Как производится сварка медных труб различными способами.
Температура плавления меди 1883°С
Марка |
Свариваемость |
Технологические особенности сварки |
Медь катодная |
Присадок БрКМц 3-1 МНЖКТ-5-1-0,2-0,2 БрОЦ 4-3, БрХ 0,7 При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С |
|
М00к, М0к, М1к |
||
Медь раскисленная |
||
М1р, М2р, М3р |
||
Медь рафинированная |
||
Бронзы оловянные литейные |
Присадок той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С |
|
Бр03Ц12С5 Бр05Ц5С5, Бр08Ц4 Бр010Ф1, Бр010Ц2 |
Удовлетворительная |
|
Бр03Ц7С5Н1 |
||
Бронзы безоловянистые литейные |
||
БрА9Мц2Л |
Удовлетворительная |
|
Бронзы деформируемые |
||
Бр0ф7-0,2, БрХ1 БрКМцЗ-1, БрБ2 |
||
БрАМц9-2 БрАЖ9-4, БрСр1 |
Удовлетворительная |
|
БрА5, БрА7 |
||
Латуни деформируемые |
Присадок БрОЦ4-3 БрКМц 3-1, ЛК62-0,5 ЛК80-3, ЛМц 59-0,2 При толщине более 12 мм необходим предварительный подогрев до 300-350°С |
|
Л96, ЛА77-2, ЛК80-2 |
||
ЛМцС58-2, ЛС3 Л062-1 |
Удовлетворительная |
|
ЛС59, ЛС60-1 |
||
Трудности при сварке
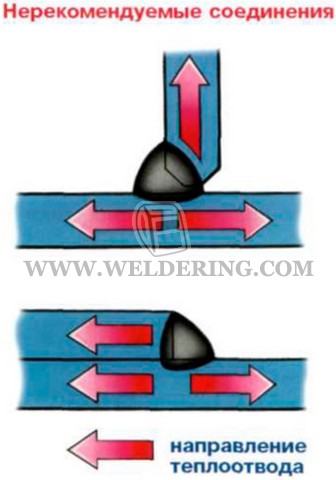
Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную дугу с увеличенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Рекомендуемые типы сварных соединений - стыковые и схожие с ними по характеру теплоотвода.
Большая жидкотекучесть меди (в 2-2,5 раза выше,чем устали) осложняет сварку вертикальных и потолочных швов. Она возможна лишь при минимальных размерах сварочной ванны и коротком времени пребывания металла в жидком состоянии. При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва и горячим трещинам, требует надежной защиты металла шва и сварочных материалов от загрязнений вредными примесями.
Из-за склонности меди к окислению с образованием тугоплавких окислов необходимо применять присадочный материал с раскисли гелями, главные из которых фосфор, кремний и марганец.
Большой коэффициент линейного расширения меди (в 1,5 раза выше, чем у стали) влечет за собой значительные деформации и напряжения, образование горячих трещин. Устранить их можно за счет предварительного подогрева конструкций: из меди до 250-300°С, из бронзы до 500-600°С
Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной, труборезами, на токарных и фрезерных станках, а также плазменно-дуговой резкой. Кромки под сварку подготавливают механическими способами. Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Кромки обрабатывают мелкой наждачной бумагой, металлическими щетками и т.д. Использовать абразивы с крупным зерном не рекомендуется. Возможно травление кромок и проволоки в растворе кислот:
75 см 3 на 1 л воды азотной;
100 см 3 на 1 л воды серной;
1 см 3 на 1 л воды соляной
с последующей промывкой в воде и щелочи и сушкой горячим воздухом. Конструкции с толщиной стенки 10-15 мм предварительно подогревают газовым пламенем, рассредоточенной дугой и другими способами. Сборку стыков деталей под сварку ведут либо в приспособлениях, либо с помощью прихваток. Зазор между стыкуемыми заготовками соблюдают одинаковым на всем протяжении. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить. Поверхность прихваток необходимо очистить и убедиться в отсутствии поверхностных горячих трещин.
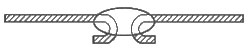
Если сварка ведется в нижнем положении, то для улучшения теплоотвода используют специальные приспособления из графита или меди

При сварке на открьтом воздухе стык обустраивают съемными экранами
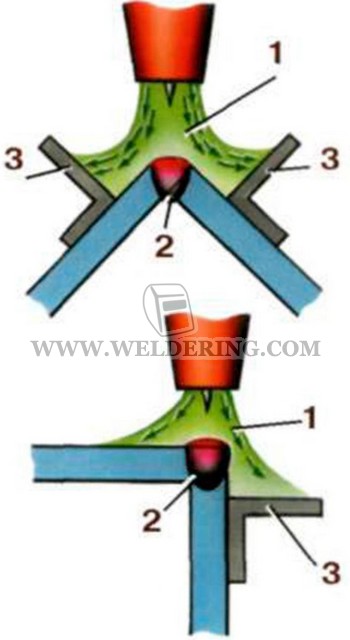
1 - поток газа; 2 - шов; 3 - экран.
Выбор параметров режима
Сварку ведут на постоянном гоке прямой полярности. Сварочный ток (А) ориентировочно определяют по формуле:
Iсв=100×S,
где S - толщина металла, мм
Защитными газами могут быть аргон, гелий, азот и их смеси. Длина дуги в аргоне и гелии должна быть не более 3 мм. В азоте ее увеличивают до 12 мм. Поэтому возрастают напряжение на дуге и ее мощность (в 3-4 раза) но сравнению со сваркой в аргоне. В гелии же мощность дуги по сравнению со сваркой в аргоне повышается вдвое.
