Сварка проводов графитовым электродом. Как выполняется сварка проводов
Для создания надежного контакта нескольких медных проводов применяется метод скрутки. С его помощью обустраивают промышленные и бытовые электросети. Дополнительно рекомендуется делать сварное соединение, предотвращающее процесс окисления между жилами и понижающее вероятность раскручивания связки. Надежная сварка медных проводов графитовыми электродами выполняется после изучения основных правил.
Технология сварки медных проводов
Соединение необходимо выполнять только после окончательного монтажа электропроводки в помещении. Для удобства минимальная длина монтажных концов должна составлять 10 см. Дополнительно учитывается расстояние между проводами и возможность их размещения в закрытой распределительной коробке.
Технология сварки медных проводов с помощью графитовых электродов:
- Очистка жил от изоляции — не менее 5 см.
- Обрезание концов жил для удаления возможной окиси.
- Скручивание. Провода должны плотно прилегать друг к другу. Для этого рекомендуется закрепить их в нижней части, где есть изоляция. Скручивание делается с помощью плоскогубцев или аналогичных им инструментов.
- Сварка. Она выполняется графитовыми электродами.
- Окончательная изоляция скрутки происходит после остывания жил. Затем они помещаются в защитный короб.
Подобная технология обеспечивает надежный контакт проводов, а также исключает необходимость периодической подтяжки соединения жил. Но для обеспечения этого следует правильно подобрать инструмент, расходные материалы, а также рассчитать оптимальные параметры.
Выбор электродов и сварочного аппарата
Использование графитовых электродов проводов обусловлено относительно высокой температурой нагрева рабочей поверхности и возможностью их обработки. Выбор диаметра зависит от планируемой плотности тока. Также нужно учитывать их основные технические характеристики.

Так как толщина свариваемой скрутки может быть различна и зависит от количества жил и их диаметра – не существует нормативных значений силы тока. Исходя из опыта, для создания надежного соединения из 3-х медных с сечением каждого 1,5 мм² потребуется ток до 90 А. Время воздействия — около 2 секунд. В результате на конце скрутки должен сформироваться ровный шарик. Важно не допустить перегрева жил, что может привести к потере свойств изоляции.
Для выполнения сварки следует правильно подобрать аппарат. Выбор можно сделать из следующих типов устройств:
- Специальные аппараты для сварки скруток. Самая распространенная модель – ТС-700. Конструктивно – это стандартный инвертор небольшого размера и невысокой мощности. Отличия от других устройств подобного типа – возможность ношения на ремне во время работы.
- заводского производства. Это могут быть любые модели, чьи характеристики отвечают требованиям по соединению медных проводов.
- Самодельные устройства. Изготавливаются из понижающих трансформаторов. Преимущества – возможность разработать конструкцию для выполнения узкопрофильных работ.
Во время сварки необходимо контролировать качество соединения. Должны отсутствовать раковины, неоднородность сформировавшегося шарика.
Специалисты рекомендуют использовать графитовые электроды без омеднения. Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.

Также стоит учитывать следующие моменты:
- Перед началом работы торец графитового электрода обрабатывается – на нем формируется выемка. Это будет способствовать формированию шарика спайки правильной формы.
- В качестве альтернативы заводских графитовых электродов можно рассмотреть вариант использования токосъемников, применяемых в троллейбусах или стержней из батареек. Они имеют относительно небольшие размеры и могут быть закреплены на ручке инвертора.
- Обязательно использование защитных средств – (темных очков), перчаток и одежды с длинными рукавами.
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется
, медленнее расходуется, не растрескивается при сварке.
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды . Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:

Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки , так как:
Вам необходимо знать значения силы тока , при которых производится соединение жил проводов, имеющих различное сечение:
- во время сваривания двух жил диаметром 1,5 мм 2 , инвертор необходимо настроить на 70 ампер;
- три провода этого же сечения сваривается при отметке тока на инверторе от 81 до 91 ампер;
- сила тока для сварки трех жил диаметром 2,5 мм 2 необходима в диапазоне от 81 до 101 ампера;
- четыре жилы по 2,5 квадратных миллиметра свариваются с выставленным диапазоном силы тока от 101 до 121 ампера.
