Какие самые хорошие электроды. Как выбрать сварочный электрод?
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств - от легкости розжига до качества шва - является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе - рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным - можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали - это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Особенности национального производства
В предлагаемый обзор попали электроды, предназначенные для ручной сварки, которыми можно работать по низколегированным и углеродистым сталям. В составлении обзора учитывались публикации в специализированных российских журналах, а также отзывы, которые оставляют на профессиональных страничках пользователи данной продукцией.
Критерии отбора оказались несложными, так как производителей стабильно качественных электродов в России пока не столько, сколько требуется, чтобы оптимально наполнить рынок.
Выводы экспертов неутешительны, но очень реалистичны: российские производители до сих проигрывают своим иностранным коллегам в большинстве опций выпускаемой продукции.
Но есть и положительные результаты. До некоторых импортных аналогов по уровню качества наши электроды уже поднялись. Это касается внешнего вида и качественной стабильности. Но такие результаты достигнуты только на предприятиях, находящихся в совместной собственности. Понятно, что это тот же европейский или азиатский производитель, но работающий на территории России.
По каким критериям отбирались образцы
Впрочем, неплохо развивают свое присутствие на отечественном рынке и наши предприятия. Сейчас в стране работает несколько десятков заводов, производящих электроды.
Экспертные оценки учитывали, таким образом, сразу несколько сопутствующих показателей, касающихся:
- объемов производства;
- качества производимой продукции;
- попадания наименований этих предприятий в специализированные рейтинги;
- отзывов профессиональных экспертов.
Все эти сведения приводятся для того, чтобы сварщик, приходя в магазин, более осознанно ориентировался в предмете выбора.
Понимая, что полноценный обзор займет очень много места, эксперты выбрали лишь те электроды, которые используются при ручной сварке и и подходят для того, чтобы работать с низколегированными и углеродистыми сталями.
У каждого производителя, ради экономии того же места в обзоре, брались только те модели, которые собрали в свободном обсуждении в Интернете максимум положительных рецензий от пользователей.
Семерка самых качественных и популярных электродов
Вот как выглядит семерка лучших электродов российского производства по указанной группе сварки:
Похожие материалы.
В сварочном ремесле умение правильно выбирать электроды в зависимости от типа соединений и марки стали — очень важный профессиональный навык. В этой статье мы расскажем вам об основных разновидностях обмазочных электродов для MMA-сварки и объясним, как их использовать по назначению.
Как работают и чем отличаются
Электрод — простой металлический стержень, который плавится в зажженной электрической дуге и заполняет собой шов между двумя деталями, попутно разогревая их кромки. Покрытие электрода, сгорая, ионизирует среду и поддерживает непрерывное горение дуги. К тому же, при сгорании состав выделяет газы, вытесняющие кислород из сварочной ванны, и образует шлак, который всплывает на поверхность расплавленного металла и накрывает его, защищая от коррозии, растрескивания и прочих негативных эффектов в момент остывания.

Понимание сути работы электродов очень важно для объяснения такого огромного количества их разновидностей. Различаются они не только по прочностным характеристикам шва, но также по его положению и типу используемого сварочного тока.
Отличие электродов по расположению шва
Вкратце вспомним о том, как может меняться ориентация сварочной ванны в пространстве и как это влияет на технику сварки . Наиболее удобным считается нижнее положение горизонтального шва, который может быть плоским и угловым. В этом случае расплав эффективно заполняет шов и фаску, а сверху образуется равномерная корка шлака, который легко отделяется. Практически всеми марками электродов, за исключением специальных, можно варить в нижнем горизонтальном положении.

Вертикальные швы варить сложнее. Обычно применяется техника сварки с отрывом по направлению снизу вверх. Соответственно, покрытие электрода должно позволять быстро и кратковременно разжигать дугу и эффективно направлять расплавленный металл. Также вертикальные швы можно варить и без отрыва, но для этого покрытие должно иметь толщину больше обычного, чтобы в месте контакта на электроде образовывалась полукруглая лунка.