Расход защитного газа:
- аргон - 8-10 л/мин
- гелий -10-20 л/мин
- азот - 15-20 л/мин
Скорость сварки выбирают из условий формирования шва с нужной геометрией. Конструкции толщиной 4-6 мм сваривают без предварительного подогрева в аргоне, а до 6-8 мм - в гелии и азоте. Для сварки металла большей толщины требуется предварительный подогрев от 200 до 300°С.
Техника сварки
Сварку в аргоне ведуг "углом вперед" при выпуске электрода 5-7мм. В качестве присадочной проволоки используют:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Для повышения стойкости металла шва против горячих трещин применяют сварочные проволоки:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
- М Мц 40
Чтобы расплавленный металл не попал на конец W-электрода, присадочную проволоку вводят не в столб дуги, а подают к краю сварочной ванны и несколько сбоку

ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ МЕДИ В АРГОНЕ
Вид разделки кромок |
Толщина металла, мм |
Сварочный ток, А |
Диаметр электрода, мм |
Диаметр присадка, мм |
Расход аргона, л/мин |
Число проходов без подварочного шва |
 |
||||||
 |
1-й проход 200-350 2-й проход 200-350 3-й проход 200-400 Подварочный шов 250-350 |
|||||
1-й проход 250-350 2-й проход 250-400 3-й проход 300-450 4-й проход 300-450 Подварочный шов 250-350 |
||||||
 |
1 и 2-й проходы 250-400 3 и 4-й проходы 250-450 5 и 6-й проходы 300-550 Подварочный шов 250-350 |
|||||
1 и 2-й проходы 250-400 3 и 4-й проходы 300-450 5 и 6-й проходы 300-550 7 и 8-й проходы 350-600 Подварочный шов 250-350 |
Сварка в азоте , который по отношению к меди является инертным газом, ведется угольным или графитовым стержнем. Использовать W-электроды нецелесообразно, так как их расход в азоте слишком велик. Азотнодуговую сварку угольным электродом ведут на постоянном токе прямой полярности при напряжении дуги 22-30 В. При токе 150-500 А диаметр электрода должен быть 6-8 мм. Расход азота - 3-10 л/мин
В домашних условиях чаще всего возникает потребность сварки медных, при монтаже отопительных систем и водопроводов. Медь представляет собой хороший материал для водопроводных труб, потому что имеет гладкую поверхность, не поддается коррозии, обеспечивает хороший ток воды, не имеет вредных веществ в составе, не зарастает отложениями и обладает бактерицидными свойствами. Медные водопроводы способны прослужить очень долго, не меньше 50 лет.
Сварка цветных металлов
Сварка представляет собой процесс образования неразъёмных соединений с помощью установления между свариваемыми элементами межатомных связей при их частичном или общем нагреве, либо пластическом деформировании. Для производства сварки принято использовать разные источники энергии: лазерное излучение, газовое пламя, электрическую дугу, электронный луч, ультразвук и трение.

Сварка цветных металлов существенно отличается от процедуры сварки сталей, потому что цветные металлы обычно отличаются более высокой теплопроводностью и реагируют в расплавленном состоянии с газами, которые содержатся в атмосферном воздухе. Чтобы исключить возникновение подобных негативных последствий, необходимо более тщательно выбирать сварочные материалы, подготавливать детали к сварке и строго следовать инструкции сварки.
Развитие технологий в настоящее время позволяет провести сварку не только на промышленных и производственных предприятиях, но и в космосе, под водой и в домашних условиях на открытом воздухе. Однако процедура сварки цветных металлов, в том числе и технология сварки меди, является достаточно специфичной и зависит во многом от физико-механических свойств материала.
Свойства меди
Медь используется для изготовления трубопроводов для разных машин, сосудов, химической аппаратуры, токопроводящих частей и разных деталей. Данный материал характеризуется высокой электро- и теплопроводностью, а также устойчив к коррозии. Технология сварки меди является достаточно сложным процессом.
Трудности процедуры вызваны склонностью меди к окислению в расплавленном состоянии с образованием тугоплавкого окисла и поглощению газов, значительной теплопроводностью, высоким показателем линейного расширения меди при нагревании, который в полтора раза выше, чем у стали, а также повышенной текучестью.

Свариваемость меди ухудшается в результате наличия в ней висмута, серы, свинца и кислорода. Свинец и висмут придают этому цветному металлу красноломкости и хрупкости, в форме закиси меди кислород вызывает формирование трещин и хрупких прослоек металла в области термического влияния.
На процедуру сварки меди в домашних условиях влияние оказывает кислород, который поглощается из атмосферы. Но, тем не менее, медные изделия широко используются в разных отраслях промышленности, поэтому было создано несколько методик сваривания данного металла.
Газовая сварка меди
При условиях соблюдения технологии процедуры медь отлично сваривается газовыми баллонами, что заправлены ацетиленом. Если выполнить сварку по всем правилам и после этого проковать шов, то вы получите сварное соединение высокого качества. При этом предел прочности шва достигает 17-22 кгс на квадратный миллиметр, когда максимальный предел прочности меди будет 22-23 кгс на миллиметр квадратный.
Так как теплопроводность меди достаточно высокая (в пять раз больше железа), необходимо для ее сварки пламя повышенной мощности: 150 л/час, если толщина материала меньше 10 миллиметров и 200 л/час при толщине больше 10 миллиметров. При сварке более толстых агрегатов нужно вести сварку с помощью двух горелок. Одну из них, мощностью 150-200 л/час, используйте для подогрева. Вторая горелка мощностью 100 л в час нужна для самой сварки заготовок.
Для уменьшения отвода теплоты снизу и сверху свариваемого металла рекомендуется проложить листы асбеста. Принято применять при данном способе сварки меди восстановительное пламя, ядро которого ориентировано к кромкам металла почти под прямым углом. Чтобы уменьшить формирование закиси меди и предотвратить образование горячих трещин, необходимо вести сварку максимально быстро, без перерывов. При этом строго следите за сохранением восстановительного пламени.

