Ультразвуковая сварка пластмасс — метод высокочастотных колебаний. Как и где применяется ультразвуковая сварка
Мощные ультразвуковые колебания находят широкое применение в различных отраслях народного хозяйства. В настоящее время в промышленности используются ультразвуковая очистка и обезжиривание различных изделий. Ультразвук применяется для получения высокодисперсных эмульсий, диспергирования твердых тел в жидкости, коагуляции аэрозолей и гидрозолей, дегазации жидкостей и расплавов. Установлено влияние мощных ультразвуковых колебаний на структуру и механические свойства кристаллизующегося расплава.Ультразвуковые колебания позволяют снимать остаточные напряжения в сварных швах, полученных при дуговой сварке. Обнаружено весьма эффективное воздействие ультразвука на интенсивность полимеризации клеев. Широко внедрена в промышленность обработка твердых и сверхтвердых материалов.Одним из интересных и перспективных промышленных применений ультразвука является ультразвуковая (УЗС). Этот способ сварки характеризуется весьма ценными технологическими свойствами: возможностью соединения металлов без снятия поверхностных пленок и расплавления, особенно хорошей свариваемостью чистого и сверхчистого алюминия, меди, серебра; возможностью соединения тончайших металлических фольг со стеклом и керамикой.Ультразвуком сваривается большая половина известных термопластичных полимеров. Ультразвуковая сварка пластмасс тем более ценна, что для ряда полимеров она является единственно возможным надежным способом соединения. Полистирол один из наиболее распространенных полимеров для изготовления различных изделий крупносерийного производства наиболее рационально сваривать ультразвуком.Особое внимание исследователей привлекла возможность внедрения УЗС при производстве изделий микроэлектроники.
Характеристика механической колебательной системы
Технологическое оборудование для ультразвуковой сварки, независимо от физико-механических свойств свариваемых материалов, которые являются непосредственными объектами интенсивного воздействия ультразвуковых колебаний, имеет одну структуру и состоит из следующих узлов: источника питания, аппаратуры управления сварочным циклом, механической колебательной системы и привода давления.Важнейшим узлом, составляющим основу и специфику оборудования и технологии ультразвуковой сварки металлов и пластмасс, является механическая колебательная система. Эта система служит для преобразования электрической энергии в механическую, передачи этой энергии в зону сварки, согласования сопротивления нагрузки с внутренним сопротивлением системы и геометрических размеров зоны ввода энергии с размерами излучателя, концентрирования энергии и получения необходимой величины колебательной скорости излучателя. Система должна работать с максимальным к. п. д. на резонансной частоте независимо от изменения сопротивления нагрузки.Типовая колебательная система состоит из электромеханического преобразователя, волноводного звена трансформатора или иначе концентратора колебательной скорости, акустической развязки системы от корпуса машины, излучателя ультразвука сварочного наконечника и опоры, на которой располагаются свариваемые детали. Широко известны колебательные системы с использованием резонирующих стержней, работающих в режиме изгибных колебаний.Электромеханические преобразователи изготовляются из магнитострикционных или электрострикционных материалов (никель, титанат бария и др.). Под воздействием переменного электромагнитного поля в преобразователе возникают механические напряжения, которые вызывают упругие деформации материала. Таким образом, преобразователь является источником механических колебаний. Волноводное звено служит для передачи энергии к сварочному наконечнику. Это звено должно обеспечить необходимое увеличение амплитуды колебаний сварочного наконечника по сравнению с амплитудой исходных волн преобразователя, трансформировать сопротивление нагрузки и сконцентрировать энергию.Сварочный наконечник является элементом, посредством которого осуществляется отбор мощности, поглощаемой в зоне сварки. По существу это звено, определяющее площадь и объем непосредственного источника ультразвука. Так как в процессе сварки наконечник внедряется в зону сварки. Типовые колебательные системы: продольная; продольно-поперечная; продольная для сварки пластмасс свариваемую деталь, то он является также и согласующим волноводным звеном между нагрузкой и колебательной системой.
Технология ультразвуковой сварки
При вводе механических колебаний в свариваемые металлы изделие начинает вибрировать с ультразвуковой частотой. Форма колебаний определяется геометрическими размерами изделия. В наиболее простом и распространенном случае сварка листа прямоугольной формы в последнем устанавливается стоячая волна с характерным чередованием узлов и пучностей плоской волны изгибных колебаний. Уровень напряжении, возникающих в пучностях, определяется мощностью энергии, вводимой в зону сварки. При этом возникает опасность появления микро-и макротрещин в зоне сварки. Образование трещин при достаточном уровне энергии свойственно металлам, обладающим малой пластичностью, имеющим местные дефекты, чрезмерный наклеп и т. п. Для снижения вредного эффекта вибрации свариваемого изделия применяют струбцины с резиновыми прокладками, предварительное снятие заусенцев, округление углов, если это возможно по условиям изготовления детали, предварительный отжиг места соединения и т. п. Наиболее рациональной мерой является снижение амплитуды колебаний сварочного наконечника.При использовании некоторых колебательных систем наблюдается самопроизвольное разворачивание деталей относительно друг друга во время сварки. Это означает, что необходимо применение специальных кондукторов, обеспечивающих фиксированное положение деталей в процессе сварки. Ранее было установлено, что закрепление образцов для предотвращения их перемещения во время сварки снижает качество сварки. Однако позднее, исследуя это явление, пришли к выводу, что дополнительное “прокручивание” образцов повышает прочность сварки до 60%.Причиной прокручивания, по-видимому, является следующее. При условии интенсивного внешнего трения между свариваемыми деталями и относительно низком зажимном усилии в процессе образования сварного соединения возникают и разрушаются единичные узлы схватывания. Вполне естественно, что в некоторый момент времени на данной половине приполированного пятна может образоваться узел, в то время как на другой нет. Поскольку амплитуда колебаний между деталями в узле схватывания существенно меньше амплитуды проскальзывания между деталями зоны сварки, в которой еще не возникли узлы схватывания, то наличие результирующей пары сил относительно вертикальной оси узла схватывания вполне вероятно.При УЗС некоторых металлов наблюдается интенсивное сцепление сварочного наконечника со свариваемым металлом. С точки зрения передачи энергии в зону сварки исследователи считают, что это рационально. С технологической же точки зрения это совершенно неприемлемо, так как приварка сварочного наконечника к детали исключает нормальную эксплуатацию сварочной машины. Как выявлено, налипание свариваемого металла на сварочный наконечник и износ наконечника имеет сложную природу. По существу это задача обратная УЗС. Поэтому для сварочного наконечника нужен материал, который обладал бы максимальной когезией поверхностного слоя относительно свариваемого материала. Один из основных параметров процесса, определяющий выделение энергии в зоне сварки сопротивление нагрузки, практически неуправляем. Механические колебательные системы, являющиеся источниками ультразвука, частотно зависимы. Изменение реактивности в системе приводит к изменению собственной частоты системы. Работа системы вне резонанса, как правило, нецелесообразна. Таким образом, нельзя допускать произвольного изменения геометрических размеров системы, в частности стержней, передающих энергию в зону сварки.