Электроды для сварки цветных металлов. Газы и флюсы
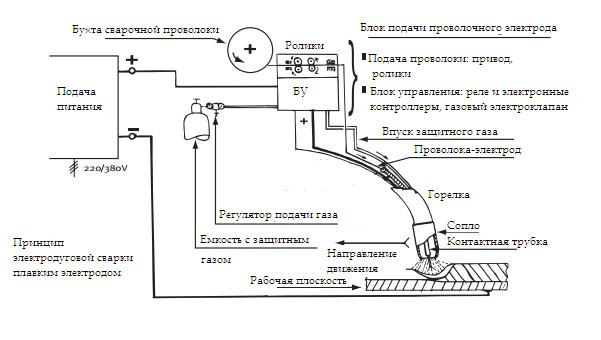
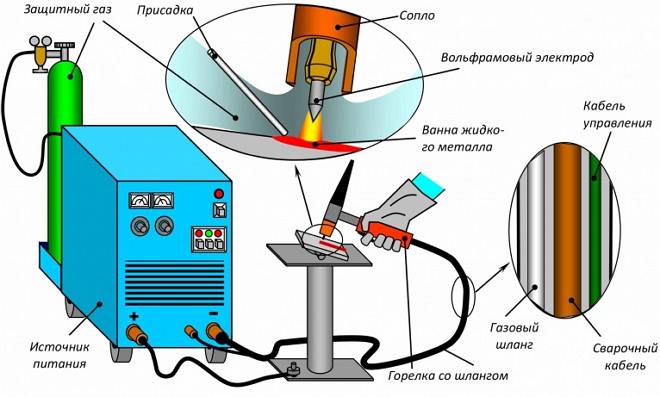
Электродуговая сварка - высокопроизводительный метод металлообработки, позволяющий эффективно работать с металлами повышенной толщины. Мы осуществляем сварку как плавким, так и тугоплавким электродом. Электродуговая сварка металлов в среде газов тугоплавким электродом (GTAW или TIG-процесс) характеризуется дугой, возникающей между вольфрамовым стержнем (вольфрам, легированным торием) и рабочей поверхностью, с последующим расплавлением металла и формированием сварного шва. Инертный газ (смесь газов) подбирается с учетом свойств базовой поверхности, выполняет защитную функцию, вытесняя воздух из зоны сварочных работ, и улучшает качество соединения.Особенности, сфера применения электродуговой сварки тугоплавким электродом
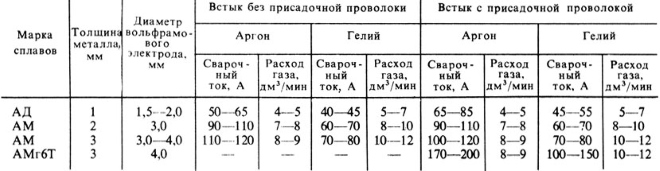
Электродуговую сварку металлов повышенной толщины тугоплавким электродом выполняют с применением присадочного материала: неизолированного прута, проволоки в бухте (для автоматического цикла). Обработка цветных металлов и легированных сталей незначительной толщины (0,5-4 мм) возможна без ввода присадочного прута (проволоки). Сварка вольфрамовым электродом в экранирующей среде аргона - основной вид обработки титана, алюминия, нержавеющей стали; заготовок в виде трубного проката. Для улучшения характеристик сварного шва используют защитную смесь аргона с кислородом (3-5%).Технология
Ручная подача горелки с вольфрамовым электродом и присадочного прута в рабочую зону. Автоматическая подача электрода и присадочной проволоки к месту формирования сварного соединения.Преимущества электродуговой сварки тугоплавким электродом
- Узкая зона плавления. Концентрированный источник нагрева.
- Стабильная электродуга. Надежная изоляция рабочей зоны защитным инертным газом.
- Мало пористый шов высокого качества. Спокойная сварочная ванна без брызг, контроль глубины плавления металла на всех стадиях сварочного цикла.
- Экономичность. Слабый износ электрода, отсутствие этапа финишной обработки швов.
- Соединение разнородных металлов без нарушения их внутренней структуры.
- Бесшумность.
- высокая скорость и производительность процесса,
- прочность сварного шва,
- возможность сварки в один проход металлов толщиной до 250 мм,
- сварка в узкий зазор («в лодочку»),
- этап подготовки свариваемых кромок отсутствует.
Особенности
Непрерывное расплавление проволочного электрода препятствует образованию окислов и принципиально улучшает качество шва при сварке металлов электродуговым способом. Принцип образования электродуги позволяет регулировать ее длину и влиять на интенсивность процесса сварки. В качестве экранирующей смеси применяются: аргон с кислородом (2%), аргон с углекислым газом (3%). Скорость электродуговой сварки плавким электродом возможно увеличить введением в защитную газовую среду водорода и гелия. Принципиальные отличия электродуговой сварки легко плавящимся электродом от прочих видов сварочных работ:- электротоки повышенной плотности (порядка 90-200 А/мм2),
- высокая температура сварочной дуги,
- ярко выраженная плавкость проволочного электрода (около 8 мм/мин.),
- автоматизированная подача проволоки-электрода (полуавтоматический или автоматический цикл),
- использование защитных газов в зоне сварки,
- процессы окисления в сварочной ванне незначительны.