Непосредственно перед сваркой деталей из меди не применяются прихватки. Сварку изделия обязательно следует выполнять в специальном сборочно-сварочном приспособлении. В качестве присадки при сварке используйте проволоку из электротехнической меди, или металла, который содержит раскислители: не больше 0,2% фосфора и близко 0,15-0,3% кремния. Максимально допустимый диаметр проволоки присадочной - 8 миллиметров.
При сварке распределять тепло необходимо таким способом, чтобы плавилась проволока ранее кромок основного металла. Присадочный материал при этом будет наплавляться на кромки, что начинают плавиться. Скос кромок на листах с толщиной больше 3 миллиметров выполняют под острым углом 45 градусов. Перед сваркой кромки необходимо зачистить до блеска свежего металла, либо протравить с помощью раствора азотной кислоты с промывкой в воде.
Для правильного применения газовых баллонов, нужно просмотреть видео о сварке меди. Чтобы измельчить зерна наплавленного металла и повысить плотность сварных швов после сварки материал, который имеет толщину до 5 миллиметров, проковывают в холодном состоянии, а медь толщиной больше 5 миллиметров - при температуре плюс 200-300 градусов.
Шов подвергают отжигу после проковки шов при температуре порядка 500-550 градусов по Цельсию с быстрым охлаждением водой. Чтобы предотвратить образование трещин, нельзя вести проковку при температуре больше 500 градусов, потому что медь становится хрупкой при таких температурах.
Аргонодуговая сварка меди
Дуговую сварку плавлением широко применяют для создания медных сварных конструкций. С целью получения высококачественного сварного шва рекомендуется использовать защитные газы, в качестве которых выступает аргон высшего сорта или смесь аргона и гелия (50-75% аргона). Дуговую сварку меди на производстве и в домашних условиях чаще всего производят вольфрамовым электродом.
В качестве присадки необходимо использовать узкую профилированную проставку или проволоку, которая закладывается встык. Сварка меди аргоном вольфрамовым неплавящимся электродом отличается хорошей устойчивостью дуги. Применяют ручную дуговую сварку меди при соединении агрегатов небольшой толщины (до 4 миллиметров) и в труднодоступных местах.

Сварку вольфрамовым электродом выполняют при постоянном токе. Электрод должен быть сориентированным строго в плоскости стыка. В случае сварки металла, который имеет толщину больше 4-5 миллиметров, нужно его предварительно подогреть до плюс 300-400 градусов. Перед сваркой рекомендуется кромки основного металла и электродную проволоку зачистить до свежего металла.
Медь, которая имеет толщину до 5-6 миллиметров, можно варить без проведения разделки кромок. При сварке заготовок с толщиной 2 - 3 миллиметра не требуется проводить подогрев основного металла. А вот техника электросварки меди толще 4 миллиметров подразумевает подогрев до плюс 300-400 градусов. Технология сварки цветного металла, в том числе и меди, и сплавов допускает применение плавящихся электродов.
Пайка меди
Медь в отличие от стали целесообразнее в большинстве случаев паять, чем сваривать. Особенно, если речь идет о тонкостенных медных трубах, которые используются для разных систем - отопительных, водопроводных, газовых и холодильных. Это обусловливается рядом особенностей сварки меди.
При определенных стараниях совершить пайку меди сможет даже начинающий мастер, в то время как без основательной подготовки сварить ее вряд ли удастся. Пайка структуру металла не изменяет, не нуждается в дорогостоящем оборудовании, как того требует процедура сварки.
Паяные соединения при строжайшем соблюдении технологии и использовании подходящих материалов получаются довольно прочными и термостойкими для выдерживания предназначенной им механической и тепловой нагрузки.
При пайке меди принято использовать нахлесточные типы соединений, которые позволяют обеспечить высокую прочность конструкций даже в ситуации, если были использованы мягкие припои, которые обладают относительно малой прочностью. Для обеспечения удовлетворительного уровня прочности паяного соединения вы должны обеспечить нахлест не меньше 5 миллиметров. На практике обычно применяют более высокие значения для обеспечения хорошего запаса прочности.
Виды припоев
Сплавы меди и сам металл можно паять высокотемпературной и низкотемпературной пайкой. Существует много оборудования для сварки меди и её пайки, а также разнообразных твердых и мягких припоев, которые обеспечивают хорошее качество пайки деталей и труб. Предпочтительным для низко- и высокотемпературной паек считается применение припоя и флюса одного производителя.
Низкотемпературные припои
Применение низкотемпературных припоев позволяет совершать пайку при температуре, мало влияющей на прочность меди, однако предоставляет швы с плохими механическими характеристиками. Припой для высокотемпературной пайки обеспечивает большую прочность швов и допускает высокие температуры эксплуатации системы. Однако вместе с этим совершается отжиг меди, и необходим больший навык, потому что металл легко пережечь.
Низкотемпературная пайка считается наиболее востребованной в отоплении и водоснабжении. Учитывая большую площадь контакта элементов трубопроводов, низкотемпературные припои способны обеспечить достаточную прочность соединений.

Существуют следующие низкотемпературные бессвинцовые припои, что гарантируют достаточно высокое качество медной пайки: сплавы олова с медью, сурьмой, висмутом, серебром, селеном. Львиную долю в них (до 97%) составляет олово, остальное припадает на другие элементы. Для низкотемпературной пайки данного металла вообще-то подходят и пропои свинцово-оловянные, но если нужно паять трубопровод для питьевой воды, то рекомендуется от них отказаться из-за вредных качеств свинца.
Обладают самыми лучшими технологическими свойствами серебросодержащие припои, к примеру, S-Sn97Ag3, который содержит 97% олова и всего лишь 3% серебра. Немного худшими, но все равно удовлетворительными качествами обладают припои медьсодержащие, включая и S-Sn97Cu3, в котором присутствует 97% олова.