Изложенные особенности ряда технологических факторов весьма существенны. Любой из этих недостатков, выраженный в крайней форме, может поставить под сомнение целесообразность применения УЗС. Вместе с тем УЗС характеризуется весьма ценными технологическими особенностями. Так, микросмещения деталей относительно друг друга вызывают дробление твердых окислов и выгорание жировых пленок, что приводит к самопроизвольной очистке поверхностей свариваемых металлов и к последующей их сварке. Это позволяет наиболее эффективно решать проблему присоединения токоотводов в различного рода электро- и радиотехнических устройствах, так как УЗС обеспечивает переходное сопротивление на уровне сопротивления свариваемых металлов. Температура в зоне соединения составляет 0,4-0,6 от температуры плавления металла. Это обеспечивает минимальное искажение исходной структуры, отсутствие выплесков и брызг металла.В силу специфичности процесса при УЗС хорошо свариваются металлы, обладающие малым электрическим сопротивлением: электротехническая медь, чистый и сверхчистый алюминий, серебро.При УЗС в принципе нет ограничений по нижнему пределу свариваемых толщин различных металлов. Возможно также соединение с существенным перепадом толщин и свойств свариваемых металлов (металл стекло; отношение толщин 1: 1000 и больше).Для УЗС также характерна: 1) малая энергоемкость; 2) возможность питания нескольких сварочных головок от одного генератора и возможность выноса их на значительное расстояние;3) простота автоматизации процесса работы колебательной системы; 4) гигиеничность процесса. Зона доступа к сварочному наконечнику
Одной из особенностей технологии сварки ультразвуком является ограниченность диапазона форм свариваемых деталей. Это объясняется тем, что геометрические размеры элементов колебательной системы зависят от заданной частоты. Произвольного изменения размеров резонирующих элементов, посредством которых энергия подводится к зоне сварки, производить нельзя. В этом отношении УЗС обладает существенно меньшими технологическими возможностями, чем, например, контактная сварка.Зона доступа к сварочному наконечнику, а точнее, возможный диапазон форм изделий, которые можно сварить УЗС, в различных вариантах построения механических колебательных систем складывается из сочетаний нескольких элементов. Например, известны системы, состоящие из преобразователя, волновода продольных колебаний и сварочного выступа. Зона доступа к сварочному наконечнику в этом случае определяется длиной волновода продольных колебаний и высотой сварочного выступа в сочетании с конусностью волновода и точкой его закрепления. Сварочный выступ (выступает от образующей концентратора на 25 мм) является нерезонансным элементом произвольной формы. Свариваемые детали располагаются на массивной опоре. Технологические возможности такой механической колебательной системы ограничиваются относительно простыми формами изделий.Более совершенной является модификация этой системы. Зона доступа в этом случае увеличена за счет применения резонансного звена и удлинения плеча поворота системы. Такими же возможностями обладают системы с продольно-поперечной схемой волноводов. Однако при этом следует отметить, что передача усилия сжатия посредством перемещения опорного элемента. Варианты механических колебательных систем для точечной сваркинерациональна. Опора перемещается вместе со свариваемыми изделиями. Изделия необходимо фиксировать дополнительным устройством. Такая кинематическая схема ограничивает верхний
предел производительности сварочной машины. Колебательная система, разработанная фирмой “Сонобонд К°”, работает в сочетании с резонансной опорой, которая позволила значительно увеличить рабочее пространство у сварочного наконечника. Во ВНИИЭСО при проектировании оборудования была применена схема, показанная в ряде случаев применение продольно-поперечной системы со стержнем постоянного сечения также не позволяет решить такую задачу, так как при УЗС в зависимости от механических свойств и соотношения толщин свариваемых металлов положение деталей относительно сварочного наконечника имеет большое значение. Решить такие задачи можно при применении модификаций стержня колебательной системы.Для сварки изделий в труднодоступных местах можно воспользоваться стержнем с Г-образным наконечником. Экспериментально была установлена возможность применения выступа в пределах Уд длины волны в стержне. Смещение точки съема энергии относительно оси стержня существенно увеличивает возможный диапазон форм свариваемых деталей.Рис. 3. Формы стержней, передающих энергию в зону сваркиВесьма важным обстоятельством, характеризующим возможности УЗС, является сварка по контуру как на машинах с продольной системой, так и с резонирующим стержнем, работающим в режиме изгибных и крутильных колебаний. Такая сварка получена за счет выбора сварочных наконечников специальной формы, соответствующей заданной конструкции изделия. Одним из недостатков такого приема является изменение собственной частоты стержня в силу изменения его формы. Это затрудняет расчет его параметров.
Вместо стержня возможно применение рабочего инструмента в виде пустотелой резонансной трубки, работающей в режиме изгибных или крутильных колебаний. Ее оптимальные геометрические размеры подбираются в зависимости от частоты, конструктивных особенностей и мощности сварочной машины. Кромка сварочного наконечника на внутренней и наружной сторонах срезана с расчетом получить рабочую дорожку шириной 0,51,5 мм.Приварку токоотводов к внутренней или наружной поверхности стакана целесообразно осуществить посредством составного стержня с переменным сечением. При такой конструкции стержня, во-первых, сохраняется достаточно большое сечение опорной части резонирующего стержня, чем обеспечивается необходимая жесткость и, во-вторых, увеличивается зона доступа к сварочному наконечнику. Такая конструкция резонирующего стержня позволила, например, приварить стальные токоотводы к корпусу аккумулятора.
В настоящее время сварка с применением таких стержней практически дала обнадеживающие результаты. Вполне вероятно, что они могут найти применение при изготовлении полупроводниковых элементов, особенно при использовании систем крутильных колебаний.
Технологические возможности шовной УЗС в отношении свариваемых форм можно в некоторой степени сравнить с возможностями машин для контактной сварки. Варианты построения механических колебательных систем для шовной сварки
Шовная ультразвуковая сварка металлов может быть осуществлена посредством колебательной системы со сварочным роликом в виде нерезонансного выступа (рис. 4, а). Однако, как установлено, применение нерезонансного выступа в виде ролика при шовной УЗС в ряде случаев нежелательно. Технологические возможности такого устройства весьма ограничены и могут быть использованы только в частных случаях, тем более, что в качестве опорного элемента используются массивные ролики.
Применение в качестве излучателя ультразвука резонансного диска позволяет увеличить технологические возможности шовной УЗС.Во ВНИИЭСО разработана колебательная система, в которой в качестве опоры использован также резонансный диск. Это повышает эффективность использования шовной УЗС.