Как необходимо сваривать жильные скрутки
 Чтобы не допустить возможное расплавление изоляции провода, к основанию свариваемой скрутки надо прикрепить радиатор, выполненный из металла. Отводить тепло от скрутки вам поможет зажим с большой площадью контакта, улучшающей процесс теплообмена. Лучше всего, чтобы радиатор был выполнен из меди, так как у этого металла высокая теплоотдача
.
Чтобы не допустить возможное расплавление изоляции провода, к основанию свариваемой скрутки надо прикрепить радиатор, выполненный из металла. Отводить тепло от скрутки вам поможет зажим с большой площадью контакта, улучшающей процесс теплообмена. Лучше всего, чтобы радиатор был выполнен из меди, так как у этого металла высокая теплоотдача
.
Перед началом самого процесса сваривания жил проводов, необходимо провести подготовительные работы, которые включают в себя процесс освобождения проводов от изоляции и оболочки. Длина при этом оголенных жил должна быть примерно 100 миллиметров, в этом случае скрутка будет не более 50 миллиметров.
Во время скручивания жил необходимо добиться их плотного прилегания друг к другу. При этом торцы жил должны быть на одном уровне, иначе при сваривании жила одного из проводов может оказаться за пределами сварного шва. Если после сварки один конец жилы получился длиннее остальных, его необходимо откусить с помощью бокорезов.
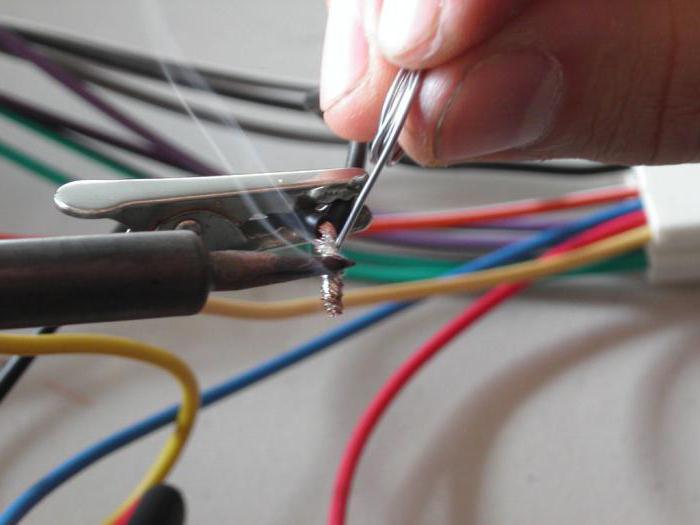
Вблизи сделанного вами радиатора к скрутке необходимо прикрепить зажим «массы или минуса», после этого поднесите к кончику жил электрод. Контакт электрода с жилами не должен превышать по времени двух секунд. После прерывания контакта на скрутке образуется сферической формы небольшой наплыв . Также свариваются и остальные скрутки жил проводов.
Необходимые знания техники безопасности
При выполнении работ необходимо знать и соблюдать меры безопасности:
- провода, на которых производится сварка медных жил, должны быть предварительно обесточены;
- обязательное использование средств индивидуальной защиты (спецодежды, перчаток, маски, спецобуви);
- место, где вы производите сварочные работы, необходимо очистить от предметов, которые могут воспламениться;
- так как в распределительном щите или коробке находятся более двух скруток, не стоит торопиться и сваривать следующею, так как вы можете получить ожог;
- лучше дождитесь, когда остынет первая сваренная вами скрутка;
- после выполнения сварных работ скрутки необходимо заизолировать. Это можно выполнить термоусадочной трубкой или изолентой. Термоусадка надевается на провода и затем с помощью фена подогревается.
