Меры безопасности при проведении сварочных работ. Инструкция по технике безопасности при сварочных работах. Охрана труда на предприятии и промышленная санитария
Не так уж много на свете профессий, которые можно было бы назвать абсолютно безопасными. Во всяком случае, профессия электросварщика к таким не относится. Работая, сварщик подвергает себя сразу нескольким потенциальным опасностям, избежать которых можно, только строго соблюдая при сварке технику безопасности. Основными из них являются:
- угроза поражения электротоком;
- вредное воздействие излучения дуги на глаза и кожу;
- ожоги от брызг расплавленного металла и шлака;
- ядовитые газы, исходящие иногда от зоны сварки;
- пожары от брызг металла и шлаков, раскаленных конструкций;
- взрывы при сварке емкостей, или при работе вблизи легковоспламеняющихся и взрывоопасных веществ.
Меры против поражения электротоком
Сварочный аппарат имеет два значения напряжения: сетевое (220В) и напряжение сварки (холостого хода, до 60-90В). Наиболее опасно сетевое напряжение, способное при определенных условиях привести даже к смертельному исходу. Чтобы этого не произошло, сварочный аппарат должен быть исправным и заземленным. Исправность в данном случае предполагает, прежде всего, надежную изоляцию всех токопроводящих частей аппарата.Напряжения холостого хода сварочного аппарата достаточно для удара током, если работа происходит в сыром помещении и в сырой спецодежде. Совершенно безопасным считается напряжение 36В в сухих помещениях и 12В - во всех прочих. Большинство сварщиков хоть раз да испытывали удар током, взявшись одновременно руками в мокрых перчатках за держатель с нарушенной изоляцией и свариваемый металл.
Заземление аппарата, надежная изоляция всех его токопроводящих частей (кабелей, рукоятки электрододержателя), сухая и неповрежденная спецодежда, ботинки без металлических предметов в подошве и исключение работы под дождем или мокрым снегом - вот основные меры безопасности, которые предохранят от поражения током при электросварке.
Защита зрения
Электрическая сварочная дуга испускает три вида излучений: световое (видимое), инфракрасное и ультрафиолетовое.Яркость светового излучения сварочной дуги может в 10000 раз превышать допустимые значения яркости для глаз, приводя к временному ослаблению зрения - к счастью, быстро проходящему.
Инфракрасное излучение способно вызвать повреждение глаз и стать причиной катаракты лишь при длительном воздействии. Статистика свидетельствует, что подобное со сварщиками случается редко.
Наибольшую опасность представляет ультрафиолетовое излучение, способное даже при кратковременном воздействии вызвать электроофтальмию (светобоязнь), проявляющуюся резью в глазах, слезотечением и временным ослаблением зрения. Электроофтальмия излечивается в течение 2-3 дней каплями "Альбуцид" или цинковыми. Помогают промывание глаз слабым раствором чая и холодные компрессы.
Чтобы не получить поражения всеми видами излучения, особенно ультрафиолетового, сварщик должен работать в защитной маске с исправными светофильтрами, задерживающими вредное излучение.
Так как с увеличением тока сварки увеличивается яркость дуги, для токов разной величины используются разные светофильтры. Чем больше ток, тем темнее должен быть фильтр.
Светофильтры могут быть постоянного и автоматического действия. К последним относятся очень удобные маски "хамелеон", в которых жидкие кристаллы, располагающийся между поляризационными пленками, меняют свою пространственную ориентацию под воздействием напряжения и автоматически блокируют вредное излучение.
Маска сварщика "Хамелеон"
К основным параметрам светофильтра маски "хамелеон" относятся четыре характеристики:
- Время срабатывания, достигающее у современных масок 1-й миллисекунды. Такая скорость является надежной гарантией того, что светофильтр не запоздает включиться при поджоге дуги.
- Степень затемнения, устанавливаемая обычно в зависимости от яркости дуги (силы тока) в пределах 9-13 DIN (С4-С8 по российским стандартам). В незатемненном состоянии светофильтр имеет степень затемнения 3-4 DIN.
- Чувствительность светофильтра, определяющая порог срабатывания маски. Ее нужно настроить таким образом, чтобы фильтр не включался, например, от искр от наждачного круга или от слишком яркого солнца.
- Время задержки открытия, которое необходимо, чтобы исключить слишком раннее открытие фильтра по окончании сварки, когда раскаленный металл еще ярко светится, или его открывание при кратковременных паузах во время сварки.

Вид на дугу через разные фильтры: а - фильтр 8 DIN (С 2) (слишком слабо), б - фильтр 10 DIN (С 4) (слишком сильно), в - фильтр 9 DIN (С 3) (в самый раз).
Любую маску перед использованием нужно проверить "на свет" на наличие щелей, через которые может проникать свет от дуги.
Защита от ожогов, пожаров и взрывов
При выполнении сварочных работ расплавленные металл и шлак разбрызгиваются, при этом брызги могут попасть на незащищенную кожу и вызвать ожог. Чтобы этого не произошло, сварщик должен быть экипирован в спецодежду, которая не тлеет, не прогорает и надежно закрывает тело от попадания брызг. Брюки должны опускаться на обувь. Нельзя работать с расстегнутым воротом или закатанными рукавами. Большое значение имеет качество рукавиц, которые должны быть изготовлены из плотного материала - спилка (вид натуральной кожи) или брезента. Лучше всего пользоваться крагами, плотно прикрывающими рукава куртки.
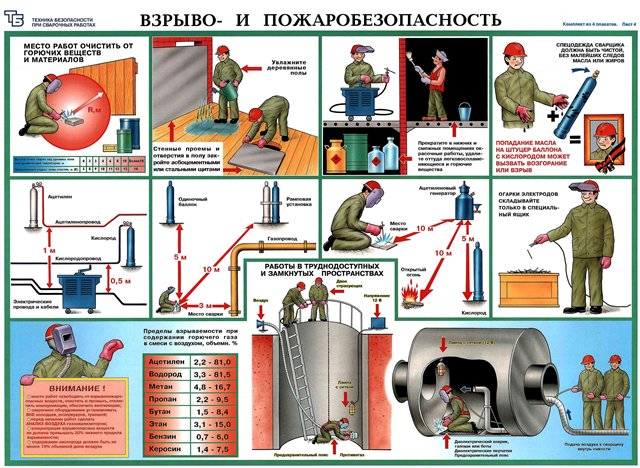
При проведении сварочных работ, по понятным причинам велика опасность возникновения пожара. Перед тем как начинать работать сварочным аппаратом, необходимо убедиться, что рядом нет горючих и легковоспламеняющихся веществ. На месте сварки обязательно должны находиться средства пожаротушения - вода, ящик с песком, огнетушитель. После окончания сварочных работ необходимо некоторое время (до остывания сваренной конструкции) контролировать место сварки.
Ясно, что ни в коем случаи нельзя варить находящиеся под давлением сосуды или трубопроводы.
Особой осторожности требует работа с емкостями, содержавшими горючие и взрывоопасные вещества, или в замкнутом пространстве (металлических цистернах и т.п.). Для работы в таких условиях существуют специальные правила, которые необходимо знать и соблюдать. Например, нельзя варить, без предварительной пропарки, пустые, но когда-то содержавшие горячие жидкости, например бензин, резервуары: баки, канистры, бочки и т.п. Применение электросварки в этих случаях чревато самыми тяжелыми последствиями в виде взрывов емкостей. Почему взрываются когда-то содержавшие, например, бензин и, казалось бы, совершенно пустые и чистые сосуды? Как известно, бензин в виде жидкости хорошо горит, взрываются же пары бензина в смеси с воздухом. Причем для взрыва достаточна очень малая концентрация паров бензина в воздухе. Внедряется же это вещество в микротрещины поверхности разных материалов очень хорошо. Если канистра когда-то содержала бензин, потом ее не раз тщательно вымыли и высушили, то это все равно не избавит ее внутреннюю часть от остатков бензина. Емкость может годами простоять пустой, а то и проваляться под всеми дождями на улице, но она все равно будет сохранять опасность взрыва. Помочь может разве что длительное выпаривание внутренности перегретым водяным паром, но делать это нужно умело. В остальных случаях взрывоопасные пары присутствуют в любых содержавших бензин емкостях, и их концентрация увеличивается при нагревании. При прогреве электрической дугой поверхности бака или канистры, молекулы бензина быстро покидают свои места в порах стенок, и концентрация горючих паров быстро возрастает, при контакте с открытым пламенем или раскаленным металлом происходит неминуемый взрыв. Опытные сварщики никогда не берутся за заваривание сомнительных емкостей, а возня с их очисткой и пропаркой многократно превосходит по трудоемкости сами сварочные работы.
Меры предосторожности против отравления ядовитыми газами
Многие металлы имеют в своем составе вещества, которые во время сварки образуют ядовитые газы (соединения марганца, цинка, хрома и пр.). В этом случае техника безопасности при сварке требует использования респиратора. Необходима также организация эффективной вентиляции в помещении. Существуют специальные маски с особым механизмом фильтрации, конструктивно схожие с противогазами. Есть также сварочные шлемы с подачей воздуха извне, пригодные для выполнения работ даже под водой.При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Работа со сваркой определяется как особо опасный вид деятельности. Помимо самой сварки, опасность представляет и подготовка металла под сварку, резка металла, закрепление материала перед сваркой. При осуществлении сварочных работ угрозу представляют следующие факторы:
- удары электрическим током;
- воздействие электрической дуги на глаза;
- попадание различных инородных частиц в глаза;
- повреждение дыхательной системы вредными и ядовитыми веществами;
- ожоги различной степени открытых участков тела;
- различные травмы и поражения при работе на высоте и в закрытых помещениях.