Влияние на сварку формы и материала сварочного наконечника
Сварочный наконечник в процессе сварки находится в сложном термомеханическом состоянии. Попеременный нагрев и охлаждение, механические нагрузки и элементарное истирание в зоне контакта со свариваемым металлом приводят к его интенсивному износу. Растрескивание и выкрашивание центра наконечника сказывается на качестве сварных соединений. Кроме того, в процессе сварки происходит налипание свариваемого материала на поверхность сварочного наконечника. Иногда это налипание настолько сильно, что его зачистку необходимо производить после одной-двух сварных точек. Такая степень налипания ставит под сомнение целесообразность применения ультразвука. Используют разнообразные формы сварочных наконечников при УЗС, например, сферической формы (рис. 5, а). Однако использование такого наконечника понижает стабильность сварки, ибо сфера предопределяет резкое и неравномерное распределение напряжения в зоне сварки. Позже были высказаны соображения о целесообразности применения наконечника с усеченной сферой (рис. 5, б), которая позволяла в некоторой степени стабилизировать удельное контактное давление, по крайней мере в начальный период сварки.
Формы сварочных наконечников
Анализ напряжений, возникающих в зоне сварки, и механизма сварки позволяет прийти к выводу о безусловной целесообразности применения сварочного наконечника в виде усеченной конусообразной площадки. Такая форма наконечника, как это следует из весьма многочисленных экспериментальных данных, обеспечивает более высокую пластичность и стабильность прочности сварных соединений. Было признано также целесообразным наличие на сварочном наконечнике обжимной кромки К, поскольку сферический сварочный наконечник приводит к возникновению существенного зазора между свариваемыми деталями. Это в значительной мере сказывается при сварке разнотолщинных металлов, особенно если один из них более пластичен. Работа кромки заключается в следующем. После начала сварочного цикла наконечник начинает внедряться в свариваемый металл, который пластически деформируется. После того как сварочный наконечник углубился на расстояние, равное высоте конусной площадки, которая, кстати, выбирается исходя из толщины свариваемого металла, обжимная кромка под действием контактного давления обжимает по периметру резонирующего стержня свариваемые детали.Рекомендуемая форма наконечника для сварки металлов микротолщин проста.
Ряд авторов считает, что состояние поверхности сварочного наконечника является одним из важных факторов, влияющих на образование сварного соединения (на его механическую прочность). Так, например, в работе приведены данные об использовании сварочных наконечников с различной степенью обработки поверхности. Установлено, что при сварке сплавов АМцАМ шлифованным наконечником, сварные соединения обладали низкой прочностью. Удовлетворительные соединения были получены с помощью наконечника, поверхность которого была грубо обработана на наждачном камне. Аналогичные результаты были приведены и в работе . Наилучшие результаты по сварке ряда материалов были получены при использовании сварочного наконечника с шероховатой поверхностью. Обработка экспериментальных результатов позволила прийти к выводу , что чем прочнее сцепление сварочного наконечника с деталью, тем интенсивнее передача энергии ультразвука в зону сварки и прочнее сварное соединение.Однако некоторые приводят противоположные доводы, считая, что в случае шероховатости наконечника потери на соединение уменьшаются, так как шероховатость предотвращает скольжение между наконечником и свариваемыми образцами. Мнение, что обволакивание сварочного наконечника металлом свариваемого изделия способствует передаче энергии, вряд ли справедливо. Дело в том, что при обволакивании исчезает граница раздела между сварочным наконечником и деталью. Исходя из общих принципов распространения плоской волны в твердом теле следует, что потери энергии на границе их раздела в таком случае резко уменьшается. Значит надо предполагать, что источником ультразвуковых колебаний должна являться деталь, сцепившаяся со сварочным наконечником. Поскольку она обладает массой, то это вызывает изменение частоты колебательной системы и выход ее из резонанса. Таким образом оптимальные условия переноса энергии будут нарушены (технологически такое сцепление недопустимо).Были проведены экспериментальные работы по выявлению влияния степени обработки поверхности сварочного наконечника на механическую прочность соединений при сварке меди М1.Установлено, что при сварочном наконечнике, обработанном грубым наждачным камнем, среднее разрушающее усилие при испытании образцов Рср = 24 кГ. Внешний вид сварной точки в полной мере соответствует грубо обработанной поверхности наконечника.В другом случае наконечник был тщательно обработан мелкозернистой наждачной бумагой. При испытании этой группы образцов Рср = 24,5 кГ (по 20 образцам). Существенной разницей между сварными соединениями было состояние наружной поверхности сварной точки: при сварке наконечником с обработанной поверхностью сварная точка имела шлифованный вид.Таким образом, судить по состоянию поверхности сварной точки о качестве соединения в этом случае было нельзя. Есть сведения, которые говорят о влиянии материала сварочного наконечника на прочность сварных соединений. В работе приведены результаты об использовании в качестве материала сварочных наконечников сталей: ЭВ, НЖ-1, 45, Р-18, ШХ15 и др. Установлено, что при сварке меди М1, твердость наконечника существенно влияет на прочность соединения.Б. Б. Золотарев и др. приводят несколько иные данные. Сварочные наконечники были изготовлены из сормайта, сталей ШХ15 и 45. Сваривалась медь М1. Материал наконечника влияния на прочность соединений не оказал.Можно было бы привести достаточное число примеров, результаты которых исключают друг друга.Износоустойчивость сварочного наконечника, способность его не свариваться с деталью, которой он передает энергию ультразвука, является в настоящее время одной из основных проблем, в области освоения ультразвука для целей сварки.При работе сварочный наконечник, как уже было сказано выше, находится в сложном термомеханическом состоянии.Наконечник одновременно подвержен цикличному термическому нагружению, знакопеременным механическим напряжениям и весьма интенсивному внешнему трению о свариваемый материал. Нагрев наконечника до температуры рекристаллизации свариваемых металлов происходит примерно за 0,51,5 сек, а охлаждение после окончания сварки в течение 35 сек.Истирание поверхности сварочного наконечника о свариваемую деталь происходит за счет его возвратно-поступательного движения со скоростью относительного перемещения до 24 м/сек и усилия сжатия до 10 кГ/мм2.Следствием такого взаимодействия на поверхности сварочного наконечника, если не происходит процесса его соединения со свариваемым металлом, начинается его разрушение, т. е. возникновение микротрещин, разрастание их до макроразмеров, выкрашивание кусков металла и т. п. В таких условиях в силу пластического деформирования наружной поверхности свариваемого металла последний как бы запрессовывается в эти трещины. Возникает налипание его на поверхности наконечника. И чем больше и глубже трещины, тем это налипание выражено сильнее. Влияние на сварку состояния поверхности свариваемых металлов