Нормативная документация
ГОСТ 14771-76. Сварка электродуговая в защитных газах. ГОСТ 5264-80. Ручная дуговая сварка. Конструктивные элементы, типы сварных соединений. ОСТ 26-291-79. Электродуговая сварка. Электроды. ГОСТ 11534-75. Электродуговая сварка (ручная). Конструкция соединений. ГОСТ 11533075. Электродуговая сварка (автоматическая, полуавтоматическая). Конструкция соединений. ГОСТ 9467-75, ГОСТ 9466-75. Электроды, присадочные материалы для электродуговой сварки. ГОСТ 14806-80. Электродуговая сварка алюминия.С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.
Угольные типы расходников применяют в основном в , а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка - это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Наиболее часто используют графитовые стержни при сварке медных проводов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).
Это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали - в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность - кабель горелки ставят на минус, а массу на плюс, обратная - держатель на плюсе, а масса на минусе.
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной - широкий поверхностный провар, а с переменным - овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
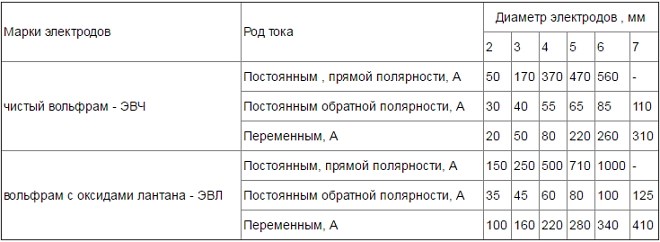
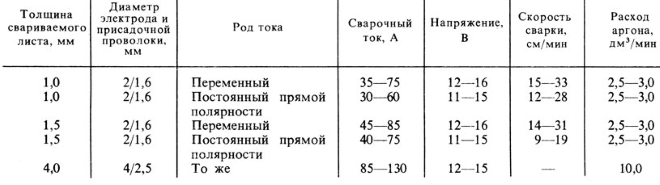
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.

Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечникЭлектроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
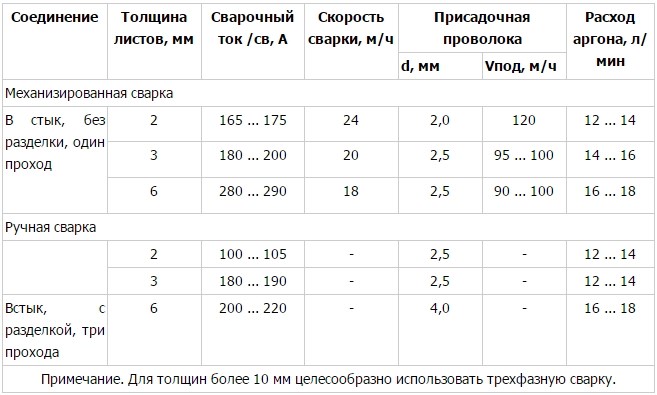
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечникЭлектроды WC 20 также используются для , но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- безопасность для человеческого здоровья.
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.

Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.

11.2. Неплавящиеся электроды
Неплавящиеся электроды применяют главным образом для сварки в защитном газе и плазменной сварки и резки. Неплавящнмися электродами служат вольфрамовая проволока - прутки. Вольфрам - тугоплавкий металл, температура его плавления достигает 4500 °С, поэтому при сварке его расход незначителен. Применение вольфрамовых электродов позволяет осуществлять аргонодуговую сварку раз* личных высоколегированных сталей и цветных ме« таллов без присадочного или с присадочным материалом, обеспечивая при этом хорошую защиту зоны сварки инертным газом. ГОСТ 23949-80 преду-, сматривает несколько марок вольфрамовых электродов:
ЭВЧ, которые изготовляют из вольфрама без легирующих примесей и поставляют в виде прутков длиной 77, 150, 200 и 300 мм при диаметре 1-10 мм и в мотках при диаметре проволоки 0,5 мм;
лантанированные ЭВЛ с присадкой 1-1,4 % оксида лантана - выпускают только в прутках. Они улучшают стабильность горения дуги и уменьшают расход электродов при сварке;
иттрированные ЭВИ-1 с присадкой 1,5-2,3% оксида иттрия обеспечивают более легкое зажигание дуги и малый расход электродного металла. Вольфрамовые электроды применяют также для плазменной резки, когда плазмообразующий газ не содержит кислорода. В качестве материала для электродов, работающих в кислородсодержащих средах, используют гафний и цирконий. Хотя теплофизические свойства этих материалов значительно ниже чем у вольфрама (теплопроводность и температура плавления), они менее подвержены окислению в кислородсодержащих средах.