Практике известны и трехкомпонентные припои, которые содержат олово (95,5%), медь (0,7%) и серебро (3,8%). Универсальным и широко применяемым припоем является оловянно-медный. Однако такое вещество имеет один существенный недостаток - высокую стоимость. Подобные составы припоев отвечают за хорошее качество швов и высокую прочность, долговечность и надежность систем водоснабжения и отопления.
Высокотемпературные пропои
К высокотемпературным припоям рекомендуется прибегать только в случае, когда в этом имеется особая потребность. К примеру, если необходимо эксплуатировать паяный трубопровод при высокой (выше плюс 110 градусов) температуре - в отопительной системе с использованием пара, что отличается высоким давлением.
Для пайки газопровода из медных труб используется исключительно высокотемпературная пайка, потому что предоставляет соединение с наибольшим уровнем прочности и надежности, а вот низкотемпературную пайку в газоснабжении не используют.

В случае пайки медных изделий между собой медно-фосфорные припои не нуждаются в обязательном применении флюсов. Еще одно достоинство этого припоя: параметры термического расширения меди паяемых деталей и пропоя почти идентичны. Большое распространение - за самофлюсующимся припоем, который состоит из 92% меди, около 6% фосфора и 2% серебра. Все твердые припои выпускаются в форме твердого прутка.
В связи с хрупкостью данного соединения, которая возникает из-за химических реакций фосфора с определенными металлами, медно-фосфорные припои нельзя применять для пайки цветного металла с содержанием никеля больше 10%. Также устанавливать данные припои не рекомендуется для пайки бронзы алюминиевой. Не рекомендуется их применять и при пайке чугуна и стали.
Флюсы при сварке
При сварке и пайке рекомендуется применять специальные аппараты для сварки меди и флюсы, которые защищают расплавленный металл от окисления, растворяют и превращают образовавшиеся окислы в шлаки. Их вносят в сварочную ванну. Помимо этого, флюсами покрывают концы кромки свариваемых агрегатов и присадочных прутков, а также обратную сторону основного металла.
Для низкотемпературной пайки в качестве флюсов преимущественно применяются составы, которые содержат хлорид цинка. Но при покупке флюса необходимо особое внимание уделять его составу. Флюсы состоят из буры прокаленной, кремниевой кислоты, кислого фосфорнокислого натрия и древесного угля.
Существует много эффективных флюсов для пайки меди, нужно попросту приобрести любой предназначенный для этого состав. К примеру, флюс F-SW 21 или канифольная вазелиновая паста, которая состоит из канифоли, технического вазелина или хлористого цинка. Паста считается самой удобной формой для нанесения на деталь.
Теперь вы поняли, что сварка меди отличается от процедуры сварки других металлов в виду особенностей данного материала. В некоторых случаях целесообразнее проводить пайку меди. С целью раскисления металла и удаления в шлак окислов, которые образуются при плавлении меди, рекомендуется использовать припои и флюсы.
Медь можно варить различной сваркой, но использование для этой цели защитных газов, инертных в отношении меди, делает сварные соединения более надежными и устойчивыми к коррозии. Используемые газы — аргон, азот и гелий. Данные газы с медью не взаимодействуют.
Поскольку гелий является дорогим газом, то наибольшее распространение получили аргон и азот. Рекомендуется использовать сочетание этих газов в соотношении 3: 1. Сварка меди аргономпроизводится либо плавящимися, либо неплавящимися (вольфрамовыми) электродами. Электроды из вольфрама использовать предпочтительнее, так как швы выходят более чистые и прочные.
Данный вид сварки позволяет выполнять работу даже при незначительной толщине медного изделия. Ни один другой вид сварки не в состоянии надежно соединить изделия толщиной 0,5 мм.
Присадочная проволока
Для сварки медных изделий различной толщины используют присадочную проволоку, изготовленную из меди или ее сплавов. Состав присадки должен соответствовать составу основного металла.
Присадочная проволока частично ограждает место сварки от кислорода. Для этого в состав проволоки вводятся различные раскислители, например, марганец, способный связывать кислород.
Можно, конечно, использовать проволоку, содержащую примеси редкоземельных металлов. Такая присадка отлично нейтрализует кислород и полностью выводится из шва. Но ее использование слишком дорого.
Подготовка поверхностей перед сваркой аргоном
Сварки деталей из меди с помощью аргонатребует проведения подготовительных работ. Это касается кромок свариваемых изделий. Если толщина меди превышает 5 мм, то без 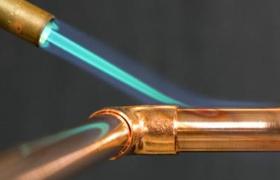 подготовки очень сложно будет прогреть всю толщину металла. Процесс подготовки кромок называется разделкой. При этом если толщина металла не превышает 12 мм, то проводят одностороннюю разделку. При большей толщине необходима разделка двухсторонняя. Для разделки кромок используют напильник, наждачную бумагу или шлифовальную машину.
подготовки очень сложно будет прогреть всю толщину металла. Процесс подготовки кромок называется разделкой. При этом если толщина металла не превышает 12 мм, то проводят одностороннюю разделку. При большей толщине необходима разделка двухсторонняя. Для разделки кромок используют напильник, наждачную бумагу или шлифовальную машину.
Разделку выполняют до «свежего» металла. Такой же обработке подвергается и присадочная проволока. Если поверхности деталей были загрязнены, то перед механической обработкой следует их очистить тканью, смоченной в ацетоне или каком-либо другом растворителе.
Порядок проведения сварочных работ
Аргонная сварка меди неплавящимися электродами производится постоянным током, при прямой полярности. Электрод располагают в плоскости шва, с уклоном назад порядка 70 градусов. Когда толщина свариваемых изделий превышает 5 мм, для улучшения качества сварки применяют предварительный нагрев изделий до температуры около 300-500 градусов.