Одним из важных преимуществ УЗС является возможность получения надежных сварных соединений, обладающих высокими эксплуатационными характеристиками, без предварительной об работки поверхностей перед сваркой.Мнение исследователей относительно возможности получения соединений в зависимости от материалов и толщин покрытия разделились.Некоторые исследователи, не отрицая в принципе возможности образования соединений, на основании экспериментальные результатов пришли к выводу, что наличие различного рода покрытий препятствует образованию сварных соединений. Другие считают, что максимально достигаемая прочность соединений вообще не может быть получена на необработанных образцах. Однако имеются и другие мнения. Были проведены эксперименты, которые указывают на возможность получения равнопрочных сварных соединении металлов с обезжиренными поверхностями и поверхностями, покрытыми жировыми пленками; был сделан вывод, что ультразвуковые соединения могут быть выполнены через многие покрытия, например клейкие вещества, бумагу. Однако при этом требуется несколько больше энергии для сварки.В одной из работ по этому вопросу высказались вполне определенно. Авторы считают, что независимо от исходного состояния поверхности можно получить высокопрочные соединения с незначительным отклонением его от среднего значения разрушающей нагрузки. Только для получения равнопрочных соединений, по мнению авторов, для образцов с различным состоянием поверхностей необходимо неодинаковое количество энергии ультразвуковых колебаний, поскольку она расходуется не только на деформирование сварной точки, но и на устранение поверхностных пленок. Так, например, для получения соединений одинаковой прочности из меди М1 толщиной b = 1,0 + 1,0 мм на образцах с обезжиренной и протравленной поверхностью необходимо было время сварки 2,3 сек, в то время как на образцах с поверхностью в состоянии поставки листов 4 сек. При различных временах сварки были получены также одинаковые значения срезающего усилия сварных соединений, полученных из холоднокатаной меди М1 толщиной b= 1,0+ 1,0 мм с обезжиренной поверхностью, травленой и с нанесением на нее слоя из смеси технического вазелина с графитом.Автором в этом направлении была проведена работа, в результате которой установлено, что характер покрытия и его толщина оказывают значительное противодействие образованию неразъемного соединения металлов. Таким образом было установлено, что при мощности системы рэл == 4,0 кет и амплитуде сварочного наконечника Acв= 16 мкм возможна сварка металлов, имеющих достаточно толстые пленки естественных окислов. Снижение прочности сварных соединений меди МЗ при испытаниях на срез по сравнению с образцами, протравленными перед сваркой в 50-процентном растворе НМОз, составляет 1520%; получены удовлетворительные соединения и при сварке металлов с жировыми покрытиями. Прочность соединений при этом снизилась на 1015%.Покрытие меди оловом, никелем и цинком дает снижение прочности соединений до 50%. Изменение режима сварки (давления контактного и времени) не улучшает прочностные характеристики соединения.Были сделаны попытки получить неразъемные соединения из анодированных материалов. Установлено, что анодирование с толщиной пленки 5 мкм резко снижает возможность соединения. Однако анодирование не всегда является препятствием для получения сварного соединения. Так, например, была получена сварка анодированной танталовой фольги толщиной 14 мкм и толщиной пленки 1,5 2 мкм. Разрушение во всех случаях (20 образцов) происходило по основному металлу.
Для получения качественного сварного соединения необходимо создать условия контактирования свежеочищенных участков металлов. Это может быть обеспечено при условии интенсивного перемещения деталей относительно друг друга. Величина такого перемещения находится в зависимости от амплитуды смещения сварочного наконечника Асв. Износ пленок зависит от их свойств и степени сцепления с металлом.
Классификация оборудования для УЛЬТРАЗВУКОВОЙ СВАРКИ
Машины для ультразвуковой сварки металлов можно классифицировать: по способу преобразования электрической энергии в механическую (магнитострикционный или пьезоэлектрический), по характеру распространения энергии в свариваемых материалах (направленный ультразвук и не неправленный), по видам дополнительных источников энергии в зоне сварки (нагрев, давление); по способу сварки (точечная, многоточечная, рельефная, шовная); по характеру установки (стационарная, переносная, подвесная); по степени автоматизации (полуавтомат, автомат) и назначению (общего применения и специализированная); по кинематической схеме и конструктивным особенностям и т. д. На данном этапе оборудование для УЗС целесообразно классифицировать и по мощности. Принимая во внимание ГОСТ 986568, регламентирующий выходную мощность генераторов, сварочные машины можно разбить на группы малой мощности (0,01 0,25 кет), средней (0,44,0 кет) и большой (свыше 4,0 кет).Исследование процесса сварки, оборудования, технологии УЗС и опыт эксплуатации сварочных машин в промышленности позволяют сформулировать следующие основные технические требования к механической колебательной системе:1) большая износоустойчивость сварочного наконечника и отсутствие налипания свариваемого материала на его поверхности;2) возможность быстрой замены сварочного наконечника или механической колебательной системы в целом;3) надежное крепление механической колебательной системы;4) высокие акустико-механические свойства системы (минимальные потери, хорошая смачиваемость припоями, отсутствие микротрещин в металле и его однородность и т. д.);5) рациональный коэффициент усиления концентратора, порядок резонирующих стержней и точек сопряжения волноводных звеньев;6) высокое качество соединения всех элементов колебательной системы;7) достаточно большая зона доступна к сварочному наконечнику;8) отсутствие разворачивания свариваемых деталей относительно сварочного наконечника и друг друга;9) рациональное охлаждение электромеханического преобразователя.Механическая часть машины (корпус, система охлаждения, привод давления и т. п.) должна иметь: достаточную жесткость корпуса, исключающую непроизвольное смещение и перекосы сварочного наконечника относительно свариваемых деталей; малую инерционность привода давления с плавным опусканием сварочного наконечника (для сварки металлов с металлизированным стеклом, керамикой, полупроводниковыми материалами). Конструкция рабочего стола должна позволять производить совмещение свариваемых изделий с необходимой точностью, а для сварки микротолщин манипуляторы, оптика, подогревательные колонки и другие устройства должны соответствовать конкретным требованиям, обусловленным типом свариваемого изделия.Безусловно, что к машинам для УЗС в полной мере относятся и общие требования: максимальный к. п. д., минимальные габариты и вес, простота при наладке и эксплуатации, надежность в работе, высокая производительность, патентная чистота, соответствие требованиям эргономики. Немаловажным обстоятельством является стоимость оборудования.Конструктивно-технологические особенности машины в значительной степени определяются и принятой кинематической схемой.В зависимости от положения механической колебательной системы относительно свариваемых деталей сварочные машины можно разделить на следующие основные группы:1) машины, в которых механическая колебательная система использована в качестве исполнительного элемента привода давления 2) машины, в которых резонирующий стержень механической колебательной системы используется в качестве упорного или опорного элемента и неподвижно закреплен в корпусе машины. Этот признак в значительной степени определяет достоинства или недостатки сварочной машины
Анализ прочности сварных соединений
Установлено, что посредством УЗС можно получать соединения, удовлетворяющие самым высоким требованиям. В частности, некоторые авторы, исследуя этот вопрос, пришли к выводу, что по статической и динамической прочности сварные соединения удовлетворяют требованиям стандарта в авиастроении. Более 90% образцов при испытании на срез показали более высокие прочностные данные, чем это требуется по существующим нормам.Наиболее показательным в этом отношении являются многочисленные примеры успешного внедрения УЗС в промышленность.При разработке механических колебательных систем и технологии сварки ряда изделий до их промышленного освоения производилась сварка однородных, разнородных и разнотолщинных металлов. Вероятность получения разброса прочности сварных соединений подсчитывалась как математическими методами, так и экспериментально. При экспериментальных работах, особенно в заводских условиях, число контролируемых сварных соединений доводилось до 30 тыс. В лабораторных условиях, как правило, при сварке более 100 образцов практиковалось получение контрольных значений прочности соединений (по трем образцам), например через 100, 200 или 500 сварных точек. Гистограмма прочности сварных соединений при испытании на срез наглядно характеризует устойчивость процесса сварки (рис. 6). Подавляющее большинство образцов (более 95%) имеет разброс в прочности 510% от среднего значения разрушающей нагрузки Рср.Была также проведена оценка вероятности ожидаемых отклонений механической прочности сварных соединений от среднего значения Рср при сварке партий образцов. Установлено, что отклонение от среднего значения Рср не будет больше ±25% с вероятностью 0,99905.Аналогичные результаты по механической прочности сварных соединений получены и при шовной УЗС. Результаты испытания алюминия b=0,2+0,2 мм (режим сварки: Рев = 50 кГ, v = 3 м/мин) показывают, что коэффициент вариации находится в пределах 510%.