Самой главной задачей при соединении любых электрических контактов является обеспечение их минимального сопротивления. При плохом контакте сопротивление между медными проводами значительно повышается, в результате чего происходит нагрев кабеля. Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Методы соединения проводов
Медь является основным материалом проводников. В силу физико-химических свойств этого материала (высокая пластичность, отсутствие упругости), работа с ним имеет свои особенности. Правила устройства электроустановок гласят, что операции по соединению, ответвлению и оконцовыванию жил кабелей и проводов могут выполняться с помощью пайки, сварки, опрессовки или сжимов (болтовых, винтовых и пр.). Каждый из них имеет свои особенности, о которых пойдет речь ниже.
Соединение проводов посредством скрутки
Простая скрутка проводов запрещена ПУЭ, так как это наиболее неэффективное, недолговечное и пожароопасное соединение. Несмотря на это, домашние умельцы так и не перестают использовать данный метод, хоть последствия подобного «рукоделия» могут быть самыми плавчевными.
Скрутка проводов имеет один важный недостаток: медные соединения со временем деформируются и ослабевают, в конце концов окончательно разрушаясь вследствие высокого переходного сопротивления.
Следует помнить, что метод скрутки можно применять только в исключительных случаях, если необходимо срочно восстановить электроснабжение, а другие способы в конкретной ситуации недоступны. При этом очень важно позаботиться о качестве, безопасности и надежности соединения.
- Соединять провода, выполненные из разных материалов (алюминий и медь);
- Соединять провод медный одножильный с многожильным.
Процесс скрутки выглядит следующим образом:
- Очистить провода от изоляции на расстоянии 6-8 см от края;
- Наложить один провод на другой крест-накрест и максимально плотно скрутить. Если сечение медного провода более 1 кв. мм, данная операция выполняется с помощью плоскогубцев.
- Откусить кусачками оставшиеся кончики проводов.
- Заизолировать скрутку с помощью специальных изоляционных материалов (ПВХ или термоусадочных трубок, колпачков) или нескольких слоев изоляционной ленты. Изоляция обязательно должна захватывать изоляционный слой проводов.
Опрессовка
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.
 Для опрессовки используется специальный инструмент - механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
Для опрессовки используется специальный инструмент - механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.
![]()
К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь - очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Пайка VS-сварки
Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка - процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла - припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом - флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное - правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Сварка
Самое качественное и безопасное соединение образует сварка медного провода. Сопротивление в месте контакта проводов не превышает показателя их стандартного сопротивления. Данный метод не требует много времени и считается относительно простым. При наличии минимальных навыков и познаний сварка медных проводов в домашних условиях вполне выполнима.

При проведении сварочных работ необходимо строго соблюдать все правила пожарной и электробезопасности. Во избежание ожогов и травм глаз следует обязательно применять средства индивидуальной защиты - специальную защитную одежду и рукавицы, сварочную маску либо очки.
Оборудование для сварки
Соединение проводов с помощью сварки выполняется аппаратами различных типов. Наиболее удобно использовать инверторный аппарат для сварки медных проводов, так как устройства этого типа характеризуются небольшими габаритами и весом, экономичным энергопотреблением и широким диапазоном регулировок сварочного тока. К их преимуществам следует отнести и способность обеспечивать устойчивое горение электрической дуги.
Если намечается значительный объем электромонтажных работ, то приобретение сварочного аппарата инверторного типа будет вполне целесообразно и оправданно. К тому же это оборудование наверняка не будет лежать «мертвым грузом» и в будущем.
Особенности процесса сварки проводов из меди
Сварка медного провода может осуществляться как переменным, так и постоянным током при показателях напряжения 15-30 В. Очень хорошо, если в аппарате предусмотрена возможность регулировки тока.