Чем большей массой обладают изделия, тем больший прогрев им необходим.
Учитывайте высокую теплопроводность меди. Металл очень быстро отдает тепло, поэтому работать следует достаточно быстро.
Если толщина детали составляет менее 4 мм, то можно обойтись без присадочной проволоки, выполнив отбортовку детали. Если присадочная проволока используется, то желательно, чтобы температура ее плавления была чуть ниже, чем температура плавления свариваемых деталей.
Поскольку прочность и пластичность меди снижаются при увеличении температуры свыше 200 градусов, на поверхности сварных швов могут появляться трещины. Поэтому медные изделия не рекомендуется жестко закреплять. Также специалисты не советуют проваривать швы в 2 прохода, что может ухудшить качество первоначального шва.
Медь обладает целым рядом уникальных свойств, в числе которых: высочайшая электро- и теплопроводность, пластичность, коррозионная стойкость. К чисто техническим качествам добавляется и высокая эстетичность металла, способствующая его большой востребованности в качестве декоративного материала.
Все это обеспечивает меди широкое применение в самых различных областях. Пайка и сварка меди - операции, с которыми рано или поздно приходится сталкиваться любому мастеру, любящему работать с металлом. Кроме технически чистой меди широко распространены ее сплавы: бронзы и латуни.

Свариваемость меди и некоторые особенности
Свариваемость меди зависит от ее химической чистоты: чем меньше в ней вредных примесей - серы, фосфора, свинца и пр. - тем лучше она сваривается. К факторам, отрицательно влияющим на сваривание, относятся следующие:- Склонность меди к окислению. Соединение с кислородом с образованием тугоплавких окислов приводит к образованию хрупких зон и трещин в области термической обработки.
- Высокий коэффициент линейного расширения (в 1,5 раза больше, чем у стали) вызывает большую усадку при затвердевании, приводящую к возникновению горячих трещин.
- Склонность металла к поглощению газов в расплавленном состоянии из воздуха (в основном кислорода и водорода) также крайне отрицательно сказывается на качестве сварного шва. Водород, в частности, в момент кристаллизации металла соединяется с кислородом закиси меди и образует водяной пар, вызывающий образование пор и трещин.
- Расположенность к росту зерна приводит к появлению хрупких структур в зоне термического влияния.
- Большой коэффициент теплопроводности (в 7 раз выше, чем у стали) требует источника нагрева с высокой мощностью и концентрацией энергии в зоне плавления. Из-за быстрого отвода тепла ухудшается формирование шва, растет склонность к возникновению в нем дефектов - подрезов, наплывов и пр.
- Большая жидкотекучесть меди (в 2-2,5 раза больше чем у стали) не позволяет производить на весу одностороннюю стыковую сварку с полным проплавлением кромок и хорошим формированием шва с обратной стороны. Для стыковых швов могут потребоваться подкладки с противоположной стороны, плотно прилегающие к свариваемому металлу. Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положении.
- При температуре выше 200°С снижается прочность меди с одновременным уменьшением пластичности (в отличие от других металлов, например стали, у которых снижение прочности при повышенной температуре связано с повышением пластичности). В интервале температур 250-550°С, при которых пластичность меди достигает минимальных значений, могут возникать трещины. В связи с этим следует избегать жестких закреплений. Не рекомендуется выполнять швы в два прохода, так как первый проход уже создает жесткое закрепление. Прихватки следует заменять скользящими закреплениями.
При сварке латуни, цинк может испаряться (его температура кипения 907°С, т.е. ниже температуры плавления меди), что приводит к образованию пор. Пары цинка, соединяясь с кислородом, образуют оксид цинка, который, как и сами пары, ядовит и выделяется в виде плотного белого облака. В связи с испарением и выгоранием цинка его концентрация в сплаве шва уменьшается. Предварительный подогрев металла и повышение скорости сварки позволяют снизить испарение цинка. В общем, ручная дуговая сварка латуни применяется редко, и для неё необходим непрерывный отсос газов.
Лучше всего сваривается раскисленная медь (М-1р, М-2р, М-3р), в которой содержание кислорода не превышает 0,01%.
Для преодоления трудностей сваривания, технология сварки меди предусматривает газовую или флюсовую защиту сварочной ванны, в состав электродов и присадочной проволоки вводят раскислители: кремний, алюминий, марганец и прочие.
Способы сварки меди
При изготовлении сварных конструкций из меди, используются разные виды сварки - без защитного газа покрытыми электродами, с защитными газами неплавящимися и плавящимися (проволокой) электродами, под флюсом и пр. Наиболее распространены два вида: ручная дуговая сварка металлическими покрытыми электродами и сварка вольфрамовыми электродами в защитных газах. Как и прочие цветные металлы, медь требует тщательной очистки перед сваркой. Прежде всего, нужно удалить с помощью ветоши, ацетона или других растворителей все загрязнения, способные быть поставщиками вредных примесей, особенно свинца и серы. Их могут содержать смазочные и охлаждающие жидкости, жиры, масла и краски.Затем полностью удаляется окисная пленка - металлической щеткой или сеткой из нержавейки, или каким-то абразивным инструментом - обработкой детали до блеска.


Очистка детали - очень важный этап, прямо влияющий на качество сварного шва. Без неё невозможно получить прочный и красивый шов.
При толщине стенок от 5 мм, сварку выполняют с предварительным подогревом детали до 300-700°C. Особенно важен подогрев для массивных деталей, и чем массивнее деталь, тем выше должен быть нагрев.