Из приведенных данных следует, что процесс ультразвуковой сварки в настоящее время практически освоен. Стабильная работа колебательных систем дает разброс в прочности сварных соединений не более, чем это наблюдается при использовании контактной сварки. При этом следует заметить, что УЗС позволяет получить надежные сварные соединения разнотолщинного алюминия без предварительного снятия окисных пленок, электротехнической меди и других металлов, где использование контактной сварки практически затруднено.
Список литературы
1. Холопов Ю. В. Ультразвуковая сварка. Л., “Машиностроение”, 1972.2. Золотарев Б. Б., Волков Ю.Д. Точечная сварка металлов ультразвуком. -“Сварочное производство ”, 1982, №93. Силин Л.Л., Баландин Г.Ф. Ультразвуковая сварка. М., Машгиз, 1982.
При ультразвуковой сварке (УЗС) необходимые условия для образования соединения создаются в результате механических колебаний ультразвукового преобразователя. Энергия вибрации создает сложные напряжения растяжения, сжатия и среза. При превышении предела упругости соединяемых материалов происходит пластическая деформация в зоне их соприкосновения. В результате пластической деформации и диспергирующего действия ультразвука происходит удаление адсорбированных пленок жидкости, газов, органических пленок и поверхностных оксидов, происходит увеличение площади непосредственного контакта, что обеспечивает получение прочного соединения.
Ультразвук находит широкое применение в науке для исследования некоторых физических явлений и свойств веществ. В промышленности ультразвуковые колебания используются для очистки и обезжиривания изделий, для обработки труднообрабатываемых материалов. Установлено благоприятное влияние ультразвуковых колебаний на кристаллизующиеся расплавы - происходит дегазация и измельчение зерна и улучшение механических характеристик литых металлов. Получены положительные эффекты при воздействии ультразвуковых колебаний с целью снятия остаточных напряжений. Широкое использование ультразвук находит с целью интенсификации многих медленнотекущих химических реакций. Известна аппаратура для контроля уровня жидкости, скоростей ее течения и т. п. Успешно используется ультразвук для контроля качества литья, сварных соединений и т. п.
В сварочной технике ультразвук может быть использован в различных целях. Воздействуя им на сварочную ванну в процессе кристаллизации, можно улучшить механические свойства сварного соединения благодаря измельчению структуры металла шва и лучшему удалению газов. Ультразвук может быть источником энергии для создания точечных и шовных соединений. Ультразвуковые колебания активно разрушают естественные и искусственные пленки, что позволяет сваривать металлы с окисленной поверхностью, покрытые слоем лака и т. п. Ультразвук уменьшает или снимает собственные напряжения, возникающие при сварке. Им можно стабилизировать структурные составляющие металла сварного соединения, устраняя возможность самопроизвольного деформирования сварных конструкций со временем.
Сварка металлов ультразвуком находит все более широкое применение, так как этот способ имеет ряд преимуществ и особенностей по сравнению с контактной и холодной сваркой. Особенно перспективна ультразвуковая сварка применительно к изделиям микроэлектроники. Весьма перспективна сварка ультразвуком пластмасс; этот метод широко используется в промышленности, так как обладает рядом особенностей, дающих возможность получить высококачественное соединение на многих пластмассах, сварка которых другими методами затруднена или невозможна.
Разработаны оборудование и технология ультразвуковой сварки металлов и пластмасс, успешно использующиеся в промышленности. За рубежом этот метод также находит применение в промышленности.
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. В принципе этот метод сварки имеет много общего с холодной сваркой сдвигом.
Колебания, возникающие в какой-либо среде и характеризующиеся упругими деформациями среды, называются упругими. Форма упругих колебаний может быть различна. Наиболее распространенной формой являются гармонические колебания, т. е. колебания, описываемые выражением
A=A м sin(ωt+φ),
где A - смещение или деформация в данном элементе среды в момент времени t; A м - максимальное значение смещения или деформации; ω - круговая частота колебаний; φ - начальный угол сдвига.
Упругие колебания, частота которых превышает некоторую границу, принято называть ультразвуковыми. Обычно считают, что нормальный человеческий слух не воспринимает в виде слышимого звука гармонические упругие колебания с частотой выше 17 000-20 000 Гц. В практике упругие колебания используются в диапазоне частот от 8000 Гц до мегагерц. При ультразвуковой сварке обычно используется диапазон частот 18-80 кГц.
Скорость распространения ультразвука зависит от физических свойств материала. Например, в стержне скорость распространения продольных волн определяется из следующего соотношения:
где Е - модуль упругости материала; ρ - плотность материала.
Скорость распространения звуковых волн в большинстве твердых тел колеблется в пределах 2000-6000 м/с и изменяется в зависимости от температуры, давления и интенсивности звука.
Длина волны, соответствующая данной частоте, непосредственно определяется из равенства
где c - скорость звука; f - частота.
При частоте 20 кГц длина волны в стали равна 28 см.
Интенсивность плоской продольной звуковой волны в любой среде определяется из уравнения
Где А - амплитуда колебаний; f - частота колебаний; ρ - плотность среды; k - коэффициент пропорциональности; с - скорость звука в среде.
Поток энергии волны сквозь некоторую поверхность S равен
![]()
где β - угол между нормалью к площадке dS и направлением распространения волны.
Мощность ультразвука, которая может быть передана через среду, зависит от физических свойств среды; если напряжения в зонах сжатия и разрушения превысят предел прочности материала, то твердый материал будет разрушаться. В жидкостях в аналогичных случаях возникает кавитация с образованием мельчайших пузырьков паров жидкости и последующим их захлопыванием. Процесс захлопывания кавитационных пузырьков сопровождается возникновением местных давлений, превышающих 5000 кгс/см 2 . Это явление в жидкостях используется для обработки и очистки изделий.
Машины для ультразвуковой сварки состоят из следующих основных узлов: источника питания, аппаратуры управления, механической колебательной системы и привода давления.
Механическая колебательная система служит для преобразования электрической энергии в механическую, передачи этой энергии в зону сварки, концентрирования этой энергии и получения необходимой величины колебательной скорости излучателя.