Кроме того, есть определенный набор заболеваний , которые можно наблюдать у сварщиков со стажем. Эти заболевания, как правило, вызываются определенными особенностями сварочных работ:
- пылевой бронхит;
- профессиональная экзема;
- нейротоксикоз;
- пневмокониоз;
- бронхиальная астма.
Чтобы не допустить развития таких заболеваний или эффективно с ними бороться, необходимо соблюдать технику безопасности при осуществлении сварки.
Перед осуществлением сварки для повышения уровня безопасности нужно провести подготовительные мероприятия:
- проверить исправность оборудования;
- проверить исправность изоляции всех проводов;
- проверить нагрузку электрической сети;
- одеть соответствующие защитные средства.
Защита глаз при сварке
Часто во время выполнения сварочных работ страдают глаза. Повреждения может получить даже помощник сварщика. Причем страдает сетчатка глаза , что может привести к необратимой частичной или полной утрате зрения. Поэтому так важно обеспечить защиту.
Один из самых надежных способов защиты глаз – это маска сварщика, защитные щитки и очки. В процессе выполнения работы помощник, который, как правило, подготавливает свариваемый материал и фиксирует его в месте сварки, также нуждается в защите глаз. Для него достаточно использования защитных очков.
К сварочным щитка и маскам ГОСТ 1361–69 предъявляет определенные требования:
- Размер смотрового окна не должен уменьшать угол зрения работника;
- Светофильтр не должен пропускать вредное для глаз излучение;
- Маска должна быть удобной и легко держаться на голове с помощью специальных ремней.
Защита органов дыхания
Если сварка проводится в закрытом или плохо проветриваемом помещении, то существует риск отравления вредными и ядовитыми газами. При работе в таких условиях хорошо использовать маски с возможностью подачи отфильтрованного воздуха. С помощью замены картриджей в таких масках достигается почти стопроцентная фильтрация воздуха. Кроме того, принудительная циркуляция воздуха охлаждает лицо и предотвращает запотевание стекла .
Защита от брызг сварки
Во время работы со сварочным оборудованием можно повредить не только глаза и органы дыхания, но и получить серьезные ожоги. Такое случается, если не уделять достаточного внимания специальной одежде. Для защиты рук необходимо использовать краги. Тело защищают с помощью специальных огнеупорных вещей: курток, штанов, комбинезонов. Ноги защищают ботинками . Вся одежда должна быть подогнана по размеру, чтобы не страдала эффективность и производительность.
Мероприятия безопасности при сварочных работах
В наше время в сварочных инструментах используют различные газы, сжатый воздух и электроэнергию. Любой вид техники обладает своими отличиями и опасными моментами. Поэтому надо знать и соблюдать правила работы с каждым видом сварочной аппаратуры.
Техника безопасности при газовой сварке
Риск работ при сварке с использованием газобаллонного оборудования крайне высок. До получения необходимых навыков и опыта работы должны проводиться под руководством опытного сварщика. При этом должны соблюдаться следующие рекомендации:

Отдельные рекомендации по безопасности связаны с использованием, перемещением и хранением баллонов с газом . Если баллоны с газом нужно транспортировать, то для предотвращения повреждений и загрязнений на них нужно навернуть защитные колпачки. Транспортировка должна осуществляться на специальных тележках или носилках. На короткие расстояния баллон можно переместить кантовкой. Хранить баллоны можно только в вертикальном положении и закрытыми. Баллоны с газами-заменителями окрашивают в красный цвет. В процессе хранения и использования нельзя их нагревать, так как это может вызвать взрыв.
Техника безопасности при дуговой сварке
Так как при использовании дуговой сварки используют источники тока с напряжением выше, чем собственное сопротивление человеческого тела, то при работе в непосредственном контакте с проводниками тока (металлические поверхности, например) надо придерживаться следующих правила безопасности:

Так как сварочная дуга является источником лучей большой яркости и представляет опасность для глаз, то во время работы нужно пользоваться средствами индивидуальной защиты, о которых говорилось выше. Помимо этого, для уменьшения воздействия излучения стены помещения для сварки должны быть выкрашены в светлые тона.
 Так как сварочные работы отличаются повышенной пожароопасностью, то необходимо выполнять специальные мероприятия, направленные на уменьшение опасности возникновения возгорания.
Так как сварочные работы отличаются повышенной пожароопасностью, то необходимо выполнять специальные мероприятия, направленные на уменьшение опасности возникновения возгорания.
Все помещения, где должны осуществляться сварочные работы, нужно располагать на первых этажах. Такие помещения надо обустраивать так, чтобы группа по пожаробезопасности была Г, а строительные и отделочные материалы должны иметь огнестойкость не ниже 2 степени . Полы не должны проводить тепло. Кроме того, они должны легко отчищаться и быть несгораемыми. Деревянные конструкции обшивают асбестовыми листами или оштукатуривают. Дополнительно такие конструкции во время работы защищают специальными щитами.
Если помещение располагается выше уровня первого этажа, то всю проводку газов осуществляют с помощью трубопровода, длина которого не должна превышать 40 метров . Для проводки используют исключительно специальные резиново-тканевые шланги для сварочных аппаратов.
В помещениях, где проводятся сварочные работы, запрещается хранить легковоспламеняющиеся материалы. К ним относятся пакля, керосин, газовые баллоны, обрезки деревянных изделий, тряпки и прочее.
Электрическую проводку по технике безопасности нельзя прокладывать вместе с проводами от оборудования и трубопроводами.
Непременно должен быть обустроен противопожарный пункт . Сварщики должны быть ознакомлены с правила пользования противопожарного оборудования, уметь гасить огонь и предотвращать распространение пламени.
В связи с тем, что электросварочные работы являются работами повышенной опасности, при их выполнении должны соблюдаться соответствующие требования безопасности при электросварочных работах, регламентируемые соответствующими документами. Выполнение данных нормативов является единственной возможностью вести подобные работы без риска для здоровья и жизни.
Техника безопасности перед началом ведения работ.
Начинать электросварочные работы можно только при выполнении следующих предварительных условий:
- Электросварщик должен быть экипирован в спецодежду, а также обувь, обеспечивающую гарантированную защиту от попадания на тело расплавленных частиц металла. В комплект одежды входят брезентовые брюки и куртка, имеющие карманы закрытые специальными клапанами (одеваться должны только навыпуск), шнуровка обуви должна быть плотной. На руках должны быть сварочные перчатки.
- Должна быть проверена электрическая изоляция токоведущих элементов (электрокабель) и держателя электродов.
- Проверяется надежность и правильность заземления следующих элементов: корпуса сварочного агрегата, его электрической части, свариваемой заготовки и рубильника.
- Все соединения кабеля и сварочного агрегата должны быть надежными.
- У места ведения работ не должны находиться любые воспламеняющиеся материалы, расстояние от рабочей площадки до места их возможного размещения должно составлять не менее 10 метров.

Общие меры безопасности при электросварочных работах.
- Вести работы на открытой территории при атмосферных осадках (снег, дождь) запрещено, по их завершении сварка разрешена только с применением диэлектрических перчаток, обуви и ковриков, которые должны проходить обязательную поверку в установленные сроки.
- При замене электрода запрещается дотрагиваться свободной рукой до свариваемой заготовки
- Для защиты органов зрения и лица обязательно применение защитных масок или щитков, они должны обеспечить защиту всего лица. Также необходимо предусмотреть защиту от воздействия сварочной дуги посторонних лиц. С этой целью устанавливаются специальные экраны или щиты, не допускающие ослепления подручных сварщика.
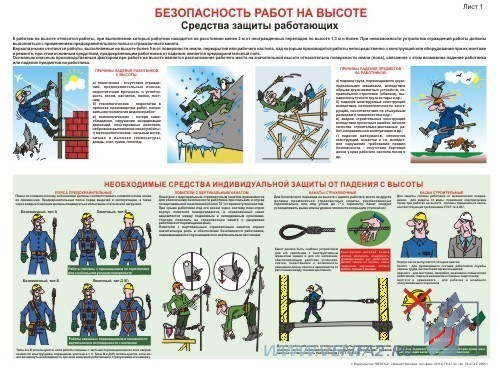
Ведение электросварочных работ на высоте.
- Работы в таких условиях с переносных лестниц категорически запрещены. Они могут выполняться только со специально оборудованных площадок, имеющих ограждение. Ширина площадки не должна быть меньше 1 метра.
- При работе на высотных лесах обязательно применение поверенного предохранительного пояса.
- Деревянные подмости и леса должны быть защищены асбестовыми или металлическими листами.
- Если высотные сварочные работы ведутся несколькими исполнителями на различной высоте, но по одной вертикальной линии, для защиты ниже расположенных сварщиков от искр и брызг металла необходимо устанавливать специальные тенты, козырьки из негорючих материалов.