К примеру, чтобы сварить два медных провода сечением 1,5 кв. мм, хватит 70 А. Для сварки трех проводов с таким же сечением ток необходимо увеличить до 90 А. Соединение трех проводов сечением 2,5 кв. мм потребуется от 80 до 100 А, а для сварки пяти аналогичных проводов - 120 А. Если выбран оптимальный сварочный ток, не происходит «залипание» электрода, а дуга горит достаточно устойчиво.
Для сварки проводов из меди применяют угольно-медные «карандаши» (электроды). Если таковых нет, то возможно использование угольных стержней от батареек пальчикового типа.
Технология сварки
Кончики проводов длиной 5-6 см очищают от изоляционного покрытия и скручивают, начиная от срезов изоляции, оставляя 5-6 мм в конце скрутки в нескрученном виде. Эти кончики необходимо расправить, сложить параллельно и прижать друг к другу. При скручивании трех и более проводов, на конце все равно нужно оставить только два свободных кончика, а остальные срезать в месте последнего витка скрутки. Если сварочный аппарат недостаточно мощный, такая скрутка позволит более просто сформировать шарик расплава. При наличии достаточного сварочного тока в аппарате можно выполнить простую скрутку.

Подготовленное соединение сваривают угольным электродом. В процессе сварки медных проводов расплавляют оставленные нескрученными концы до формирования шарика расплава. Чтобы обеспечить надежный механический и электрический контакт проводов, зона расплавления обязательно должна дойти до скрутки.
Продолжительность сварки не должна превышать 2-3 секунд, в обратном случае изоляция проводов оплавится. После полного остывания соединения производится его изоляция с помощью нескольких слоев изоленты либо специальных колпачков, ПВХ или термоусадочных трубок.
Медные провода используются повсеместно в электрике. Согласно Правилам Устройств Электроустановок соединение их может быть произведено 3 способами: опрессовка, сжим, сварка. Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.
Учитывая, что у меди довольно высокая температура плавления (1080 градусов по Цельсию), но при нагреве до 300 °С она уже может сломаться, нужны определенные навыки в сварке меди. Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди.
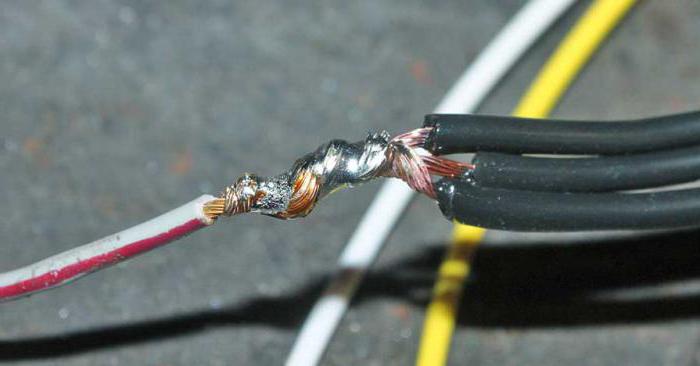
Сварка скруток обеспечивает надежный контакт
Аппарат для сварки медных проводов
Параметры для сварочных работ с медью
Сварка проводов, в том числе и дуговая, должно проводиться при напряжении от 12 до 36 В. Лучше, если сварочный аппарат имеют функцию регулировки силы тока. Сам процесс сварки занимает несколько секунд (мы сейчас не говорим о промышленной сварке). Именно за столько короткий временной промежуток можно добиться образования устойчивой капли, способной крепко соединить медные скрутки.
Для достижения нужного эффекта необходимо при выборе силы тока учесть сечение и количество жил. Для этих работ применяются электроды, наличие меди в составе которых обязательно. Сила сварочного тока зависит от количества проводов и их сечения.
| Сварочный ток | Количество проводов | Сечение проводов |
| 70 А | 2 | 1,5 мм2 |
| 80 А | 3 | 1,5 мм2 |
| 100 А | 2 | 2,5 мм2 |
| 120 А | 4 | 2,5 мм2 |
И все же оптимальным считается режим, при котором электрод не прилипает к проводам. Описать его, практически, не реально. Достигается он опытным путем.