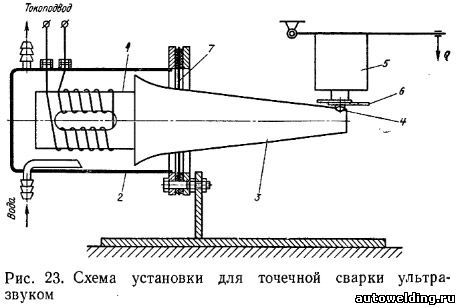
Колебательная система (рис. 23) состоит из электромеханического преобразователя 1 с обмотками, заключенного в металлический корпус 2, охлаждаемый водой; трансформатора упругих колебаний 5; сварочного наконечника 4; опоры с механизмом давления 5 и свариваемых деталей 6. Крепление колебательной системы производят с помощью диафрагмы 7. Ультразвук излучается только в момент сварки точки.
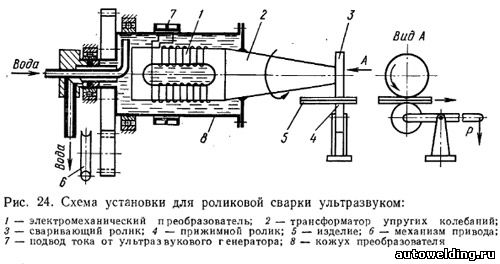
На рис. 24 показана схема шовной сварки ультразвуком, которая может быть использована для получения герметичных швов на изделии, В этой схеме сварки колебательная система приводится во вращение специальным приводом. При сварке изделие зажимается между концом вращающегося трансформатора упругих колебаний, выполненного в виде ролика, и нижним прижимным роликом. Ультразвук излучается непрерывно в процессе сварки. Элементом колебательной системы, возбуждающей упругие колебания, является электромеханический преобразователь, использующий магнитострикционный эффект. Переменное напряжение создает в обмотке преобразователя намагничивающий ток, который возбуждает переменное магнитное поле в материале преобразователя. При изменении величины напряженности магнитного поля в материале возникает периодическое изменение размеров, при этом частота упругих колебаний равна двойной частоте тока.
Изменения размеров магнитострикционных материалов незначительны. Так, для сплава К49Ф2 магнитострикционное удлинение составляет 70*10 -6 . Поэтому для увеличения амплитуды смещения и концентрации энергии колебаний, а также для передачи механических колебаний к месту сварки используют волноводы и трансформаторы упругих колебаний. Основным назначением трансформаторов упругих колебаний является увеличение амплитуды колебаний до величины, необходимой для осуществления процесса сварки. Для этой цели концентратор выполняется в виде стержня специальной формы, площадь поперечного сечения которого изменяется вдоль направления распространения колебаний по определенному закону.
Эксперименты показывают, что для целей сварки металлов достаточно иметь трансформаторы с коэффициентом усиления ~ 5, так чтобы амплитуда на конце его при холостом ходе была равна 20-30 мкм.
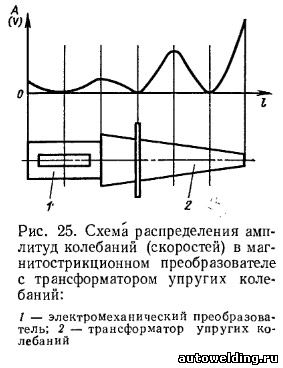
Магнитострикционный преобразователь и трансформаторы должны быть рассчитаны и изготовлены на заданную частоту ультразвукового генератора. На рис. 25 показана схема изменения амплитуды колебаний в трансформаторе упругих колебаний.
Питание электромеханических преобразователей осуществляется от источника электрической энергии - генератора с частотой колебаний тока 18-180 кГц.
Рабочая частота генератора определяется собственной частотой механической колебательной системы, выходная мощность генераторов 0,01-10,0 кВт.
Процесс ультразвуковой сварки происходит при воздействии сдвигающих высокочастотных колебаний, давления, приложенного перпендикулярно к поверхности листа, и теплового эффекта, сопровождающего процесс сварки. В результате в зоне сварной точки наблюдается небольшая пластическая деформация.
Исследование процесса образования сварного соединения при ультразвуковой сварке медных пластин толщиной 0,35 + 0,35 мм показывает, что при малом времени пропускания ультразвука (менее 0,05 с) сварка не происходит. После разъединения образцов на их поверхности непосредственно под сваривающим выступом наблюдается пятно, имеющее полированную поверхность (рис. 26, а).
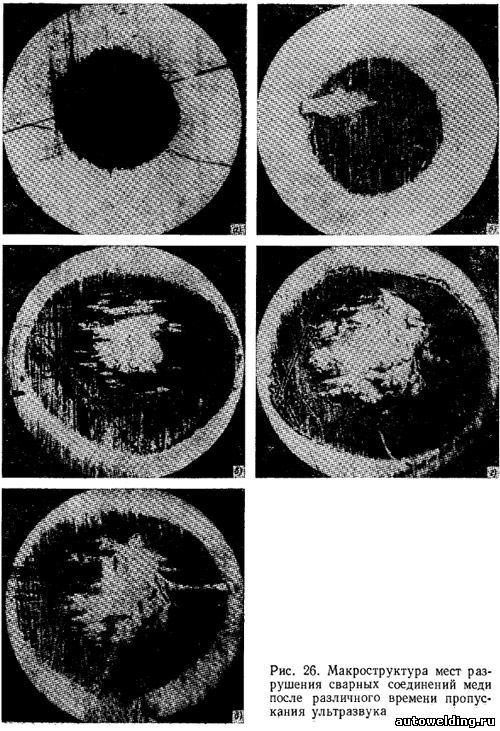
Диаметр полированного пятна возрастает при увеличении времени сварки (рис. 26, а - д). При пропускании ультразвука в течение 0,1 с в местах контакта обнаруживаются не только зашлифованные поверхности, но и вырывы металла, свидетельствующие об образовании прочных соединений, так называемых узлов схватывания. На рис. 26, б виден один узел схватывания на зашлифованной поверхности.
Пропускание ультразвука в течение 0,73 с привело к дальнейшему увеличению площади зашлифованного пятна, при этом площадь узла схватывания также возросла. Вокруг основного узла схватывания возникли отдельные небольшие участки схватывания, удлиненные в направлении ультразвуковых колебаний. С увеличением времени пропускания ультразвука > 0,73 с площадь зашлифованного участка почти не изменяется (рис. 26, г, д), но площадь узлов схватывания начинает увеличиваться более интенсивно. При пропускании ультразвука свыше 1,06 с происходит разрушение сварного соединения с вырывом точки по всему контуру.
Проведенные измерения микротвердости поверхности зашлифованного пятна и основного металла вблизи пятна показали, что микротвердость поверхностного слоя зашлифованного пятна выше (42-44 H м), чем у основного металла (28-30 H м). Образование полированного пятна на свариваемых поверхностях указывает на то, что оно возникло вследствие трения под действием высокочастотных колебаний соприкасающихся поверхностей непосредственно под контактным выступом.