Выполнение работ в особо опасных условиях.
К такому виду работ причисляют сварку в резервуарах, емкостях. В этих случаях требования безопасности при электросварочных работах ужесточаются.
- Для выполнения такого вида работ, применяются сварочные аппараты с электроблокировкой, способные отключать сварочную цепь в режиме холостого хода (при замене электродов).
- Запрещено вести сварку на баллонах, находящихся под давлением, также не допускается работа в емкостях, в которых не была проведена очистка от горючих, взрывоопасных, токсичных веществ. После очистных работ в обязательном порядке должна быть проведена проверка на их наличие.
- Запрещены работы по сварке конструкций подвергшихся покраске до полного высыхания поверхности.
- Внутри емкостей не допускается одновременное ведение электро и газосварочных работ.
Сварочные работы в замкнутых пространствах.
В этом случае должны соблюдаться следующие правила:
- Работы должны вестись с деревянных подмостей, запрещено применение металлических защитных масок, необходимо применять резиновые шлемы.
- Внутри должно быть обеспечено освещение от источника с напряжением в 12 вольт
- Необходимо применять газоотсос, удаляющий продукты горения из области дуги. Необходимо обеспечить сварщика постоянным притоком свежего воздуха, лучше всего, если этот поток будет направлен под маску исполнителя. В особо опасных случаях должен применяться шланговый противогаз.
- Страховать сварщика при помощи бечевы, надежно закрепленной на предохранительном поясе, должен подручный, находящийся на свежем воздухе вне замкнутого пространства. Для обеспечения свободы движений сварщика длина бечевы должна составлять не менее 2 метров.
Руководителю работ необходимо уметь довести до непосредственных исполнителей, что соблюдение правил безопасности не является прихотью начальства, стремящегося усложнить процесс выполнения работы. Рабочий должен четко осознавать, что только при соблюдении этих требований возможно сохранение здоровья, а порой и самой жизни его самого.
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
- своевременно получать сменные задания, наряды и чертежи;
- поддерживать оборудование в работоспособном состоянии;
- воевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
- контролировать качество изготавливаемой продукции;
- поддерживать надлежащий порядок на рабочем месте.
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки. Для каждого рабочего устанавливают отдельную кабину размером 2 х 2,5 м. Ее стены могут быть выполнены из тонкого железа, фанеры или брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготавливают из трубы или угловой стали, пол - из огнестойкого материала (кирпич, бетон или цемент). Стены окрашивают в светлосерый цвет красками, хорошо поглощающими ультрафиолетовое излучение (цинковые или титановые белила, желтый крон). Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией (рис. 6.1) с подачей воздуха 40 м 3 /ч на каждого рабочего.
Рис. 6.1. Схема отсоса газов, выделяющихся при сварке, от сварочного поста:
1 - воздухопровод; 2 - шибер; 3 - воздухоприемник; 4 - штампованная решетка; 5 - козырек
Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили в стороне от сварщика. Сварку деталей производят на рабочем столе. Крышку стола толщиной 20... 25 мм изготавливают из чугуна. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором (рис. 6.2).
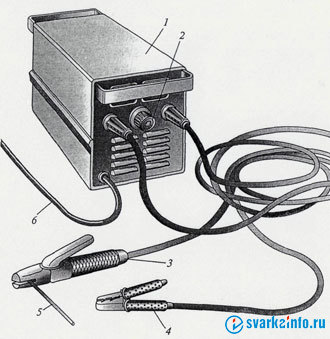
Рис. 6.2. Электросварочное оборудование:
1 - сварочный трансформатор; 2 - ручка регулировки тока; 3 - электродержатель; 4 - заземляющий зажим; 5 - электрод; 6 - сетевой шнур
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл. 6.1.
Таблица 6.1. Характеристики электродержателей
Электродержатели должны обеспечивать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом 115° и более к оси электродержателя. Необходимо, чтобы конструкция электродержателя позволяла производить замену электрода за время, не превышающее 4 с. Токоведущие части электродержателей должны иметь надежную изоляцию сопротивлением не менее 5 МОм для предотвращения их случайного непосредственного контакта со свариваемым изделием или руками сварщика.
Изоляция рукоятки должна выдерживать без пробоя испытательное напряжение 1500 В частотой 50 Гц в течение 1 мин.
Температура наружной поверхности рукоятки при номинальном режиме работы не должна повышаться более чем на 55 °С. Необходимо, чтобы поперечное сечение рукоятки в месте обхвата ладонью сварщика вписывалось в круг диаметром не более 40 мм.
Электродержатели должны обладать достаточной механической прочностью. Схемы некоторых типов электродержателей показаны на рис. 6.3.
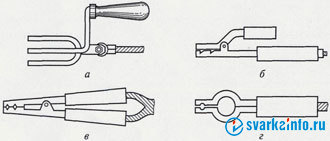
Рис. 6.3. Типы электродержателей: а - вилочный; б, в - щипцовый; г - с пружинящим кольцом
Таблица 6.2. Площади сечения сварочного провода в зависимости от силы сварочного тока
К дополнительному инструменту сварщика относятся винтовые зажимы, проволочные щетки, клейма, зубила и молотки. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки - ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50...75 мм, с приваренным донышком-подставкой.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электродержателю и свариваемому изделию. Электродержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18...0,2 мм.
Безопасность электросварочных работ
К выполнению электросварочных работ допускаются лица, достигшие 18-летнего возраста, прошедшие специальное производственное обучение, имеющие удостоверение на право производства работ и получившие вторую квалификационную группу по электробезопасности.
Ежегодно комиссия под руководством главного инженера проводит проверку знаний электросварщиков для продления на год удостоверения, подтверждающего вторую квалификационную группу по электробезопасности. В состав комиссии должен входить энергетик с квалификационной группой по электробезопасности не ниже пятой.
При сварке на объектах, которые курирует Госгортехнадзор России, все сварщики должны быть аттестованы в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства и Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным Постановлением Госгортехнадзора России от 25 июня 2002 г. № 36.
Все работы по установке, ремонту и наблюдению за электросварочными аппаратами должен выполнять электромонтер, имеющий квалификационную группу по электробезопасности не ниже третьей. Подключать электросварочный аппарат к источнику питания, заменять предохранители и производить какой бы то ни было ремонт электросварочной установки сварщику запрещается.
Все электросварочное оборудование должно быть в защищенном исполнении, а вращающиеся части сварочных генераторов необходимо оборудовать ограждениями.
Передвижные сварочные аппараты с двигателем внутреннего сгорания должен обслуживать моторист, имеющий удостоверение о допуске к этой работе. Указанные аппараты заземляют металлическим штырем, забиваемым в землю и присоединенным к корпусу аппарата. Число штырей, их диаметр и длину определяют расчетным путем, исходя из того, что их сопротивление не должно превышать 4 Ом.
Если не представляется возможным обеспечить защитное заземление, то необходимо пользоваться устройством защитного отключения.
На каждом ящике рубильника включения (ЯРВ), к которому подключают сварочный аппарат, должен быть надежный замок. На ящике необходимо написать несмываемой краской: «Опасно для жизни. Напряжение 380 В. Ответственный.......». На внутренней стороне дверцы ящика помещают схему подключения трансформатора, указывают его мощность и допустимую силу тока плавких вставок.
Электросварочные установки регистрирует главный механик организации. У него находятся их паспорта и инструкции по эксплуатации. На всех сварочных трансформаторах, аппаратах и преобразователях должны быть заводские и инвентарные номера, под которыми они зарегистрированы в журнале главного механика.
Каждый электросварочный аппарат подключают к индивидуальному рубильнику проводом соответствующего сечения, при этом расстояние между аппаратом и стеной составляет не менее 0,5 м.
Присоединять аппарат к сети следует в соответствии с маркировкой выводов на зажимах.
Органы управления электросварочными аппаратами (рубильники, пакетные выключатели, кнопки, пускатели и др.) должны иметь надежные фиксаторы или ограждения, предотвращающие их самопроизвольное или случайное включение (отключение).
При одновременном использовании нескольких сварочных трансформаторов их необходимо размещать таким образом, чтобы расстояние между ними составляло не менее 0,35 м, а ширина проходов - не менее 0,8 м.
Производство электросварочных работ допускается при выполнении требований инструкции по противопожарной безопасности и с обязательным согласованием вида работ с представителем Государственного пожарного надзора. При работе в пожароопасных помещениях электросварщики проходят обучение правилам пожарной безопасности, по завершении которого органы пожарной инспекции выдают контрольный талон.
Запрещается производство электросварочных работ в местах, где имеются воспламеняющиеся вещества и материалы. Места огневых работ и размещения электрогенераторов должны быть очищены от горючих материалов в радиусе не менее 5 м. Электросварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов.
Сварочные аппараты должны иметь защитные устройства со стороны питающей сети.
Напряжение холостого хода сварочного трансформатора на низкой стороне не должно превышать 75... 110 В.
Корпус электросварочного аппарата, вторичную обмотку трансформатора и свариваемый предмет следует надежно заземлить до подключения их к сети, и это заземление не должно нарушиться до отключения аппарата от сети.