Где применяется аппарат сварки медных проводов
Практически, любой аппарат для создания прочного сварного соединения проводов подающих ток, может проводить работы в
- Электрических щитках,
- Электрических шкафах,
- Распределительных коробках,
- Трансформаторных подстанциях,
- На производстве,
- При ремонте и создании электронно — бытовых или научных приборов,
- В быту.
Естественно, что главным в любом случае будет соблюдении Правил Техники Безопасности. Для каждого производства существует установленный гост работы с электротехническими приборами и гост, по которому может проводиться их ремонт.Объединяет их один общий пункт об обесточивании ремонтируемого объекта, где должна вестись сварка электрических проводов. Дальше необходимо концы крепко соединить, возможно, методом скрутки, настроить аппарат и провести сварку.
Сварочный процесс
О выборе сварочных аппаратов для медных проводов поговорим чуть позже. Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов:
- С проводов нужно снять верхнюю оболочку. Делать это лучше ножом или ножницами, отступив от края заготовки на пару сантиметров, минимум, и аккуратно подрезав оболочку. Затем ее нужно просто стянуть.
- Далее можно (некоторые профессионалы настаивают) сделать скрутку для не слишком объемных проводов с небольшим количеством стандартных по диаметру жил, она должна быть общей длиной сантиметра 2,5, а лучше 3.
- Непосредственно на готовое соединение одевается зажим и подключается масса сварочного аппарата.
- Выставляется сила и мощность тока, прогревается электрод.
- В течение пары секунд проводится сварка.
За столь короткое время должен успеть образоваться небольшой шар из расплавленной меди. Если передержать электрод чуть больше установленного времени, то соединяемые концы просто расплавятся. Не додержать – соединение будет внутри пористым, а значит ломким.
По идее, правильно проведенная работа по сварке медных электрических проводов должна обеспечить после остывание их безопасное раскручивание. После чего место сварки изолируют. Потом можно подключать напряжение.
А теперь о выборе идеального аппарата.
В чью пользу сделать выбор
На промышленном производстве и даже в угольных сверхкатегорийных шахтах, опасных по внезапным выбросам пыли и газа, периодически проводятся работы по сварке медных проводов. Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
- Либо те аппараты, где дуговая сварка,
- Возможно использование электронно-лучевой сварки.

Перед свариванием обязательна зачистка провода
Есть умельцы, которые способны выполнить отличную сварку медных, тонких проводов, самодельным сварочным аппаратом и им не нужна автоматическая регулировка силы тока и защита от скачков напряжения.
Дуга для сварочных работ
Согласно гост 22917 – 78 для соединения электрического кабеля должна быть применена дуговая сварка. Сварочный процесс в этом случае проходит в защищенной среде. Газ (аргон, углекислый газ, гелий) будет при нагревании меди, защищать ее от окисления. Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
- Ручную
- Полуавтоматическую
- Автоматическую.
Принцип работы аппарата
Для сварщика важно, чтобы дуга была непрерывной. Газ поможет создать нужную среду, при которой возможно расплавление меди без окисления. Высокая температура дуги расплавляет самый крепкий металл. Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким.
Инвертор
Аппарат инверторного типа считается универсальным. Потому, что
- Он легкий,
- Заботиться о натяжении дуги не нужно,
- Контролировать бесперебойное поступление газа так же.
Для медных проводов нужно только подобрать электрод, включить напряжение и силу тока (смотри таблицу, приведенную выше) и пробовать работать. Единственный минус – возможная пористость соединения. Принцип работы аппарата инверсия – главное в работе инвертора. Фазовый сдвиг напряжения происходит при каскадном увеличении силы тока и его частоты на выходе. Преобразование возможно в два этапа:
- Переменный ток (220 В, 50 Гц) становится постоянным.
