Чем варят плюсом или минусом. Что дает смена полярности при сварке электродами.
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
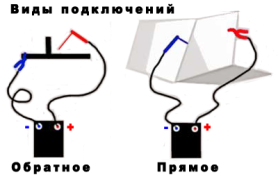
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
Сварка на прямой полярности
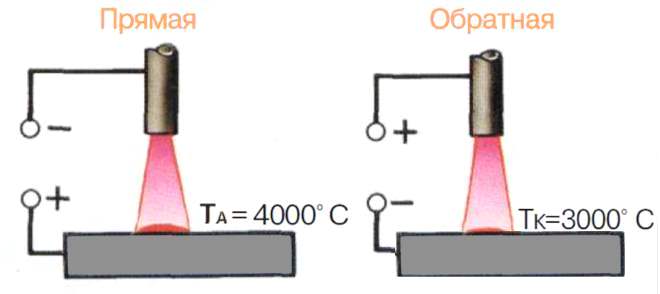
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод . Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
 В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентов
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.
Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.
С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
 Аппарат для автоматической сварки труб
Аппарат для автоматической сварки труб Сварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
 Электроды имеют несколько видов покрытия
Электроды имеют несколько видов покрытия Материал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются. Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
 Для резки металла сваркой используют постоянный ток
Для резки металла сваркой используют постоянный ток Постоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии. Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Сварка постоянным током подразумевает наличие гнезда, для подключения к «+» и «–» сварочного аппарата. В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод. При этом род и полярность тока обуславливает существование анодного и катодного пятен. При таком подключении анодное(более горячее) образуется на стороне заготовки.
- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть — электроде.
Обратите внимание! Сварка переменным током подразумевает самостоятельное изменение полярности до сотни раз в секунду, поэтому в таких случаях соблюдать схему подключения не имеет смысла.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие — более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное — тщательный подход к работе и соблюдение всех защитных мер.
Чтобы ответить на вопрос зачем менять полярность при сварке электродами , для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный , или переменный ток .
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение . Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода ; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь , латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия , так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей , тонколистовых металлов, нержавейки , так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того , какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.

Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.

Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.

От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.