Для присоединения заземляющего провода на корпусе электросварочного аппарата, в доступном месте, необходимо установить болт диаметром 5... 8 мм, и снабдить его надписью: «Земля». Над клеммами сварочных трансформаторов должны быть козырьки и надписи: «Высокая сторона» и «Низкая сторона».
Схемы подключения сварочных трансформаторов к сети напряжением 380 и 220 В приведены на рис. 6.4 и 6.5.
Запрещается использовать технологическое оборудование, металлические конструкции зданий, коммуникации, сети заземления и зануления, железную арматуру, конструкции электроустановок, водопроводные, отопительные и канализационные стояки в качестве обратного нулевого провода.
Обратным проводом может служить стальная шина любого профиля, сварочная плита, стеллаж или сама сварочная конструкция в том случае, если их сечение обеспечивает безопасное, с точки зрения возможного нагрева, протекание сварочного тока.
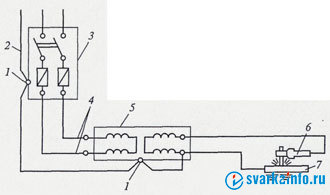
Рис. 6.4. Схема подключения сварочного трансформатора к сети напряжением 380 В:
1 - заземляющие болты; 2 - заземляющий провод сети; 3 - ЯРВ; 4 - питающие фазовые провода; 5- сварочный трансформатор; 6 - электродержатель; 7 - свариваемая деталь
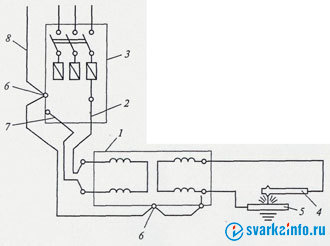
Рис. 6.5. Схема подключения однофазного сварочного трансформатора к сети напряжением 220 В:
1 - сварочный трансформатор; 2 - питающий фазовый провод; 3 - ЯРВ; 4 - электродержатель; 5 - свариваемая деталь; 6 - заземляющие болты; 7 - нулевой провод; 8 - заземляющий провод
Отдельные элементы обратного провода должны быть соединены друг с другом болтами, струбцинами или зажимами.
Электропроводка между сварочной установкой и электродержателем должна быть выполнена из провода в соответствии с государственным стандартом, с учетом силы тока и соблюдением условий безопасности.
Необходимо принимать меры против повреждения изоляции на проводах (кабелях) и исключать их соприкосновение с водой, маслом, стальными канатами, шлангами с горючими газами и горячими трубопроводами. Применение электросварочных проводов с поврежденной оплеткой или изоляцией запрещается. Если нет возможности заменить поврежденный провод, то необходимо заключить его в резиновый шланг.
Длина проводов между питающей сетью и передвижными сварочными аппаратами не должна превышать 10 м, причем провода следует защищать от механического повреждения.
Сварочные провода следует соединять посредством горячей пайки, сварки, с помощью соединительных муфт, имеющих изолирующую оболочку, причем места паяных и сварных соединений проводов должны быть тщательно изолированы.
При перемещении сварочного аппарата его необходимо отключать от электрической сети.
Рукоятку электродержателя для ручной сварки изготавливают из теплоизолирующего диэлектрического материала. Электродержатель должен обеспечивать надежный зажим и быструю смену электродов, а также исключать возможность короткого замыкания корпуса электродержателя на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы.
Перед началом работ электросварщик обязан проверить изоляцию электропровода и электродержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность соединений электропроводов с аппаратом, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ (расстояние от места производства электросварочных работ до легковоспламеняющихся предметов должно составлять не менее 10 м, а при ветре, направленном в сторону легковоспламеняющихся веществ, - не менее 20 м).
Для заземления сварочных преобразователей и сварочных трансформаторов необходимо:
- соединить заземляющий болт на корпусе сварочного преобразователя четырехжильным шланговым кабелем с заземляющей жилой;
- для питания однофазного сварочного трансформатора при менять трехжильный шланговый кабель с заземляющей жилой, которая присоединяется одним концом к корпусу, а другим - к заземляющему болту на ЯРВ;
- заземлить низкую сторону сварочного трансформатора (со стороны провода, присоединяемого к свариваемой детали).
Повышенная опасность возникает при замене электрода, когда сварщик прикасается рукой к нему или оголенным частям электродержателя. Поэтому категорически запрещается дотрагиваться другой рукой до свариваемой детали.
Не разрешается производить электросварочные работы во время грозы, под дождем или снегом.
Электросварщик обязан тщательно заправлять спецодежду и обувь для обеспечения надежной защиты от брызг расплавленного металла (брезентовые куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами, ботинки плотно зашнуровывают).
При выполнении работ в особо опасных помещениях и резервуарах электросварочный аппарат должен иметь электроблокировку, обеспечивающую автоматическое отключение сварочной цепи при замене электрода в режиме холостого хода.
Запрещается производить сварку на сосудах, находящихся под давлением, а также внутри сосудов, которые не очищены от легковоспламеняющихся, взрывоопасных, горючих и токсичных материалов (после очистки такие емкости должны быть проверены на отсутствие опасных и вредных веществ). Кроме того, не разрешается производить сварку свежеокрашенных конструкций и трубопроводов до полного высыхания краски.
Диэлектрические перчатки, галоши и коврик электросварщик обязан применять при сварке в замкнутом пространстве и на улице после дождя или снегопада.
Электросварочный аппарат необходимо регулярно, не реже одного раза в месяц, проверять:
- на отсутствие замыкания на корпус;
- целостность заземляющего провода;
- исправность изоляции питающих проводов (сопротивление изоляции должно составлять не менее 0,5 МОм);
- отсутствие оголенных токоведущих частей;
- отсутствие замыкания между обмотками высокого и низкого напряжения.
По окончании сварочных работ необходимо навести порядок на рабочем месте. В случае обнаружения тлеющих предметов нужно залить их водой.
При передвижном сварочном посту должны быть углекислотный огнетушитель, войлок или кошма, лопата, лом и топор.
Введение
Сварка является одним из ведущих технологических процессов изготовление и ремонта многообразных металлических конструкций в различных отраслях промышленности, строительства и транспорта. По сравнению с другими методами их изготовления (литые, кованные, клепанные и т.п.) сварные конструкции оказываются более лёгким и менее трудоёмкими. При этом экономия металла составляет от 10 до 50%.
Электросварочные работы относятся к работам с повышенной степенью опасности. Это объясняется тем, что сварка электрической дугой сопровождается выделением большого количества пыли, газов, тепла, а также излучением видимых и невидимых инфракрасных и ультрафиолетовых лучей. Химический состав выделяющихся газов и пыли в основном зависит от химического состава свариваемых металлов, стержня электрода и его покрытия. Наиболее вредными веществами, входящими в состав свариваемого металла, присадочного материала и стержня электрода являются хром, марганец, цинк, титан и др. Систематическое и длительное пребывание в загрязненной атмосфере отрицательно сказывается на состоянии здоровья работающих.
В работе сварщиков несчастные случаи связаны также с засорением и ранением глаз, ожогами тела, ушибами рук и ног, с поражением электрическим током.
Особенно опасно поражение электрическим током при удалении огарков, случайном включении корпуса аппарата в сеть, неисправном сварочном аппарате или сети заземления, непроизвольном подключении аппарата и т.п.
У электросварщиков, работающих в условиях, не отвечающих требованиям техники безопасности и производственной санитарии, могут возникать острые и хронические отравления: пневмокониоз, поражения слизистых оболочек глаз лучистой электроэнергией сварочной дуги и невидимыми ультрафиолетовыми лучами; перегревание организма - тепловые удары, ушибы, ранения и ожоги, а также возникает опасность поражения электрическим током.
Основными организационными мерами, обеспечивающими безопасное выполнение электросварочных работ, являются исключение травмоопасных условий производственной среды путем создания и внедрения наиболее рационального технологического процесса с использованием современного и безопасного сварочного оборудования, а также повышение уровня профессионального мастерства, знаний, навыков безопасного выполнения сварочных работ, сознательности и дисциплины сварщиков и их подручных.
1. Организация рабочего места (поста) электросварщика и наличие средств коллективной и индивидуальной защиты
Рабочим местом называется закрепленный за рабочими или бригадой рабочих участков производственной площади, которая оснащена оборудованием и инструментом в соответствии с требованиями технологического процесса, в данном случае сварки, а также требованиями техники безопасности.
Как было отмечено, в зависимости от типа и габаритов свариваемой конструкции, организации сварочного участка и т.п. рабочие места сварщиков могут быть стационарными или нестационарными.
На стационарных рабочих местах свариваемые изделия, как правило, небольших габаритов и веса, подаются и убираются из рабочего места подсобными рабочими, а сварщик при выполнении сварки находится в ограниченном кабиной рабочем месте.
На нестационарных рабочих местах изделие при сварке неподвижно, а сварщик перемещается от шва ко шву по изделию, или перемещается от изделия к изделию. В этом случае, как правило, свариваются крупногабаритные и тяжелые изделия.