- Постоянный ток вновь становится переменным, но с низким напряжением, высокой частотой и большой силой.
При работе нет необходимости удерживать постоянный зазор между дугой и свариваемыми деталями.
Заваривание в вакууме
Электронно-лучевое заваривание осуществляется в вакууме. В домашних условиях провести этот высокотехнологический процесс не реально. Специальный сварочный аппарат используется в лабораториях и заваривание, в частности, медных проводов проводится в особых камерах.Сварка электронно-лучевым способом обеспечивает:
- Минимальное нагревание проводов при сварке. Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.
- При малых температурах, электронно-лучевая сварка дает нужную концентрацию теплоты в изделие (в частности в провода). В отличие от других аппаратов, электронно-лучевой прибор нагреет не только поверхность детали, но и подаст тепло на достаточную для качественного шва, глубину.
- Медь, которая за короткое время была нагрета, а затем расплавлена, в вакууме не обогащается газами. У медных проводов образуется качественное соединение, которое обладает пластичными свойствами.
Принцип работы аппарата электронно-лучевой способ сварки базируется на проплавлении, в том числе меди на передней стенке кратера. Электронный луч, как установил гост, должен иметь форму конуса. Во время процесса проплавления происходит:
- Давление потока электронов,
- Выделение теплоты,
- Реактивное давление испаряющегося металла,
- Излучение электронов.
Все это осуществляется во время передвижения меди по бокам к задней стенке. И здесь происходит кристаллизация меди. Электронно-лучевой аппарат дает возможность проводить работу с паузами, а так же непрерывным лучом.Первый сварочный аппарат появился более ста лет. За это время ученые, взяв первоначальный принцип сварки за основу, модернизировали ее процесс, создали разновидности аппаратов, способных соединять тугоплавкие либо, наоборот, легко плавящиеся металлы. Сварка медных проводов может быть осуществлена, практически, любым из известных сварочных аппаратов. Но качество работ могут гарантировать только те, что созданы для работы с медью, с учетом ее особенностей.
В статье рассмотрены основные преимущества использования сварки жил медных проводов, приводится описание процесса сварки. Данный способ, соответствующий Правилам Устройства Электроустановок упоминается в п. 2.1.21 в числе разрешенных для соединений и ответвлений проводов:
Преимущества и недостатки сварки . Любой опытный электрик знает, что, именно с использованием сварки проводов можно добиться наиболее качественного их контакта соединений. Собственно, сам термин “контакт” здесь приведен, скорее условно: он предполагает соприкосновение токопроводящих проводников, в то время как сваренные жилы образуют монолитное соединение.
 Этой цельностью и обусловлено низкое электрическое сопротивление контакта - главное преимущество сварки жил перед другими способами их соединения. Таким образом, свариванием проводов (разумеется, при правильном выборе сечений жил, соответствующих токам в цепи), за счет практически отсутствующего нагрева самих проводников и мест их соединений, должный уровень пожаробезопасности будет обеспечен.
Этой цельностью и обусловлено низкое электрическое сопротивление контакта - главное преимущество сварки жил перед другими способами их соединения. Таким образом, свариванием проводов (разумеется, при правильном выборе сечений жил, соответствующих токам в цепи), за счет практически отсутствующего нагрева самих проводников и мест их соединений, должный уровень пожаробезопасности будет обеспечен.
Не будет преувеличением добавить, что из перечисленных в п 2.1.21 способов, сварка - наиболее оптимальный в плане надежности, безопасности и долговечности вариант соединений, имеющий, однако и некоторые свои недостатки.
Если при использовании клемм, для создания соединения достаточно ручного инструмента электрика, то для сваривания жил потребуется специальное сварочное оборудование - трансформатор или инвертор. К недостаткам можно отнести и неразъемность такого соединения, ограничивающую в некоторых случаях возможность использования сварки.