Таким образом, процесс ультразвуковой сварки происходит под действием трения, вызванного микроскопическим возвратно-поступательным перемещением частиц на трущихся поверхностях.
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение. На этой стадии на свариваемых поверхностях происходит разрушение окисных пленок и пленок из адсорбированных газов и жидкостей. После возникновения ювенильных поверхностей наступает вторая стадия образования сварного соединения. Процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию в значительной степени способствует малая амплитуда колебаний трущихся поверхностей и возвратно-поступательный характер этих колебаний.
Металлографические исследования сварных образцов различных металлов, сваренных при повышенных давлениях, мощности и времени, не обнаружили в зоне сварки литой структуры или воздействия на металл очень высоких температур.
Микроисследования мест сварки показывают, что имеются общие зерна, принадлежащие обеим свариваемым поверхностям и пересекающие границу раздела; кроме этого, образуются общие границы между поверхностными зернами. Очевидно, в этих обоих случаях сварное соединение будет обладать прочностью, равной прочности основного металла.
Большие значения предела прочности ультразвуковых сварных соединений подтверждают то, что они образуются вследствие возникновения металлических связей в узлах схватывания, имеющих такую же прочность и природу, как и основной металл.
Тепловые процессы при сварке
Процесс ультразвуковой сварки сопровождается выделением тепла в зоне сварки. Образование тепла вызывается возникновением трения на контактных поверхностях и пластическими деформациями в металле, сопровождающими образование сварного соединения.
Температура в зоне сварки зависит от прочностных характеристик - главным образом от твердости металла и его теплофизических свойств: теплопроводности и теплоемкости, режима сварки.
Работы показали, что наблюдающееся повышение температуры не является определяющим фактором, так как максимальная прочность сварных соединений достигается ранее, чем достигается максимальная температура в контакте.
Предварительный подогрев изделия приводит к уменьшению длительности пропускания ультразвуковых колебаний и способствует увеличению прочности сварного соединения.
Прочность точечных и шовных сварных соединений
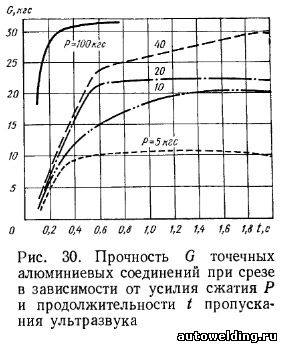
На рис. 30 показана зависимость прочности точечных соединений алюминиевых листов от продолжительности пропускания ультразвуковых колебаний и давления на точку Как видно, при малых давлениях прочность точки в значительной степени зависит от времени прохождения ультразвука. С повышением давления сварные соединения прочнее при меньшем времени прохождения ультразвука. При очень продолжительном пропускании ультразвука и большом давлении сварное соединение некачественно вследствие значительных деформаций основного металла и приваривания его к электроду.
При шовной сварке прочность сварных соединений обычно выше прочности основного металла, и разрушение происходит по основному металлу.
Сварка ультразвуком позволяет соединять различные металлы; хорошо свариваются ультразвуком алюминий, медь, никель, удовлетворительно свариваются нержавеющие стали. При этом прочность сварных точечных соединений достаточно высока, разрушение соединений происходит обычно с вырывом точки по контуру как при испытаниях на срез, так и при испытаниях на отрыв.
С помощью ультразвука получены соединения на ряде тугоплавких металлов - ниобии, тантале, молибдене и вольфраме. Однако недостатком сварных соединений вольфрама и молибдена является их хрупкость.
Важным обстоятельством ультразвуковой сварки является возможность соединения различных металлов, которые обычными методами не соединяются.
Ультразвуковые сварочные машины
Ультразвуковая сварка в последнее время нашла наибольшее применение в микроэлектронике, в основном для приварки токоотводов к интегральным схемам.
Разработаны и выпускаются сериями ультразвуковые машины для сварки различных элементов микросхем оснащенные автоматическими устройствами (автоматически осуществляется подача проводников, сварка, обрезка проводников и т. п.), позволяющими в значительной степени увеличивать производительность.
Преимущества сварки ультразвуком:
- сварка осуществляется в твердом состоянии металла без существенного нагрева места сварки, что дает возможность соединять химически активные металлы или пары металлов, склонные образовывать хрупкие интерметаллические соединения в зоне сварки;
- возможность соединения тонких и ультратонких деталей, возможность приварки тонких листов и фольги к деталям неограниченной толщины, сварка пакетов из фольги;
- снижение требований к чистоте свариваемых поверхностей дает возможность проводить сварку плакированных и оксидированных поверхностей и вообще сварку металлических изделий, поверхности которых покрыты различными изоляционными пленками;
- применение небольших сдавливающих усилий (10-250 кгс), вследствие чего деформация поверхности деталей в месте их соединения незначительна (вмятина, как правило, не превышает 5-10%);
- малая мощность оборудования и несложность его конструкции (если, например, для контактной точечной сварки алюминия толщиной 1 мм необходима машина мощностью 100-150 кВ*А, то при сварке ультразвуком аналогичного соединения потребляется всего 5-2,5 кВ*А).
Область применения
Ультразвуковая сварка нашла достаточно широкое применение для соединения тонких деталей из однородных и разнородных материалов в приборостроении и радиоэлектронной промышленности. В дальнейшем можно ожидать, что этот метод будет использован при сварке металлов, образующих хрупкие интерметаллические соединения, для приварки тонких обшивок к несущей конструкции (в авиационной промышленности, автомобилестроении и ряде других отраслей промышленности).
По мере совершенствования технологического процесса и оборудования область применения ультразвуковой сварки будет непрерывно расширяться.
Ультразвуковую сварку применяют для соединения многих металлов. Наиболее легко свариваются пластичные металлы (алюминий, медь и их сплавы, серебро, никель и т.п.) как между собою, так и с твердыми малопластичными материалами.
Металлические детали могут свариваться с керамикой, стеклом, полупроводниковыми материалами (кремний, германий). Успешно свариваются тугоплавкие металлы: вольфрам, ниобий, тантал, цирконий, молибден. Можно сваривать заготовки через прослойку из третьего металла, например сталь со сталью через алюминий, а также заготовки покрытые оксидами, лаками, полимерами и т.п. Используется УЗС также для соединения пластических масс.
Качество соединений при шовной сварке определяется теми же параметрами, что и при точечной, лишь вместо времени сварки вводится скорость движения детали. При правильно выбранных режимах шовной сварки разрушающее усилие сварного соединения выше чем основного металла.
Трудно представить механизм или конструкцию, в котором бы не требовалось соединение отдельных деталей, частей, материалов. Связь часто необходима жёсткая, монолитная. В таких случаях применяют различные варианты сварки. Универсальным способом, который подходит для металла, пластмассы является ультразвуковая сварка под давлением.
Плюсы и минусы использования ультразвука
Колебания упругой среды может происходить с различной частотой. В зависимости от частоты, среда по разному реагирует на колебания. В технике, медицине большое распространение нашли ультразвуковые колебания или колебания с частотой более 20кГц.