В зависимости от типа рабочего места сварщика зависит и его организация, а также оснащенность его оборудованием и инструментом. Рабочие места сварщиков комплектуются:
а) стационарные рабочие места: сварочным оборудованием, устройствами для сварки и инструментом; приспособлениями для подачи и уборки деталей; приспособлениями для крепления или размещения деталей при сварке; устройствами для вентиляции, как правило, стационарными; кабиной сварщика;
б) нестационарные рабочие места; сварочным оборудованием, устройствами для сварки, инструментом; приспособлениями для крепления или размещения узлов или изделий при сварке; переносными устройствами для вентиляции зоны сварки; устройствами (переносными) для защиты зоны сварки от излучения дуги.
От правильной организации рабочего места сварщика, оснащенности его необходимым оборудованием, инструментом и приспособлениями, правильного размещения этого оборудования на рабочем месте зависит и эффективность его труда и производительность.
Основными элементами организации труда сварщиков на рабочих местах, от которых зависит наивысшая производительность труда и высокое качество, будут следующие:
а) своевременность получения задания;
б) наличие соответствующего оборудования, поддержание его в работоспособном состоянии и правильное его размещение;
в) своевременность доставки на рабочие места материалов, заготовок, деталей и др.;
г) высокая надежность оборудования и высокое качество материалов;
д) действенный контроль качества сварных соединений;
е) поддержание на рабочем месте надлежащего порядка.
Из изложенного следует, что организация рабочего места сварщика в каждом конкретном случае должна быть тщательно продумана и научно обоснована, так как от этого зависит эффективность его труда.
Для защиты сварщиков, подсобных и вспомогательных рабочих от лучистой энергии горящих поблизости сварочных дуг в постоянных местах сварки устраивают для каждого сварщика отдельную кабину (рис. 1) размером от 2×2 до 2×3 м (не считая площадки, запятой оборудованием) и высотой 1,8 - 2 м. Для лучшей вентиляции кабины стены ее не доводят до пола на 15 - 20 см. Материалом для стен кабины может быть тонкое железо, фанера, брезент, пропитанные огнестойким составом, или другие огнестойкие материалы.
Рис. 1. Планировка сварочной кабины: 1 - источник питания дуги; 2 - заземление; 3 - пускатель источника питания; 4; 5 - прямой и обратный токопроводящие провода; 6 - стол; 7 - вентиляция; 8 - коврик; 9 - электроды; 10 - щиток; 11 - электрододержатель; 12 - стул; 13 - ящик для отходов; 14 - дверной проём
Каркас кабины собирается из стальных труб или уголковой стали. Чтобы лучистая энергия сварочной дуги не попадала в остальную часть помещения, дверной проем кабины обычно закрывают брезентовым занавесом на кольцах. Для уменьшения поглощения световой энергии стенками кабины их окрашивают в светлые матовые тона. Окраска сварочных цехов и особенно сварочных кабин в темные тона не рекомендуется из-за ухудшения общей освещенности при перерывах в сварке. Полы в кабине должны быть кирпичными, цементными, бетонными или из другого огнестойкого материала. Места сварочных работ должны быть достаточно хорошо освещены дневным или электрическим светом. Однако даже правильно оборудованное естественное или искусственное освещение может быть недостаточным, если уход за окнами, световыми фонарями и светильниками будет плохим, а потолки и стены грязными. Стекла в окнах и светильниках искусственного освещения сварочных помещений необходимо очищать не реже четырех раз в год, а помещения красить не реже одного раза в год. Искусственное освещение сварочных цехов и кабин должно быть комбинированным - из общего и местного освещения. Освещенность рабочих мест - не менее 80 - 100 лк. Сварочные машины следует располагать или в кабине или вне ее. Наличие сварочных машин в кабине удобно для регулирования сварочного тока, уменьшает количество электропроводов от машин к рабочему месту, но стесняет сварщика и ухудшает условия труда. Сварочные трансформаторы ставят обычно в кабинах, так как они занимают мало места. При выполнении сварочных работ в сборочном цехе сварочные трансформаторы могут устанавливаться как в отдельных помещениях, так и в цехе вблизи рабочего места. Кожух всегда должен быть надет на трансформатор и надежно заземлен. Стационарное сварочное оборудование в цехе ограждено сеткой или барьером. Проходы между оборудованием и стенками делают шириной не менее 1 м. Вращающиеся части машин закрывают кожухами, корпуса машин заземляют. При ручной дуговой сварке в кабине сварщика устанавливают местную вытяжную вентиляцию, сварочный стол или кондуктор, настенную полку для мелкого инструмента и приспособлений, стул со спинкой и другое необходимое оборудование. При массовой сварке однотипных деталей вместо сварочного стола используют поворотный кондуктор, в котором изделия собираются и свариваются. Применение кондукторов облегчает работу сборщиков и сварщиков, ускоряет производственный процесс, улучшает качество работы и делает ее более безопасной. При сварке мелких разнотипных изделий применяют сварочные столы. Крышку стола делают из чугуна толщиной 20 - 25 мм и в ней устанавливают поворотный круг такой же толщины. Круг поворачивается с помощью механизма, приводимого в действие ногой сварщика. Сбоку стола смонтирован ящик для хранения инструмента и приспособлений. У одной ножки стола имеется зажимное приспособление для крепления обратного провода. Электросварочные посты, где можно работать сидя, обеспечивают удобным стулом со спинкой. Высоту сиденья можно регулировать специальным подъемным устройством. На рабочем месте сварщика следует устанавливать стеллажи для складирования деталей, требующих ремонта. На стеллажах вывешивают или делают надписи яркой несмываемой краской с указанием допустимой грузоподъемности стеллажа. В зависимости от габаритных размеров свариваемых изделий неподвижные сварочные столы для работы сидя делают высотой не более 500-700 мм, свариваемые изделия устанавливаются на таком столе в удобном для сварки положении. Целесообразно применять столы-манипуляторы, снабженные винтовыми подъемными и поворотными механизмами, позволяющими ставить свариваемое изделие в нужное положение. Кабина должна вентилироваться местным отсосом с подачей воздуха 40 м3/ч на каждого рабочего (рис. 1). Если свариваемые детали имеют большую протяженность швов, можно устраивать вентиляционные отсосы гибкими рукавами. Их передвижение в процессе сварки согласуется с движением сварочной дуги по детали.
Рис. 2. Схема отсоса газов, выделяющихся при сварке от сварочного поста: 1 - воздухопровод; 2 - шибер; 3 - воздухоприемник; 4 - штампованная решетка; 5 - козырек Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили в стороне от сварщика. На рабочем месте устанавливается ящик с набором электродов, а также ящик для огарков. Работа сварщика вне кабины или вне специального помещения как, например, в технологическом потоке разборочно-сборочных цехов, требует осуществления дополнительных мер, гарантирующих безопасность труда. В первую очередь это вопросы электробезопасности, связанные с применением более длинных токоведущих проводов, с нахождением сварщика на самом изделии или, что гораздо опасней, внутри изделия. Особое внимание следует обращать на организацию рабочего места при работах внутри резервуаров, цистерн, котлов, колодцев и в других замкнутых или небольших пространствах, так как здесь возникает опасность не только поражения электрическим током, но и отравления. Для поддержания нормальной воздушной среды при работе в замкнутых пространствах необходимо оборудовать принудительную вентиляцию. Отсутствие такой вентиляции может привести к вспышке и даже взрыву газовоздушной смеси, образовавшейся в результате скопления горючих паров и газов. В колодцах, глубоких каналах и траншеях, кроме взрывоопасных смесей, при сварке может также скапливаться углекислый газ и окись углерода. Поэтому работа в такой атмосфере может вызвать отравление. Прежде чем приступить к организации рабочих мест в таких опасных местах, надо взять пробу на анализ воздуха. Делают это с помощью газоанализаторов. Приступать к работе можно только в том случае, если анализ подтвердит отсутствие вредных и взрывоопасных паров и газов в воздухе. В процессе работы в замкнутых объемах в зону работы сварщика необходимо подавать чистый атмосферный воздух с помощью воздуходувки или обеспечить работающего шланговым противогазом марки ПШ-2 или ПШ-1 и спасательным поясом с прикрепленной к нему прочной веревкой. Очистку поверхностей деталей перед сваркой, а также зачистку швов после сварки выполняют с помощью насечки, стальных щёток, зубила и молотка или переносных машинок, снабженных наждачным кругом (проволочной щеткой). Для зачистки швов от шлака и металлических брызг сварщики и их подручные применяют пневматические зубила, что значительно облегчает труд и ускоряет процесс зачистки. Выполнение этих операций требует надлежащей защиты глаз предохранительными очками с прозрачными стеклами. При сварке тяжелых и громоздких изделий рабочее место сварщика должно быть обеспечено краном, лебедкой, тельфером и другими грузоподъемными механизмами, необходимыми для кантовки изделия. Рабочее место сварщика следует оборудовать усовершенствованными приспособлениями: прежде всего различными опорными плитами, упорами, зажимами, стяжками и распорами. Особенно необходимы универсальные поворотные приспособления- поворотные столы, ролики, планшайбы и др., позволяющие быстро поворачивать изделие при сварке в нужное положение, создающее удобство для работы сварщиков и сборщиков. Для предохранения глаз и лица сварщиков от вредного действия лучистой энергии сварочной дуги следует применять щиток или маску со специальными светофильтрами в зависимости от силы сварочного тока: Э-1 - до 75 А, Э-2 - от 75 до 200 А, Э-3 - от 200 до 400 А, ЭС-100, ЭС-300, ЭС-500. Для защиты светофильтров с наружной стороны их закрывают бесцветными стеклами, которые по мере загрязнения заменяют новыми. Вспомогательные рабочие должны быть обеспечены очками или масками со светофильтрами В-2 или В-3. При зачистке сварочных швов рабочих обеспечивают защитными очками.