Верхнее (потолочное) расположение горизонтального шва считается в ММА-сварке наиболее сложным. Без отрыва такие швы варить практически невозможно, чаще их наплавляют точечным методом с перекрытием в 3/4 предыдущего наплава. Покрытие электродов для потолочных швов способствует быстрому расплавлению небольших порций металла и такому же быстрому их остыванию. Шлак от электродов также ведет себя иначе. По большей части он отлетает в сторону (электрод держится под углом) и накрывает предыдущую точку прихвата. Электроды для потолочной сварки наиболее чувствительны к соблюдению режима тока и полярности.

Тип и полярность сварочного тока
Как известно, инверторы имеют на выходе переменный или постоянный ток, последний имеет прямую и обратную полярность подключения. Большинство задач электродной сварки решается обратной полярностью, при которой электрод подключается к положительному контакту «+», а деталь — к отрицательному «-». Особенность обратной полярности в том, что электроны, непрерывно двигаясь от отрицательного полюса к положительному, раскаляют электрод и его покрытие, а металл детали прогревается лишь косвенным излучением.
![]()
При прямой полярности поток электродов направлен от электрода к детали и разогревает ее непосредственно. Электрод обгорает медленнее, добавляя в ванну небольшие порции расплавленного металла. Бесполезно ожидать, что при такой сварке будет эффективно заполняться стык с широким зазором, прямую полярность используют для соединения хорошо подогнанных деталей с равномерной толщиной шва. Например, этим способом хорошо сваривать листы металла, шов получается минимально заметным. Благодаря более высокой температуре сварочной ванны при прямой полярности оптимально проводить сварку массивных деталей, для которых требуется максимальная глубина прогрева.
Сварка переменным током обычно характеризуется сильным разбрызгиванием расплавленного металла. Покрытие электродов для AC-сварки имеет присадки для стабилизации дуги и специальные легирующие примеси, делающие расплав более вязким. Качество сварного шва при работе электродами на переменном токе считается наивысшим для РДС.
Расшифровка условных обозначений
Существует две основные спецификации, согласно которым маркируются электроды: отечественный ГОСТ 9466 и евростандарт ISO 2560. В каждом из них применяется собственная система условных обозначений.

ГОСТ
Верхняя строчка — Т11-XXX-Y-ZN:
- Т — тип электродов, «Э» для ММА-сварки;
- 11 — предел текучести металла в МПА;
- ХXX — марка электродов;
- Y — диаметр электрода;
- Z — назначение электрода (У — низколегированные и углеродистые до 60 кгс/мм, Л — легированные свыше 60 кгс/мм);
- N — толщина покрытия.
Нижняя строчка — Е-ААА-B-C-D:
- E-AAA — тип и нормативный индекс, определяющие прочностные характеристики шва;
- B — вид покрытия;
- C — положение шва;
- D — характеристики тока.
- Т — обозначение типа электродов, «Е» — для сварки ММА;
- ХХ — предел текучести металла в МПА;
- Y — индекс сопротивления ударному разрушению в МПА;
- SS — тип покрытия электрода;
- 0 — индекс производительности наплавки, рода тока и полярности;
- 1 — индекс положения шва.
Виды покрытий
Кислое покрытие (А) сильно расплавляет сварочную ванну, из-за чего металл при застывании подвержен растрескиванию. В настоящий момент вытеснено рутилово-кислым.
Основное (Б, B) покрытие обеспечивает большую вязкость металла в ванне и равномерный прогрев детали. Такие электроды предназначены для сварки нагруженных конструкций, однако перед использованием их следует прокаливать, чтобы избежать образования пор в металле.
Целлюлозное (Ц, С) покрытие сгорает в дуге практически полностью, почти не образуя шлака. Такой тип электродов один из немногих, которыми можно варить вертикальные швы сверху вниз.

Основа рутилового (Р, R) покрытия — диоксид титана. Электроды оптимальны для сварки с отрывом: хорошо зажигают и удерживают дугу, равномерно наплавляют металл. Рутиловое покрытие обеспечивает полный контроль над процессом сварки и позволяет варьировать длину дуги в широком диапазоне.