Сварка меди металлическими покрытыми электродами (режим MMA)
С помощью покрытых электродов варят медь толщиной более 2 мм. Металл до 4-5 мм можно сваривать без разделки кромок, при большей толщине необходимо выполнять V-образную или X-образную разделку с углом раскрытия 60-70°. Сварку выполняют постоянным током обратной полярности. Ориентировочные значения диаметра электрода и сварочного тока в зависимости от толщины меди приведены в нижеследующей таблице.| Толщина меди, мм | Диаметр электрода, мм | Ток сварки меди, А |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
В процессе сварки тонколистового металла может потребоваться уменьшение первоначально установленного тока - из-за разогрева детали и возникновения в связи с этим опасности прожогов.
Для сварки меди предназначены электроды Комсомолец-100, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, АНЦ/ОЗМ-4, ОЗБ-2М (для бронз) и пр. Электроды перед использованием рекомендуется прокаливать.
Покрытые электроды для сварки меди не могут обеспечить такое же качество шва, какое обеспечивает сварка в аргоне. Прочность сварного соединения, выполненного с их использованием, зависит от многих факторов: правильного выбора марки электрода, соблюдения требуемой технологии (тщательности очистки, предварительного подогрева, оптимального токового режима) и, разумеется, от квалификации сварщика.

Сварка меди вольфрамовым электродом в среде аргона (режим DC/AC TIG)
С точки зрения результата этот способ - наилучший. Швы, выполненные в режиме TIG, отличаются прочностью и аккуратностью. Сварка выполняется вольфрамовым электродом на переменном или постоянном токе прямой полярности. Величина сварочного тока выбирается в зависимости от толщины свариваемого металла и диаметра электрода.В качестве защитных газов используются аргон, гелий, азот или их смесь. Эти газы отличаются своими технологическими свойствами, в чем-то превосходя, в чем-то уступая друг другу. Азот, в частности, требует меньшего сварочного тока в сравнении с аргоном, но швы, выполненные с его использованием, имеют некоторую склонность к порообразованию. Кроме этого, при прочих равных условиях расход азота превышает расход аргона. Поэтому последний, с учетом еще и его универсальности, используется чаще других газов.
В качестве присадочного материала применяются прутки меди (M1, М2, М3) или бронзы (Бр КМц3-1 и пр.). На практике часто используют медные жилы из электрических кабелей и проводов. Желательно, чтобы температура плавления присадки была ниже температуры плавления основного металла. Для лучшей защиты шва, пруток следует вести перед горелкой, а не за ней (см. второе фото). Листы меди толщиной до 4 мм можно сваривать с отбортовкой без присадочного материала.

Во избежание загрязнения вольфрамового электрода при поджоге дуги, последнюю можно возбуждать на угольной или графитовой пластине, перенося ее затем на изделие.
Сварка может производиться в нижнем и вертикальном положении шва.
![]()
В отличие от алюминия, который варится без поперечных движений, сварка меди требует манипуляций горелкой для формирования шва и обеспечения его соединения со стенками. Металл нужно "расталкивать" круговыми или зигзагообразными движениями горелки.

Заварку кратера нужно производить, удлиняя дугу постепенным отводом горелки, - в том случае, если сварочный аппарат не имеет специальной функции "заварка кратера".
Сварка меди полуавтоматом (режим MIG)
Медь можно сваривать и полуавтоматом в режиме MIG на постоянном токе обратной полярности с использованием аргона, азота или гелия в качестве защиты. Технология сварки в данном случае, в своей основе, не отличается от сварки стали.При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сварка меди нашла широкое применение и в электронике, и в химическом машиностроении при изготовлении приборов для применения условиях, где требуется высокая коррозионная стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии. Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве случаев, для сварки используются листовые медные детали и трубы.
Отметим также, что нет каких-либо специальных видов сварки для медных изделий. И для их сваривания могут применяться все известные способы, за исключением контактной сварки, которая применяется ограничено.
Ручная дуговая сварка меди металлическими электродами
Целесообразность применения дуговой сварки плавящимся электродом взамен газовой сварки меди продиктована технико-экономическими преимуществами, также как и при сварке сталей. Прежде всего, этот способ отличается высокой производительностью. Скорость дуговой сварки металлическим плавящимся электродом намного превосходит скорость при другом способе сварки. Дуговая сварка меди может производиться вручную, автоматически под флюсом или в защитных газах. О сварке меди на полуавтоматах и автоматах изложено ниже по тексту. Сейчас рассмотрим ручную дуговую сварку меди.
Подготовка места сварки
Если толщина свариваемой меди составляет 6-12мм, то рекомендуется выполнять V-образную разделку с суммарным углом раскрытия кромок 60-70°. Если предусматривается подварочный шов с оборотной стороны, то угол можно уменьшить до 50°.
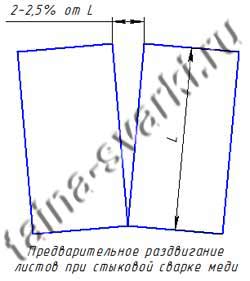 Перед
сваркой необходимо раздвигать медные листы или полосы под углом друг к другу,
с зазором 2-2,5% от длины шва, см. рисунок справа. Если сварка выполняется без
предварительного раздвигания листов, то рекомендуется предварительно прихватить
их короткими швами длиной около 30мм на расстоянии, примерно, 300мм друг от
друга. Прихватки выполняют электродом меньшего диаметра и обеспечивают зазор
между кромками 2-4мм. При отсутствии зазора возрастает вероятность перегрева
металла и . При выполнении прихваток следует учитывать, что
повторный нагрев меди приводит к появлению пор в металле, поэтому, по мере приближения
к прихваткам их необходимо вырубать и зачищать. Это не потребует много времени,
т.к. прихватки выполняются на малую глубину.