1.2 Обеспечение работников средствами индивидуальной защиты
Электросварщики должны работать в спецодежде: хлопчатобумажном костюме с огнестойкой пропиткой и брезентовых рукавицах. Во избежание попадания брызг металла за голенище сапог брюки нужно надевать навыпуск. Выбор СИЗ лица и органов зрения должен производиться в зависимости от методов, режимов и видов работ, интенсивности излучения, индивидуальной особенности зрения. Применяемые средства индивидуальной защиты должны соответствовать требованиям ГОСТ 12.4.011 - 89. Для защиты от вредного действия лучистой энергии сварочной дуги глаза, лицо и шею необходимо закрывать специальным шлемом или щитком (рис 3).
Рис. 3. Щиток (а) и шлем (б) электросварщика Щитки и шлемы изготовляются из материала, не пропускающего ультрафиолетовых лучей, малотепловодного и не воспламеняющегося от искр. Материалом может быть листовая фибра темного цвета или фанера, окрашенная огнестойкой краской в черный матовый цвет. В лицевой части щитка и шлема делается прямоугольный вырез, в который вставляется защитное стекло-светофильтр. В щиток или шлем с наружной стороны дополнительно вставляется прозрачное стекло для предохранения светофильтра от металлических брызг расплавленного металла. Заменять светофильтры какими-либо иными стеклами или набором цветных стекол нельзя, так как это может привести к заболеванию глаз. Светофильтры, изготовляемые нашей промышленностью, представляют собой пластинку темного стекла размером 121×69 мм Эти стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 4% от общего их количества. Для электросварщиков выпускаются защитные стекла серии от Э-1 до Э-4. Подручные рабочие сварщика и другие лица, работающие с ним, обязаны носить защитные очки со стеклами от В-1 до В-3.
Выбор конкретных типов средств индивидуальной защиты должен проводиться в зависимости от вида работ и применяемых веществ и материалов. Защитные средства, выдаваемые в индивидуальном порядке, должны находиться во время работы у работника или на его рабочем месте. Выбор СИЗ следует определять в зависимости от уровня загрязнения воздушной среды и поверхностей изделия токсичными веществами, интенсивности шума, вибрации, микроклимата на рабочем месте и характера выполняемой работы. СИЗОД применяются в том случае, когда при помощи вентиляции не обеспечивается требуемая чистота воздуха рабочей зоны, предусмотренная требованиями ГОСТ 12.1.005 - 88. При превышении предельно допустимых норм шума работники должны обеспечиваться СИЗ органов слуха: противошумными наушниками, шлемами или противошумными вкладышами. СИЗ органов слуха следует выбирать в зависимости от частотного спектра шума на рабочем месте. Типы и группы СИЗ органов слуха следует выбирать в соответствии с требованиями ГОСТ 12.4.051 - 87. Работающие, пользующиеся средствами индивидуальной защиты, должны быть проинструктированы о правилах пользования этими средствами и способам проверки их исправности. Спецодежда должна быть безвредной, удобной, не стеснять движения работающего, не вызывать неприятных ощущений, защищать от искр и брызг расплавленного металла, свариваемого изделия, влаги, производственных загрязнений, механических повреждений, отвечать санитарно - гигиеническим требованиям и условиям труда. Выбор спецодежды в зависимости от методов сварки и условий труда должен производиться в соответствии с рекомендациями ГОСТ 12.4.044 - 87 и ГОСТ 12.4.010 - 75. Для защиты рук при сварке работники должны обеспечиваться рукавицами, рукавицами с крагами или перчатками, изготовленными из искростойкого материала с низкой электропроводностью. Запрещается использовать рукавицы и спецодежду из синтетических материалов типа лавсан, капрон и т.д., которые не обладают защитными свойствами, разрушаются от излучений сварочной дуги и могут возгораться от искр и брызг расплавленного металла, и спекаться при соприкосновении с нагретыми поверхностями. Для защиты ног от ожогов брызгами расплавленного металла, механических травм, переохлаждения при работе на открытом воздухе зимой, перегревания при сварке изделий с подогревом, а также от поражения электрическим током, особенно при работе в закрытых сосудах, отсеках, работники должны обеспечиваться специальной обувью. Применять спецобувь с открытой шнуровкой и металлическими гвоздями не допускается. Техническое состояние оборудования Чистка агрегата и пусковой аппаратуры должна производиться ежедневно после окончания работы. На корпусе сварочного трансформатора или преобразователя должен быть указан инвентарный номер, дата следующего измерения сопротивления изоляции и принадлежность цеху. Установки для электрической сварки должны удовлетворять требованиям соответствующих разделов Правил устройства электроустановок, Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей. Сопротивление изоляции токоведущих частей сварочной цепи должно быть не ниже 0,5 МОм. Замеры сопротивления изоляции сварочных проводов оформляются протоколами. Каждый электросварочный аппарат подключают к индивидуальному рубильнику проводом соответствующего сечения, при этом расстояние между аппаратом и стеной составляет не менее 0,5 м. Органы управления электросварочными аппаратами (рубильники, пакетные выключатели, кнопки, пускатели и др.) должны иметь надежные фиксаторы или ограждения, предотвращающие их самопроизвольное или случайное включение (отключение). При одновременном использовании нескольких сварочных трансформаторов их необходимо размещать таким образом, чтобы расстояние между ними составляло не менее 0,35 м, а ширина проходов - не менее 0,8 м. Места огневых работ и размещения электрогенераторов должны быть очищены от горючих материалов в радиусе не менее 5 м. Электросварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов. Сварочные аппараты должны иметь защитные устройства со стороны питающей сети. Напряжение холостого хода сварочного трансформатора на низкой стороне не должно превышать 75... 110 В. Корпус электросварочного аппарата, вторичную обмотку трансформатора и свариваемый предмет следует надежно заземлить до подключения их к сети, и это заземление не должно нарушиться до отключения аппарата от сети. Для присоединения заземляющего провода на корпусе электросварочного аппарата, в доступном месте, необходимо установить болт диаметром 5... 8 мм, и снабдить его надписью: «Земля». Над клеммами сварочных трансформаторов должны быть козырьки и надписи: «Высокая сторона» и «Низкая сторона». Схемы подключения сварочных трансформаторов к сети напряжением 380 и 220 В приведены на рис. 4 и 5. Обратным проводом может служить стальная шина любого профиля, сварочная плита, стеллаж или сама сварочная конструкция в том случае, если их сечение обеспечивает безопасное, с точки зрения возможного нагрева, протекание сварочного тока.
Рис. 4. Схема подключения сварочного трансформатора к сети напряжением 380 В: 1 - заземляющие болты; 2 - заземляющий провод сети; 3 - ЯРВ; 4 - питающие фазовые провода; 5- сварочный трансформатор; 6 - электродержатель; 7 - свариваемая деталь
Рис. 5. Схема подключения однофазного сварочного трансформатора к сети напряжением 220 В: 1 - сварочный трансформатор; 2 - питающий фазовый провод; 3 - ЯРВ; 4 - электродержатель; 5 - свариваемая деталь; 6 - заземляющие болты; 7 - нулевой провод; 8 - заземляющий провод
Отдельные элементы обратного провода должны быть соединены друг с другом болтами, струбцинами или зажимами. Электропроводка между сварочной установкой и электродержателем должна быть выполнена из провода в соответствии с государственным стандартом, с учетом силы тока и соблюдением условий безопасности. Необходимо принимать меры против повреждения изоляции на проводах (кабелях) и исключать их соприкосновение с водой, маслом, стальными канатами, шлангами с горючими газами и горячими трубопроводами. Применение электросварочных проводов с поврежденной оплеткой или изоляцией запрещается. Если нет возможности заменить поврежденный провод, то необходимо заключить его в резиновый шланг. Длина проводов между питающей сетью и передвижными сварочными аппаратами не должна превышать 10 м, причем провода следует защищать от механического повреждения. Сварочные провода следует соединять посредством горячей пайки, сварки, с помощью соединительных муфт, имеющих изолирующую оболочку, причем места паяных и сварных соединений проводов должны быть тщательно изолированы. Рукоятку электрододержателя для ручной сварки изготавливают из теплоизолирующего диэлектрического материала. Электрододержатель должен обеспечивать надежный зажим и быструю смену электродов, а также исключать возможность короткого замыкания корпуса электрододержателя на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы. Электрододержатели должны обеспечивать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом 115° и более к оси электрододержателя. Необходимо, чтобы конструкция электрододержателя позволяла производить замену электрода за время, не превышающее 4 с. Токоведущие части электрододержателей должны иметь надежную изоляцию сопротивлением не менее 5 МОм для предотвращения их случайного непосредственного контакта со свариваемым изделием или руками сварщика. Изоляция рукоятки должна выдерживать без пробоя испытательное напряжение 1500 В частотой 50 Гц в течение 1 мин. Температура наружной поверхности рукоятки при номинальном режиме работы не должна повышаться более чем на 55 °С. Необходимо, чтобы поперечное сечение рукоятки в месте обхвата ладонью сварщика вписывалось в круг диаметром не более 40 мм. Электрододержатели должны обладать достаточной механической прочностью. К дополнительному инструменту сварщика относятся винтовые зажимы, проволочные щетки, клейма, зубила и молотки. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Для зачистки швов и удаления шлака применяют проволочные щетки ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки. Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50...75 мм, с приваренным донышком-подставкой. Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электрододержателю и свариваемому изделию. Электрододержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18...0,2 мм. Перед началом работ электросварщик обязан проверить изоляцию электропровода и электрододержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность соединений электропроводов с аппаратом, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ (расстояние от места производства электросварочных работ до легковоспламеняющихся предметов должно составлять не менее 10 м, а при ветре, направленном в сторону легковоспламеняющихся веществ, - не менее 20 м). Для заземления сварочных преобразователей и сварочных трансформаторов необходимо: соединить заземляющий болт на корпусе сварочного преобразователя четырехжильным шланговым кабелем с заземляющей жилой; для питания однофазного сварочного трансформатора при менять трехжильный шланговый кабель с заземляющей жилой, которая присоединяется одним концом к корпусу, а другим - к заземляющему болту на ЯРВ; заземлить низкую сторону сварочного трансформатора (со стороны провода, присоединяемого к свариваемой детали). Электросварочный аппарат необходимо регулярно, не реже одного раза в месяц, проверять: на отсутствие замыкания на корпус; целостность заземляющего провода; исправность изоляции питающих проводов (сопротивление изоляции должно составлять не менее 0,5 МОм); отсутствие оголенных токоведущих частей; отсутствие замыкания между обмотками высокого и низкого напряжения.
