобраны сварочные электроды , зависит качество работы и устойчивость всей конструкции.
Электроды УОНИ 13/55 применяют для сварки низколегированных и углеродных сталей, если требуется изготовить особо ответственные конструкции: швы должны обладать достаточной прочность и эластичностью, а также высокими показателями ударной вязкости. Электроды гост 9467 75 хороши, когда необходимо сварить конструкцию, которая будет использоваться в условиях пониженной температуры.
Электроды УОНИ используются для сварки во всех положениях с использование постоянного тока обратной полярности. Электроды УОНИ, как правило, покрываются основным типом покрытия.
У нас, в настоящий момент, можно купить электроды УОНИ 13/55 различных производителей. При оптовой покупке электродов УОНИ цена на них будет ниже, поэтому Вам лучше связаться с нашими менеджерами и уточнить цену на конкретную партию.
Основное назначение сварочных электродов УОНИ-13/55
Сварка особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости.
Сварка во всех пространственных положениях шва постоянным током обратной полярности.
Характеристика сварочных электродов УОНИ-13/55
Покрытие: основное.
Коэффициент наплавки: 9,5 г/А· ч.
Производительность (для Ш 4,0 мм): 1,4 кг/ч.
Расход электродов на 1 кг наплавленного металла: 1,7 кг.
Размеры электродов и сила тока (А)
Типичные механические свойства металла шва
Временное сопротивление, Мпа — 540
Предел текучести, Мпа — 410
Относительное удлиннение, % — 28
Ударная вязкость, Дж/смІ — 240
Типичный химический состав наплавленного металла, %
C — 0,09
Mn — 1,10
Si — 0,4
S — 0,024
P — 0,027
Особые свойства сварочных электродов УОНИ 1355
Электроды для сварки уони 13 55 обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки
Сварку производят только на короткой дуге по очищенным кромкам.
Прокалка перед сваркой: 350°С, 1 ч.
Условное обозначение
Э50А-УОНИ-13/55-Ш-УД
Е 51 4-Б20
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-001-41637695-98
Сертифицированы Госстандартом и Минздравом РФ, Беларуси, Украины, одобрены Российским Морским Регистром Судоходства.
| Наименование | Ед.изм. | Цена * | |
| Орловские УОНИ 13/45 (5кг) d3 | кг | 79.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d4 | кг | 73.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d5 | кг | 73.50 | Купить |
| Орловские УОНИ 13/55 (5кг) d3 | кг | 75.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d4 | кг | 69.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d5 | кг | 69.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d3 | кг | 76.00 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d4 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d5 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/55 (5кг) d3 | кг | 76.00 |
Профессиональная ручная электродуговая сварка требует применения узкоспециализированных видов электродной продукции для решения специальных задач, связанных с соединением металлов и специальных сталей. Условия возведения современных конструкций как промышленного, так и гражданского строительства требуют применения для сварки высокоэффективных и неприхотливых по своим качествам электродов. Одним из таких универсальных видов электросварочных электродов выступает марка УОНИ 13 и ее модификации, в том числе электроды УОНИ 13 55.

Сравнивая с другими, стоящими в массовом производстве электродами, марка УОНИ 13 55 обладает рядом преимуществ, имеющих большое развитие и применение в строительстве. Так, для возведения многоэтажных высотных зданий по монолитно-каркасной технологии большая роль отводится именно железобетонным конструкциям, монтируемым на арматурный каркас непосредственно на строительной площадке. И здесь не обойтись без универсального электрода, отвечающего наиболее важным запросам такого строительства:
- способность применения для конструкций из углеродистых и легированных сталей и сплавов;
- высокая механическая прочность соединительного шва;
- пластичность и вязкость металла сварного соединения;
- возможность работы с неподготовленными поверхностями;
- универсальность пространственного положения наложения шва.
Электроды УОНИ 13 55 основное назначение
Для данного типа сварочных электродов электродуговой сварки, основное применение ориентировано на соединение большинства видов сталей, в том числе и высокоуглеродистых видов и видов, содержащих незначительное количество углерода в своем составе в конструкционных и выдерживающих большие виды нагрузок.
Сварной шов, образуемый УОНИ 13 55 кроме всего прочего, имеет повышенную вязкость металла с его пластичностью, что обеспечивает отличные свойства сварного шва испытующего разные виды деформационных нагрузок.
Эти свойства швов сохраняются независимо от того в каких положениях проведено наложение соединения, верхнее, нижнее, вертикальное или наклонное, все эти положения одинаково формируют крепкое соединение.
Универсальность этой марки электрода, характеризует его как совместимого с трансформаторным сварочным переменного тока, так и с инвертором, имеющим постоянный сварочный ток. Единственной особенностью УОНИ 13 55 выступает необходимость работы в обратной полярности подключения сварочного прибора.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод - не более чем 0,1%;
- марганец - допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы - начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели - 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 - 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
Сварочные электроды «УОНИ-13/55» с основным покрытием широко применяются для сварки ответственных конструкций. Свариваемые изделия должны быть изготовлены из низколегированных и углеродистых сталей (например: стали марок 10ХСН2Д, 48КС и др.), которые эксплуатируются при знакопеременных нагрузках и отрицательных температурах. Допускается сварка следующих материалов:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п.;
- поковок из дисперсионно-упрочненных и углеродистых сталей, а также поковок и литья между собой.
Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве. Поэтому, сварочные электроды «УОНИ-13/55» широко используются строителями мостов.
Описание этих сварочных электродов имеется в статье , поэтому сегодня мы остановимся только на технических характеристиках.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1кг.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % — 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.

Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
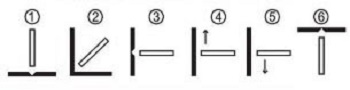
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
Технологические особенности сварки электродами «УОНИ-13/55»
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Сварочные работы, производимые при нестабильной электрической сети, выполняются, как правило, не без участия инвертора. Однако для эффективной и качественной работы инвертора понадобятся электроды, например, отечественные сварочные электроды УОНИ, характеристики которых мы рассмотрим ниже.
Коротко о главном
Использование инвертора целесообразно при таких обстоятельствах, поскольку данный аппарат представляет собой разновидность сварочного устройства, преобразование электрического напряжения в котором выполняется без участия трансформатора, а с помощью специализированного электрического устройства – инвертора. пользуются особой популярностью в данном ремесле, благодаря своим положительным качествам, отличающим их с выгодной стороны от приспособлений другого типа, но аналогичного применения.
Таким образом, отличительное качество инвертора – способность работать в условиях перепадов напряжений электрической сети. Также данное приспособление дает возможность удобно регулировать рабочий параметр в обширном диапазоне токов, а благодаря стабильной электрической дуге достигается качественное соединение различных металлов.
Однако есть сходства в работе: для инвертора, как и для обыкновенного трансформаторного устройства, понадобятся сварочные электроды. Для работы инвертора понадобятся штучные сварочные электроды (плавящиеся) различных диаметров. Состав катодов выбирается в зависимости от маркировки соединяемой стали.
Выбор неотъемлемого элемента сварки
При выборе катода необходимо брать во внимание следующие факторы:
- Состав покрытия катода;
- Расход катодов на количественный показатель соединяемого металла;
- Коэффициент наплавки катода.
Если Вас интересуют лучшие электроды, то при их выборе перво-наперво необходимо обращать внимание на диаметр соединяемого шва, а также на глубину провара. Стоит отметить, что от данных показателей напрямую зависит выбор оптимального сечения катода, полярность, сила сварочного тока и другие важные параметры .
Часто применяемые катоды
Сварочные электроды выбираются в зависимости от видов соединяемых сталей, а поэтому стоит проинформироваться по этому поводу.
Популярные модели:
- УОНИ 13/55, ОЗС-6, ОЗС-4, УОНИ 13/45 (низколегированные стали);
- Сварочные электроды МР 3, LB-52U, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, МР-3С (углеродистые стали);
- АНО-4, АНО-6 (малоуглеродистые стали);
- ОЗЛ-6, ЦЛ-11 (нержавеющая и высоколегированная стали);
- ОЗЧ-2 (для работы с чугуном);
- Т-590 (для наплавки металла).
УОНИ 13/55: описание и характеристики
Электроды марки УОНИ 13/55 предназначены для сварки особо ответственных металлоконструкций, выполненных из низколегированных и углеродистых сталей, когда к шву предъявляются повышенные требования пластичности, ударной вязкости. Сварочные электроды отечественной марки УОНИ 13/55 позволяют производить качественные соединения в различных их пространственных расположениях посредством применяемого постоянного тока обратной полярности.
Технические параметры:
- Покрытие УОНИ 13/55 – основное;
- Коэффициент наплавки – 3,5 г/А·ч;
- Расход катодов на 1 килограмм наплавленного материала составляет 1,7 килограмма;
- Производительность наплавки при толщине катода 4 миллиметра – 1,4 кг/час.
Преимущества:
- Сертифицированное доказательство того, что УОНИ 13/55 – самые качественные электроды, производящиеся на отечественных просторах;
- Электроды позволяют осуществлять производство швов, стойких к образованию кристаллических трещин, а также низким содержанием углерода;
- Идеально подходят для производства соединений в условиях нестабильного энергоснабжения.
Катоды марки МР-3
Сварочные электроды МР-3 – одни из распространенных катодов, продающихся на отечественных рынках электротоваров. Данные электроды используются при сварке ответственных металлических конструкций, выполненных из низколегированных, а также углеродистых сталей.
Рассматриваемые сварочные элементы обеспечивают непрерывное горение электрической дуги, равномерное приваривание шва, его повышенную прочность на протяжении всех этапов работ. Универсальность данной марки катодов заключается в том, что они способны производить качественные швы посредством переменного, а также постоянного тока. Вместе с данной маркировкой производители выпускают марку МР-3М, обладающую ильменитовым покрытием.
Катоды ОК 46
Сварочные электроды ОК 46 – отличные плавящиеся электроды с рутиловым покрытием, являющиеся универсальными. Благодаря ним достигается особенные показатели сварочного шва, в том числе повторный розжиг электрической дуги. Стоит отметить, что данная марка подойдет для короткого, корневого шва, а также для качественной прихватки металлов.
Сварочному процессу путем применения данных катодов сопутствует сниженное тепловложение, благодаря которому процедура становится достаточно привлекательной при широких зазорах меду заготовками.
Данная марка катодов предусматривает ильменитовое покрытие. Ильменитовый концентрат входит в состав катодов данной марки, более того, является основным их компонентом. Данный концентрат является природным соединение диоксидов титана и железа.
Ильменитовый концентрат получил широкое распространение в соединении листов с гальваническим покрытием. Примечательной особенностью ильменитового покрытия есть отсутствие чувствительности к ржавчине, загрязненным поверхностям. Данное приспособление полнее возможно использовать для соединения судовых сталей, углеродистых конструкций. Диаметры составляют в пределах 2-5 миллиметров.
Оптимальные параметры сварки достигаются путем применения качественных вспомогательных средств, знаний, оборудования. Таким образом, всё в руках самого сварщика.