Рутилово-целлюлозные (РЦ, RC) покрытия наследуют положительные качества обоих типов. Именно эти электроды применяются при монтаже в стесненных условиях, они оставляют эстетичный лицевой шов, который не требует последующей обработки.
Самые популярные марки
Чем ниже сложность шва, тем более удобны в работе электроды, некоторые буквально варят сами. К таким, в первую очередь, следует отнести знаменитые Э46 торговой марки MONOLITH, они же АНО-36, в народе называемые «школьными» электродами. Варить ими действительно просто: рутилово-целлюлозное покрытие хорошо держит дугу даже на очень низких токах, металл переносится мелкими и средними каплями, хорошо заполняя ванну. Однако подходить с такими электродами к ответственным конструкциям все же не следует: из-за повышенного содержания кремния шов теряет пластичность и ударную вязкость.
Узлы и соединения, эксплуатирующиеся на открытом воздухе, включая металлокаркасные конструкции с навесной облицовкой, рекомендуется сваривать электродами, покрытие которых содержит легирующие присадки. Такие швы имеют гораздо больший предел текучести, да и коррозии они подвергаются в гораздо меньшей степени за счет малого водородного показателя. Пример такой марки — ОК-48. Они имеют основное покрытие и плавят металл до вязко-жидкого состояния, задавая оптимальную степень нагрева, подходят для сварки в любом положении. Если нужен провар в 12 мм и выше, рекомендуется предварительно заваривать шов электродами с органическим покрытием типа АНО-7 и АНО-8.

Для сварки конструкций с колебательными типами нагрузок и емкостей под давлением применяются электроды марки ОК 61.35. Покрытие у них основное, металл при плавлении очень вязкий, шов практически не чувствителен к межкристаллической коррозии.
Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
- бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;

- профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
- Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
- По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
- Еще их недостатки - большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.

Выпрямители
- Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
- Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
- Еще одно отличие от трансформатора - возможность варить алюминий, низколегированную и нержавеющую сталь.
Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня - это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.

- Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
К основным преимуществам инвертора относят:
- точные настройки для разных видов работ;
- независят от скачков напряжения в сети;
- создают высококачественные сварные швы;
- допускается работать даже с тонкостенными металлами;
- целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
- Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.
Как выбрать электроды для сварки
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором. Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.

Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
- проведение ремонта или наплавки;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- сварка алюминия и алюминиевых сплавов;
- работа с металлами трудноподдающихся сварке;
- сварка высоколегированной стали;
- сварка сплавов с теплоустойчивыми свойствами.
Как выбрать электроды по типу покрытия стержневой проволоки электрода:
- основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
- электроды с рутиловым покрытием . Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.

- Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
- Самый часто используемый размер - это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные - от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства. К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком - не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
- В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
- В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Три кита, на которых держится принцип варки электродами - это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва - он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
- электрод диаметром 2 мм потребует силу тока 50-60 А;
- для электрода размером 2,5 мм этот показатель составит 60-90 А;
- изделие размером 3 мм варят током 80 -140 А;
- если диаметр электрода 4 мм, то ток должен находиться в пределах 130-160 А;
- при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
- электрод 6 мм варят током не менее 220-240 А.
Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.

Ниже расшифруем, какие электроды выбрать:
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
- ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
- ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
- ОК 61.30 и ОК 63.20. Ими варят нержавейку.
- ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
- ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
- ОК 96.20. Потребуются для работы с алюминием.
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
- Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
- При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
- При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой.
Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня - направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа.
В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла. Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора. Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать?
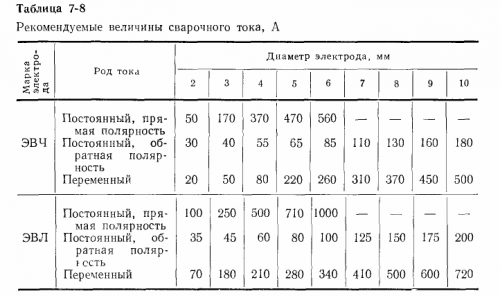
Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете.
Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер.
Зачем подбирать стержень по диаметру? Главное в сварочном соединении - обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок).
Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку.
Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления.
Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?
- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример - ). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу - на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых - аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для . Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 - это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 - используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 - применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 - марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 - аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.