3. Меры безопасности при проведении электросварочных работ
К электросварочным работам допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и специальное техническое обучение и имеющие удостоверения на выполнение указанных работ. Женщин к сварочным работам внутри емкостей (цистерн, резервуаров) не допускают. Для всех электросварщиков обязательна ежегодная проверка знаний для продления срока действия удостоверения на право производства сварочных работ. Рабочее место сварщика, находящееся под открытым небом, защищают от ветра, дождя и снега, ограждают переносными ширмами, предохраняя работающих по соседству от действия лучистой энергии сварочной дуги. Очистку поверхностей деталей перед сваркой, а также зачистку швов после сварки выполняют стальными щетками, зубилом и молотком или наждачным кругом, при этом обязательно надевают предохранительные очки с прозрачными стеклами. При сварке тяжелых и громоздких изделий рабочее место сварщика обеспечивают грузоподъемными механизмами (краном, лебедкой) и тельфером. Важное значение для безопасности труда сварщика имеет правильная проводка и прокладка проводов к сварочным постам, сварочным машинам, трансформаторам и особенно к передвижным сварочным установкам, где устройство обычной сети исключено. Токопроводящая сеть сварочных установок должна состоять из хорошо изолированных проводов. Нельзя прокладывать без изоляции и провод, идущий к свариваемой детали (обратный провод). Нельзя зажигать дугу без предупреждения об этом окружающих и до приведения предохранительного щитка или шлема в рабочее положение, отстранять щиток или шлем от лица до прекращения горения дуги. Перед началом сварочных работ электросварщик надевает брезентовый костюм с огнестойкой пропиткой - брюки навыпуск, куртку с закрытыми клапанами карманов, ботинки с глухим верхом, головной убор, диэлектрические перчатки пли рукавицы, которые должны быть сухими, без следов масла. Приводятся в порядок защитные приспособления - шлем-маска и резиновый диэлектрический коврик или резиновые диэлектрические боты. Надо внимательно осмотреть и проверить надежность контакта и крепление заземляющих проводников с корпусами сварочных трансформаторов, сварочных машин, сварочных столов, металлических каркасов токораспределительных щитов и другого подсобного оборудования, которое может оказаться под напряжением, проверить исправность пусковых и отключающих устройств - рубильников, магнитных пускателей, выключателей, а также изоляцию токоведущих проводников. Электрод в электрододержателе заменяют в брезентовых рукавицах.
4. Инструкция по охране труда на проведение электросварочных работ
Общие требования безопасности 1. К самостоятельному выполнению электросварочных работ допускаются лица не моложе 18 лет, имеющие соответствующую квалификацию, получившие вводный инструктаж и первичный инструктаж на рабочем месте по охране труда, прошедшие проверку знаний по электробезопасности, обученные безопасным методам работы и имеющие соответствующее удостоверение. Женщины к производству электросварочных работ внутри емкости (котлах, цистернах, баках) не допускаются. 2. Электросварщик, не прошедший своевременно повторный инструктаж по охране труда (не реже 1 раза в 3 месяца) и ежегодную проверку знаний по безопасности труда не должен приступать к работе. 3. При поступлении на работу электросварщик должен проходить предварительный медосмотр, а в дальнейшем - периодические медосмотры в сроки, установленные Минздравмедпромом России. 4. Электросварщик обязан соблюдать правила внутреннего трудового распорядка, установленные на предприятии. 5. Электросварщик должен знать, что опасными и вредными факторами, которые могут действовать на него в процессе работы, являются: электрический ток; ультрафиолетовое, видимое и инфракрасное излучение; повышенная температура, расплавленный металл; вредные газы и пыль (аэрозоль).
5.1. Электрический ток поражает работающего при нарушении правил электробезопасности. Проходя через тело человека, он оказывает термическое, электрохимическое, механическое и биологическое воздействие на организм. Электрический ток невидим и поэтому не воспринимается как источник опасности. 5.2. Ультрафиолетовые лучи, возникающие при электросварке, вызывают ожоги лица, рук и приводят к воспалению глаз. Видимые лучи действуют на сетчатую и сосудистую оболочку глаз, а инфракрасные - на хрусталик и роговицу глаза. 5.3. Температура электрической дуги достигает 4000 С, при этом свариваемые детали значительно нагреваются и прикосновение к ним вызывает ожог. Горячая деталь внешне ничем не отличается от холодной и поэтому не воспринимается как источник опасности. Кроме того, при электросварке происходит разбрызгивание капель жидкого металла, которые, попадая на тело, вызывают ожоги. 6. Электросварщик должен пользоваться только тем инструментом, приспособлениями и оборудованием, обращению с которыми он обучен и проинструктирован. 7. Электросварщик должен работать в специальной одежде и специальной обуви, в случае необходимости использовать другие средства индивидуальной защиты. 8. В соответствии с Типовыми отраслевыми нормами бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты электросварщику выдаются: костюм с огнезащитной пропиткой; ботинки кожаные; рукавицы брезентовые; шлем защитный. На наружных работах зимой дополнительно выдаются: куртка хлопчатобумажная на утепляющей прокладке; брюки хлопчатобумажные на утепляющей прокладке; 9. О замеченных нарушениях требований безопасности на своем рабочем месте, а также о неисправностях оборудования, приспособлений, инструмента и средств индивидуальной защиты электросварщик должен сообщить своему непосредственному руководителю и не приступать к работе до их устранения. 10. Электросварщик должен соблюдать правила личной гигиены. Перед приемом пищи необходимо мыть руки с мылом. Для питья пользоваться водой из специально предназначенных для этой цели устройств (сатураторы, питьевые баки, фонтанчики и т. п.). Требования безопасности перед началом работы 1. Перед началом работы электросварщик должен: 1.1. Проверить наличие и исправность средств индивидуальной защиты, одеть их, застегнуть манжеты рукавов костюма. При этом пиджак костюма (куртка) не должен быть заправлен в брюки, а брюки должны быть выпущены поверх ботинок (валенок). 1.2. Осмотреть и подготовить свое рабочее место, убрать все лишние предметы, не загромождая при этом проходов. Проверить состояние пола на рабочем месте. Если пол скользкий или мокрый, потребовать, чтобы его вытерли или сделать это самому. 1.3. Убедиться в исправности сварочного оборудования, проводов; наличии и исправности заземления сварочной установки, сварочного стола и установленных на нем тисков. Проверить исправность пусковых, регулирующих и измерительных приборов, а также по показаниям приборов напряжение на зажимах генератора или трансформатора. Расположить сварочные провода так, чтобы они не подвергались механическим повреждениям и действию высокой температуры, а также не соприкасались с влагой. Проверить наличие и исправность работы местного отсоса и средств пожаротушения на рабочем месте. 1.4. Убедиться, что вблизи места сварки нет легковоспламеняющихся и горючих материалов (горючие материалы должны находиться на расстоянии не менее 5 м от места сварки). 1.5. при необходимости подсоединения передвижной электросварочной установки к электросети (без штепсельного разъема), а также для ее ремонта или замены предохранителей вызвать дежурного электрика (электромонтера). 1.6. Соединять сварочные провода только горячей пайкой, сваркой или при помощи гильз с винтовыми зажимами в колодку из небьющегося изоляционного материала, а головки зажимных винтов утапливать в тело колодки. соединять сварочные провода скруткой; касаться руками токоведущих частей; осуществлять ремонт электросварочного оборудования. Требования безопасности во время работы 1. Во время работы электросварщик должен: 1.1. Производить электросварочные работы в специально выделенных и оборудованных для этой цели местах. 1.2. При проведении работ вне специально выделенного места, оградить место электросварки ширмой, передвижными щитами, высотой не менее 1,8 м. 1.3. Следить, чтобы руки, специальная одежда и специальная обувь были всегда сухими. 1.4. Производить электросварочные работы на постоянном рабочем месте только после включения местного отсоса. 1.5. Брать или перемещать предметы на посту сварки только в рукавицах. 1.6. При проведении электросварочных работ в сырых местах и помещениях, а также внутри емкостей пользоваться дополнительными средствами индивидуальной защиты (диэлектрическими перчатками, калошами, резиновыми ковриками). 1.7. Для работы сидя или лежа требовать специальный мат на войлочной прокладке. 