Перед
сваркой необходимо раздвигать медные листы или полосы под углом друг к другу,
с зазором 2-2,5% от длины шва, см. рисунок справа. Если сварка выполняется без
предварительного раздвигания листов, то рекомендуется предварительно прихватить
их короткими швами длиной около 30мм на расстоянии, примерно, 300мм друг от
друга. Прихватки выполняют электродом меньшего диаметра и обеспечивают зазор
между кромками 2-4мм. При отсутствии зазора возрастает вероятность перегрева
металла и . При выполнении прихваток следует учитывать, что
повторный нагрев меди приводит к появлению пор в металле, поэтому, по мере приближения
к прихваткам их необходимо вырубать и зачищать. Это не потребует много времени,
т.к. прихватки выполняются на малую глубину.
При толщине металла более 12мм рекомендуется Х-образная разделка кромок, что потребует двухсторонней сварки. Если нет возможности выполнить Х-образную разделку, то выполняют V-образную. При этом возрастает почти в полтора раза расход электродов и время сварки. При Х-образной подготовке кромок прихватку выполняют с оборотной стороны первого шва и удаляют её перед началом выполнения второго шва.
Сварка стыкового соединения без разделки кромок или с V-образной разделкой выполняется на подкладках, которые прижимаются вплотную к стыку, либо на флюсовой подкладке-подушке. Применяются стальные, медные, либо графитовые подкладки шириной 40-50мм с выполнением формирующей канавки.
Перед сваркой рекомендуется предварительный подогрев кромок. Подогрев может быть местным, общим или сопутствующим, в зависимости от габаритов изделия и толщины свариваемой меди. Обычно температура подогрева составляет 300-400°C.
Электроды для дуговой сварки меди и покрытия для них
Для дуговой сварки меди применяют покрытые электроды. Применение электродом без защитного покрытия приводит к окислению шва, нестабильному горению дуги и появлению дефектов в сварном шве (пористости). Электродные стержни используют в виде медной проволоки (которая может быть легирована кремнием и марганцем), бронзы марки Бр.КМц 3-1 или бронзы марок Бр.ОФ 4-03 и БР.ФО 9-03.
Электродные стержни такого состава легируют металл шва кремнием, марганцем, фосфором (иногда оловом) и оказывают раскисляющее действие. Защитные покрытия подбираются с таким составом, который обеспечивает стабильность дуги, раскисление металла и образование шлаков. Всё это способствует хорошему формированию шва и повышению качества сварки.
Режимы ручной дуговой сварки меди
Сварка выполняется постоянным током обратной полярности. Применение переменного тока часто не позволяет обеспечить нужной стабильности дуги. Переменным током возможно производить сварку лишь в том случае, если в составе защитного покрытия присутствует железо. При этом необходимо повысить силу тока, примерно, на 40-50%. Но следует иметь в виду, что применение переменного тока может привести к разбрызгиванию электродного металла. Ориентировочные режимы сварки указаны в таблице ниже.
Режимы ручной дуговой сварки в стык листовой меди медными электродами на постоянном токе:
Скорость сварки составляет 15-18 м/час. Если применяются электроды из бронзы, то скорость сварки увеличивается, т.к. бронзовый электрод плавится быстрее медного.
При сварке меди толщиной более 10-12мм при диаметре электрода 6-8мм, силу сварочного тока увеличивают до 500А.
При сварке тавровых соединений режимы сварки примерно такие же, как и для сварки стыковых соединений. При этом необходимо установить сварное соединение "в лодочку".
Техника ручной дуговой сварки меди
Сварку меди большой толщины сваривают в несколько слоёв. Каждый предыдущий слой тщательно зачищают перед наплавкой последующего. Но малые и средние толщины меди лучше сваривать за один проход.
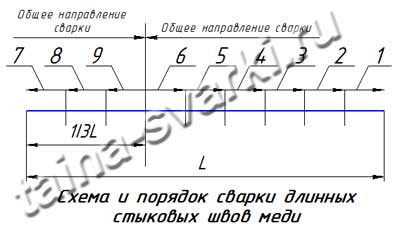 Сварка
выполняется обратноступенчатыми швами, с длиной участка 200-300мм. Всю длину
свариваемого участка делят на два участка: в 2/3 длины шва и с другой стороны
1/3 от длины. Вначале заваривается длинный участок по направлению к малому,
а затем короткий. Схема этой сварки показана на рисунке слева. Подобная техника
сварки значительно снижает риск возникновения трещин в металле.
Сварка
выполняется обратноступенчатыми швами, с длиной участка 200-300мм. Всю длину
свариваемого участка делят на два участка: в 2/3 длины шва и с другой стороны
1/3 от длины. Вначале заваривается длинный участок по направлению к малому,
а затем короткий. Схема этой сварки показана на рисунке слева. Подобная техника
сварки значительно снижает риск возникновения трещин в металле.
Сварка производится в нижнем положении, или слегка наклонённом и выполняется она "углом вперёд", т.е. электрод должен быть наклонен в противоположную от сварки сторону на угол 15-20°. При сварке может происходить "вспучивание" сварных кромок, при уменьшении зазора между ними. В этом случае шов необходимо периодически править молотком или кувалдой. При этом следует иметь в виду, если сварка выполняется на графитовой подкладке, то она может расколоться. Поэтому, предпочтительнее стальные подкладки, или медные.
Качество ручной сварки меди
Меди способна обеспечить хорошее . При этом проковка увеличивает прочность сварного шва, примерно, на 10-15%, но может уменьшать пластичность. К примеру, прочность сварного соединения, выполненного медными покрытыми электродами "Комсомолец 100", составляет 200-215МПа без проковки и 230-240МПа. Угол загиба 180° без проковки и 140-180° без проковки.
Ручная сварка медных трубопроводов
Одними из первых ручную сварку медных трубопроводов с толщиной стенки от 3мм начали выполнять ещё в Советском Союзе на Николаевском судостроительном заводе. Для сварки выбираются электроды с покрытием Комсомолец-100. Сварка выполняется на постоянном токе обратной полярности при плотности сварочного тока 50а/мм.