Описание процесса сварки медных проводов . Его изучение не займет много времени у читателя - процесс, достаточно простой. Сняв изоляцию с концов всех соединяемых жил, нужно сделать скрутку. Ее рекомендованная длина - не менее 5 см, поэтому, изоляцию следует снять с концов свариваемых жил на длину 6-8 см.
Далее, жилы получившейся скрутки следует выровнять по длине, немного срезав конец скрутки кусачками или другим режущим инструментом. Скрученные жилы готовы к свариванию - в месте среза и будет произведена сварка.
В качестве сварочных электродов используются угольные стержни. Готовое решение - омедненные графитовые электроды, имеющиеся в продаже, причем не только в специализированных магазинах сварочного оборудования. Вместо него, в качестве электрода может быть использован графитовый стержень от старой батарейки или щетка от коллекторного двигателя.
Соединив массу сварочного устройства со свариваемой скруткой (на фото это изолированный медный контактный стержень, могут быть использованы соединительные зажимы типа “крокодил” с соответствующим номинальным током), можно приступать к сварке.
 Для сварки нужно поднести торец электрода к свариваемому участку - концу скрутки жил. Зажженная дуга должна оплавить концы жил, объединив их таким образом. Визуальное свидетельство качественного результата работы - небольшой шарик в месте сварки, представляющий собой застывший расплав, надежно соединяющий жилы.
Для сварки нужно поднести торец электрода к свариваемому участку - концу скрутки жил. Зажженная дуга должна оплавить концы жил, объединив их таким образом. Визуальное свидетельство качественного результата работы - небольшой шарик в месте сварки, представляющий собой застывший расплав, надежно соединяющий жилы.
Оптимальное время сварки при правильном выборе сварочного тока - 1-2 сек, меньшего времени может не хватить для создания качественного соединения, большая длительность горения дуги может привести к сильному нагреву проводов, что чревато повреждением их изоляции - она может попросту расплавиться.
При выборе величины сварочного тока следует учитывать толщину скрутки; для провара большой скрутки, состоящей из большого количества жил, и ток требуется больший. Помимо количества жил, необходимо учесть их сечение, от которого так-же зависит толщина провариваемой скрутки.
Поэтому универсальных значений сварочных токов нет, они определяются в каждом случае индивидуально. Примерные-же, значения, которые, возможно будет необходимо корректировать, следующие: для сварки скруток, состоящих из 2х-3х жил сечением 1,5 мм2 нужен ток 70-90 А, для сварки аналогичных скруток с жилами сечением 2,5 мм2 потребуется ток 80-110 А.
При экспериментальном способе выбора тока надо помнить, что заниженное его значение характеризуется прилипанием электродов к свариваемому участку и сложностью разжигания дуги, завышенное - недопустимым нагревом жил, из-за которого может быть повреждена их изоляция.
Несмотря на то, что многим известно о последствиях опасных воздействий дуговой сварки, все-же нелишним будет напомнить о необходимости применения индивидуальных средств защиты - сварочной маски и защитных перчаток.
 Выбор сварочного устройства
. Преимущество использования сварочного трансформатора (см. пример на фото) состоит, пожалуй, лишь в низкой его стоимости и компактности. Может быть использован любой понижающий трансформатор, мощностью от 500 Вт и достаточным для зажигания дуги напряжением вторичной обмотки (среднее значение 25 В.).
Выбор сварочного устройства
. Преимущество использования сварочного трансформатора (см. пример на фото) состоит, пожалуй, лишь в низкой его стоимости и компактности. Может быть использован любой понижающий трансформатор, мощностью от 500 Вт и достаточным для зажигания дуги напряжением вторичной обмотки (среднее значение 25 В.).
Предпочтительность применения сварочного инвертора обусловлена такими преимуществами как: широкий диапазон и возможность плавного регулирования токов, стабильность горения дуги, небольшие габариты, малый вес. Пожалуй, единственный недостаток всех инверторов, который, однако никак нельзя не учитывать - это их достаточно высокая на сегодняшний день стоимость.