1.8. Следить за надежностью заземления свариваемого предмета; изоляция проводов не должна иметь повреждений, 1.9. Сварку производить с помощью электрододержателя, конструкция которого позволяет осуществлять надежное крепление электрода и его безопасную смену. 1.10. При проведении электросварочных работ непосредственно на автомобиле первоначально произвести заземление рамы или кузова автомобиля и закрыть листом железа топливный бак от попадания на него искр. Требовать снятия топливного бака перед проведением сварочных работ над топливным баком или в непосредственной близости от него. 1.11. Проводить сварочные работы внутри емкости, в траншее, колодце и т. п. только после получения наряда-допуска и соблюдения указанных в нем мер безопасности. При этом снаружи у люка (лаза) емкости должен постоянно находиться помощник, страхующий работу электросварщика. 1.12. Передвигать электросварочную установку только после отсоединения ее от электросети. 1.13. При кратковременных перерывах в работе электрододержатель класть на специальное приспособление - штатив. 1.14. Использовать электроды, соответствующие силе сварочного тока. 1.15. При любой отлучке с рабочего места выключать сварочную установку. 2. Электросварщику запрещается: работать со щитком или шлемом, имеющим щели и трещины в стеклах; работать на постоянном рабочем месте без включенного местного отсоса; смотреть самому и разрешать смотреть другим на электрическую дугу без защитных средств (маски, очков, щитков); производить электросварочные работы на открытом воздухе без навеса во время дождя и снегопада; резать и сваривать металл навесу; производить сварочные работы в помещении, где находятся легковоспламеняющиеся вещества и газы; производить сварочные работы на сосудах, трубопроводах и аппаратах, находящихся под давлением; использовать в качестве обратного провода трубы, рельсы и т. п. металлические предметы; разогревать электрод о заземленный стол или другие предметы. Требования безопасности в аварийных ситуациях 1. О каждом несчастном случае, очевидцем которого он был, электросварщик должен немедленно сообщать работодателю, а пострадавшему оказать первую доврачебную помощь, вызвать врача или помочь доставить пострадавшего в здравпункт или ближайшее медицинское учреждение. Если несчастный случай произошел с самим электросварщиком, он должен по возможности обратиться в здравпункт, сообщить о случившемся работодателю или попросить сделать это кого-либо из окружающих. 2. При ощущении боли в глазах немедленно прекратить работу, поставить об этом в известность своего работодателя. Требования безопасности по окончании работ 1. По окончании работы электросварщик обязан: 1.1. Отключить электросварочную установку, при работе на автоматах и полуавтоматах перекрыть воду; при сварке в среде защитных газов закрыть вентиль баллона и снять давление на редукторе. 1.2. Выключить вентиляцию. 1.3. Привести в порядок рабочее место. Убрать провода, приспособления и инструмент в отведенное для них место или сдать в кладовую. 1.4. Снять средства индивидуальной защиты и убрать их в предназначенное для них место. Своевременно сдавать специальную одежду и другие средства индивидуальной защиты в химчистку (стирку) и ремонт. 1.5. Вымыть руки с мылом и принять душ. 1.6. О всех недостатках, обнаруженных во время работы, известить своего непосредственного руководителя.
5. Меры пожарной безопасности на электросварочных работах
Производственные и вспомогательные помещения для производства электросварочных работ должны соответствовать требованиям пожарной безопасности в соответствии с требованиями ГОСТ 12.1.004 - 91 и обеспечиваться первичными средствами пожаротушения в соответствии с требованиями Правил пожарной безопасности в Российской Федерации, а также пожарным инвентарем в соответствии с требованиями ГОСТ 12.4.009 - 83 и иметь степень огнестойкости согласно классификации производств по пожарной безопасности. До начала проведения электросварочных работ, проводимых в помещении, должен быть проведен анализ проб воздуха из верхних точек помещения и подготовленных к ремонту аппаратов. По окончании электросварочных работ, наплавке, резке работник не должен покидать рабочее место, не убедившись в отсутствии очага, способного вызвать пожар на месте проведения работы и в смежных помещениях. Все работающие должны быть обучены правилам ликвидации первичных очагов пожара и правильному применению первичных средств пожаротушения. При выполнении электросварочных работ сгораемые конструкции должны быть ограждены постоянными или переносными заграждениями, а сгораемые полы должны быть защищены металлическими листами. Переносные ограждения должны быть изготовлены из листовой стали. Пожароопасные органические растворители в подготовительных отделениях необходимо хранить только в количестве, согласованном с органами пожарного надзора. Места производства электросварочных и газопламенных работ на данном, а также на нижерасположенных ярусах (при отсутствии несгораемого защитного настила или настила, защищенного несгораемым материалом) должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и оборудования (газогенераторов, газовых баллонов и т.п.) - не менее 10 м. Каждый рабочий пост сварщика должен быть оборудован первичными средствами пожаротушения, а работники должны обладать навыками по их использованию. Ручные пенные, аэрозольные, углекислотно-бромэтиловые огнетушители предназначены для тушения начинающихся очагов пожара при воспламенении горючих твердых и жидких веществ, за исключением тех, которые химически воздействуют с огнетушащими средствами, усиливая горение или создавая опасность взрыва. Пенные огнетушители нельзя применять при тушении электрооборудования и электроустановок, находящихся под напряжением. Углекислотные огнетушители предназначены для тушения любых горючих веществ, за исключением щелочных металлов, а также веществ, горение которых может происходить без доступа воздуха. Порошковые огнетушители в зависимости от марки порошка предназначены для тушения горючих жидкостей и газов, электроустановок под напряжением до 600В (ПСБ), тушения щелочных металлов (ПС-1, СИ), горючих жидкостей и газов, тлеющих материалов (дерево, бумага, уголь) - огнетушители порошком П-1 и ПФ. электросварщик аварийный пожарный защита Заключение
При несоблюдении работающими технологии производства электросварочных работ, требований безопасности, производственной санитарии и пожарной безопасности, возникают травмоопасные ситуации и проявляются воздействия вредных и опасных производственных факторов. В настоящее время необходимо активизировать и поднять уровень работы по обучению и повышению квалификации не только руководителей, главных специалистов и специалистов ремонтно-обслуживающих предприятий и хозяйств, но и электросварщиков по обеспечению технической, пожарной, экологической безопасности и охраны труда при электросварочных работах с использованием новых технологий, а также при монтаже оборудования животноводческих и птицеводческих ферм, при выполнении сельскохозяйственных работ; при выполнении работ по организации охраны труда и контролю безопасности, по аттестации рабочих мест по условиям труда, по сертификации работ на соответствие требованиям охраны труда; при составлении паспорта безопасности; определении производственных факторов условий труда с применением переносных комплектов технических средств контроля условий труда при производстве электросварочных работ.
Список использованной литературы
1. Ефремова О.С. Охрана труда от А до Я. Изд. 4-е, перераб. и доп. - М.: Издательство «Альфа-Пресс». 2007. - 516 с. Забрусков А.П., Филатов Л.С. Техника безопасности на ремонтных предприятиях сельского хозяйства. М.: Россельхозиздат. Б.И. Зотов, В.И. Курдюмов Безопасность жизнедеятельности на производстве. - 2-е издание., перераб. и доп. - М.: Колос С, 2004. - 432 с. 4. ПОТ РМ-020-2001 Межотраслевые правила по охране труда при электро- и газосварочных работах (утв. постановлением Минтруда РФ от 09 октября 2001 г. № 72) <#"justify">5. Л.С. Филатов Техника безопасности на ремонтных предприятиях сельского хозяйства. - 2-е издание, перераб. и доп. - М.: Россельхозиздат, 1978 ТИПОВАЯ ОТРАСЛЕВАЯ ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ПРИ ВЫПОЛНЕНИИ ЭЛЕКТРОСВАРОЧНЫХ РАБОТ. Утверждено: Приказ Министерства сельского хозяйства и продовольствия Российской Федерации 23 ноября 1994 г. N 289 Противопожарная защита цеха производства липкой ленты
В данном здании может стать открытый огонь (например, электросварочные работы), приборы с высокой температурой рабочей поверхности (различные...
Если не будут приняты активные специальные меры по их локализации и тушению, то через некоторое...