Сварка производится с предварительным подогревом до температуры 250-300°C. Для трубопроводов, диаметром до 50мм выполняют полный подогрев, а при большем диаметре - местный, периодический подогрев по участкам. Перед сваркой выполняют прихватки. Прихватки необходимо вырубать, т.к. их заварка приведёт к повышенной пористости в этих участках из-за повторного нагрева. Рекомендуемая максимальная скорость сварки составляет 15м/час. При сварке не следует допускать перегрева основного металла свыше температуры 350°C.
Ручная сварка угольными и графитовыми электродами
Ручная сварка меди угольными и графитовыми электродами применяется ограниченно и, в основном, для малоответственных изделий. Остановимся, вкратце, на её технологии. Угольные электроды целесообразно применять при сварке меди, толщиной до 15мм. При большей толщине применяют графитовые электроды. Угольные и графитовые электроды затачивают на конус на 1/3 его длины. Сварку ведет на постоянном токе прямой полярности длинной дугой. Плотность тока на электроде составляет 200-400 А/см2.
Присадочный пруток не погружают в сварочную ванну, а держат на расстоянии 5-6мм от неё под углом 30° к изделию. Электрод держат под углом 75-90° к изделию. Для защиты металла от окисления применяют флюс, состоящий на 94-96% из плавленой буры и 4-6% металлического магния. Флюс наносят на присадочный пруток, предварительно смочив его в жидком стекле.
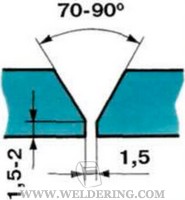
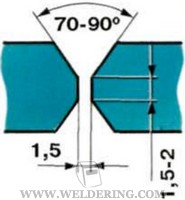
Если толщина свариваемого металла превышает 5мм, стыковое соединение сваривают с разделкой кромок с суммарным углом 70-90°. Зазор между кромками 0,5мм. Сварку выполняют на графитовой или асбестовой подкладке. Электрод наклоняют "углом вперёд" на 10-20° от вертикали. Металл толщиной до 5мм проковывают без подогрева, а при большей толщине - с подогревом до 800°С и последующим быстрым охлаждением. Сварку рекомендуется выполнять за один проход, чтобы обеспечить наилучший механические свойства шва.
Ручная аргонодуговая сварка меди
Ручная сварка меди в среде аргона выполняется вольфрамовым электродом на постоянном токе прямой полярности в аргоне высокой чистоты. Для свариваемого металла, толщиной более 4мм, выполняют предварительный подогрев до температуры 800°С.
В качестве присадочного материала применяют пруток из меди, медно-никелевого сплава МНЖКТ-5-1-0,2-0,02, бронзы Бр.КМц 3-1, Бр.0Ц 4-3.
Если толщина металла превышает 6мм, рекомендуется применять V-образную разделку кромок с суммарным углом раскрытия 60-70°. Сварку обычно выполняют справа налево, "углом вперёд", угол наклона электрода 80-90° от вертикали. Угол наклона присадочного прутка 10-15°. Величина вылета электрода 5-7мм.
Сварка меди на автоматах или полуавтоматах под флюсом
При сварке меди для повышения качества шва и производительности в промышленности применяют . Процесс ведётся на автоматах или шланговых полуавтоматах вручную или механизировано. Сварку меди малой толщины успешно выполняют под флюсом с неплавящимся электродом.
Подготовка металла под сварку
Кромки необходимо зачистить. Стыковые соединения меди толщиной 6-8мм собирают для сварки с зазором 1-1,5мм. При больших толщинах рекомендуется V-образная разделка с суммарным углом раскрытия 60°. В этом случае сварку выполняют без технологических зазоров.
При сварке меди с зазором, стыковое соединение собирается на подкладке, иначе расплавленный металл будет вытекать сквозь зазор. Лучшие результаты получаются при использовании флюсовых подкладок, однако стоит помнить, что сильное поджатие подкладок к металлу приводит к ухудшению формирования корня шва.
Перед сваркой медных изделий рекомендуется выполнять предварительный подогрев. При малой толщине свариваемого металла можно ограничиться местным начальным подогревом. При сварке большой толщины металла или при большой длине стыка рекомендуется сопутствующий подогрев в процессе сварки. Температура подогрева составляет 250-300°C.
Проволока для автоматической сварки меди
Для сварки применяют проволоку из меди марок М1, М2 и М3. Если проволока тонкая, (до 3мм), то её предварительно нагартовывают. Если невозможно получить нагартованную тонкую медную проволоку, то применяют более упругую проволоку из бронзы марок БрОФ 4-0,3, Бр.Х-1, или Бр.КМц 3-1. При этом следует учесть, что применение медной проволоки снижает риск образования трещин в сварном шве.
При автоматической сварке меди тонкой проволокой технологичнее будет использование автоматов с проволоко-протяжным механизмом, оснащённым двумя протягивающими роликами. Наряду с тонкой проволокой, можно применять проволоку диаметром 3,4,5мм. Проволоку, диаметром более 5мм для автоматической сварки меди не используют, т.к. для этого необходимы специальные источники тока.
Через проволоку можно легировать металл сварного шва, вводя в него различные раскислители - кремний, марганец, фосфор и др. Но, лучшие результаты получаются легированием через флюсы, особенно, керамические.
Плавленые и неплавленые флюсы для сварки
Из плавленых флюсов наибольшее распространение получили флюсы следующих марок:
1. АН-348А, ОСЦ-45 и АН-348 - высококремнистые марганцевые;
2. АН-51, АН-10 - низкокремнистые марганцевые;
3. АН-20 - низкокремнистые безмарганцевые.
Которые позволяют легировать металл шва и вводить в его состав раскислители. Состав керамических флюсов К-13 и ЖМ-1, применяемых при автоматической сварке меди, указан в таблице.