Для улучшения теплоотвода и повышения термической стойкости при высокой температуре электроды из гафния или циркония заключают в специальные медные державки, укрепленные в плазмотронах. Кроме вольфрама, гафния и циркония неплавящимися электродами служат угольные и графитизированные стержни, применяемые для воздушно-дуговой резки стали и сварки меди. Угольные электроды изготовляют путем прессования и последующей термической обработки угольного порошка. Их изготовляют в виде стержней круглого и прямоугольного сечения. Для воздушно-дуговой резки изготовляют стержни круглого сечения марки ВДК, диаметром б, 8, 10, 12 мм и длиной 300 мм, а также плоские стержни марки ВДП, сечением 5x12 и 5X18 мм и длиной 350 мм. Для сварки изготовляют круглые стержни диаметром 4-18 мм и длиной 250 мм. Для улучшения теплофизических свойств и большей стойкости угольные стержни подвергают графитизации путем термической обработки при температуре 2600 °С. Графитизация уменьшает омическое сопротивление электродов в 4 раза, поэтому они меньше нагреваются, меньше окисляются (сгорают) и применяются при токе большей величины. Для этой же цели применяют омеднение поверхности электродов. При эксплуатации неплавящихся электродов следует придерживаться технологических правил, обеспечивающих качественное выполнение сварки или резки, а также меньший износ электрода в процессе работы, В частности, при сварке алюминия и его сплавов вольфрамовым электродом необходимо применять переменный ток и электроды ЭВЛ или ЭВИ. Сварка и резка угольным электродом, а также плазменная резка возможны только постоянным током прямой полярности. Сварка цветных металлов (кроме алюминия) вольфрамовым электродом должна выполняться постоянным током прямой полярности. Необходимо ткаже выполнять технологические рекомендации по заточке конца электрода и его закреплению.
Электродам относятся те электроды, которые имеют неметаллическое происхождение или сделаны из тугоплавких металлов. Покрытие таких электродов может быть основным, целлюлозным, кислым или рутиловым . Большим спросом пользуются графитовые электроды и находят свое применение в металлургии, электрохимической промышленности и электротермическом производстве.
Для того чтобы обеспечить высококачественное сваривание нужно подобрать электрод , который сделан из тугоплавких материалов, например вольфрам или графит, которые будут отлично плавить металл, при этом не расплавляясь.
В качестве неплавящихся электродов для сварки и дуговой резки металлов используются угольные электроды ГОСТ 10720-75. ГОСТ 10720 является регламентом их изготовления производство не омедненных и омедненных угольных электродов. Они применяются для воздушно-дуговой резки металлов и удаления видимых дефектов изделия. С их помощью можно проводить сваривание при силе тока до 580 А. В зависимости сечения электродов и их назначения ГОСТом 10720-75 предусматривается изготовление трех марок электродов: 1. ВДК – для воздушно-дуговой сварки (круглая форма); 2. ВДП – воздушно-дуговые (плоская форма); 3. СК – сварочные круглые электроды;
Специальные графитовые электроды изготавливаются для дуговой сварки . Однако их изготовление не предусмотрено государственными стандартами, поэтому их зачастую изготавливают путем обтачивания графитизированных электродов , изготовленных по ГОСТ 4426-71.
Неплавящиеся вольфрамовые электроды изготавливаются в виде прутков . Они производятся в соответствии со всеми технологиями. Электроды из вольфрама делятся еще на четыре вида :
- - лантанированный вольфрам;
- - иттрированный вольфрам;
- - торированный вольфрам;
- - обычный вольфрам;
Самое широкое применение находят электроды из лантинированного и иттрированного вольфрама. Самый частый диаметр этих электродов от 1 до 4 миллиметров. Использование электродов из торированного вольфрама встречается очень редко из-за того, что их использование связано с радиоактивностью, которую они излучают. На самом деле они излучают совсем небольшое количество радиации, однако многие крупные предприятия и строительные компании полностью отказались от их использования.
Также Вам нужно правильно подбирать электроды для сварки. Для начала Вам нужно определить тугоплавкость нужного Вам металла. Если Ваше изделие будет сделано из легкоплавких материалов, то Вам нужно покупать плавящиеся электроды, а если изделие будет сделано из сверхтугоплавких металлов, то Вам нужно подбирать плавящиеся электроды .
Как видите, применение неплавящихся электродов очень широкое. Однако Вам нужно правильно подбирать материал электродов и их вид, чтобы сваривание получалось максимально комфортным и рентабельным, разумеется, без потери высокого качества выполненных сварочных работ.