Интересно! Колебания с частотой от16 кГц до 02 кГц воспринимает человеческое ухо и относится к области слышимых звуков. Ультразвук означает сверх того, что воспринимается как звук.
Одной из областей применения ультразвука является сваривание различных веществ. Используют сварку ультразвуком достаточно широко, особенно при производстве таких веществ, материалов, устройств:
- полупроводников;
- микроприборов и микроэлементов для электроники;
- конденсаторов, предохранителей, реле, трансформаторов;
- нагревателей бытовых холодильников;
- приборов точной механики и оптики
- реакторов;
- сращивании концов рулонов различных тонколистовых материалов (медь, алюминий, никель и их сплавы) в линиях их обработки.
Автомобильная промышленность так же один из потребителей возможностей ультразвука.
Кроме того это единственный способ соединения полимерных материалов между собой.
Как и любой технологический процесс ультразвуковая сварка имеет свои плюсы и минусы. Плюсами такого способа соединения являются:
- нагрев свариваемых частей не превышающий пределов пластической деформации;
- незначительные энергозатраты;
- предварительный этап по подготовке деталей состоит из их обезжиривания;
- для сварочных работ такого вида нет ограничений по типу поверхности. Это может быть поверхность оксидированная, плакированная, с изоляционной плёнкой;
- возможность сваривания материалов различных форматов, например, металлов, пластмасс, полимеров;
- потенциал в сварочных работах с ультратонкими листами;
- этот вид сварки может соединить материалы с разнородной структурой в единый пакет;
- подходит для работы с такими металлами, для которых другие виды сварки невозможны из-за их свойств (молибден, вольфрам, тантал, цирконий);
- быстрота процесса и значительный уровень автоматизации;
- высокая прочность сварочного шва;
- не выделяются вредные вещества в процессе работы.
К недостаткам можно отнести вредное воздействие ультразвука на организм человека и необходимость предварительного сжатия свариваемых деталей. Минусом считается и высокотехнологичные генераторы ультразвука.
Мнение специалиста! Для сварки ультразвуком не подходят толстый детали, так как теряется качество, что связано с физическими особенностями самого процесса.
Физические основы применения ультразвука для сварки
Для выполнения сварочных работ используется оборудование, состоящие их нескольких узлов:
- источник питания;
- блок управления технологическим циклом сварки;
- механическая колебательная система;
- привод давления.
Основные функции технологического процесса возложены на механическую колебательную систему. Она выполняет такие технологические этапы:
- преобразует электрическую энергию в механическую;
- передаёт механическую энергию в зону сварки;
- синхронизирует внутреннее сопротивление свариваемых деталей с сопротивлением нагрузки;
- согласует размеры зоны, куда вводится энергия, с параметрами излучателя;
- концентрирует энергию;
- обеспечивает получение требуемого показателя колебательной скорости излучателя.
 В качестве источника механических колебаний выступает электромеханический преобразователь из веществ, обладающих магнитострикционными или электрострикционными свойствами. Это может быть никель, пермендюр, титан бария. В таких веществах переменное электромагнитное поле создаёт механические напряжения, что вызывает упругие деформации. Далее энергия концентрируется и предаётся к сварочному наконечнику - волноводу, а амплитуда механических колебаний увеличивается.
В качестве источника механических колебаний выступает электромеханический преобразователь из веществ, обладающих магнитострикционными или электрострикционными свойствами. Это может быть никель, пермендюр, титан бария. В таких веществах переменное электромагнитное поле создаёт механические напряжения, что вызывает упругие деформации. Далее энергия концентрируется и предаётся к сварочному наконечнику - волноводу, а амплитуда механических колебаний увеличивается.
Если приложить колебания ультразвуковой частоты к деталям, в них возникнут касательные напряжения. Эти напряжения вызывают пластические деформации материала, из которого изготовлены свариваемые детали. Механические колебания с частотой свыше 20 кГц в точках соприкосновения со свариваемым материалом станут источниками повышения температуры из-за сил трения. Соединяемые поверхности сближаются на расстояния, при которых в силу вступают силы межатомного взаимодействия.
Мнение специалиста!Сближение на субатомные расстояния возможно благодаря высокой пластичности верхних слоёв металла при повышении температуры, а также разрушению оксидных, жировых плёнок и выпариванию влаги.
После сближения свариваемых поверхностей, соединение происходит за счёт тепловой диффузии атомов поверхностных слоёв.
Основные характеристики ультразвукового сварочного оборудования:
- сдавливающее усилие - от 0,1кН до 2 кН;
- потребляемая мощность колеблется в пределах 4-6 кВ;
- рабочее время сварки - до 3 с;
- амплитуда механических колебаний - от 10 до 20 мкм
Такие показатели позволяют сваривать детали толщиной около 2 мм, но при этом второй элемент может иметь и большую толщину, которая иногда превышает в 1000 раз.
Как сварить между собой полимеры
Важность применения ультразвука в сварочных работах связана и с возможностью проводить ультразвуковую сварку полимерных материалов. Ультразвуковые колебания увеличивают пластические свойства полимеров там где происходит контакт. При первичном контакте происходит разрыв химических связей и активируются полимерные молекулы. Затем, за счёт химического взаимодействия, наблюдается взаимодействие на поверхностях соединения.
Деформирование полимера с частотой соответствующей ультразвуковой, вызывает его нагрев до определённого значения температуры. Эта температура должна соответствовать определённому состоянию материала:
- для аморфных полимеров - вязко-текучее состояние;
- для частично кристаллических полимеров - плавление.
Такое состояние веществ способствует протеканию диффузии.
Некоторые этапы ультразвуковой сварки пластмасс отличаются от аналогичного процесса в металлах. Их можно определить в таком порядке:
- подключение генератора ультразвуковых колебаний;
- преобразование ультразвуковых колебаний в механические продольные;
- создание статического давления;
- подключение волновода, который создаёт динамическое усилие, а так же увеличивает температуру в зоне сварки.
При такой схеме оба вида усилия лежат в одной плоскости, которая перпендикулярна расположению свариваемой поверхности. Таким способ часто сваривают абсолютно разные по типу химических связей вещества: пластмасс металл, металл-керамика.
Сварка пластмасс ультразвуком является промышленным методом соединения полимерных материалов и уже давно заняла позиции экономически обоснованного способа сварки. Главным инструментом ультразвуковой сварки являются искусственные механические колебания, которые прикладываются к зоне контакта и преобразовываются в тепловую энергию. В результате таких процессов происходит увеличение диффузии молекул и стирание границ между свариваемыми деталями.
Принцип действия ультразвуковой сварки
Любой процесс соединения пластмасс за счет использования энергии преобразования (в данном случае механической в тепловую) происходил в два основных этапа:
Первый этап: нагрев материалов с увеличением диффузионных процессов в непосредственной зоне контакта.
Второй этап: возникновение прочных связей между вязко текучими материалами, которые приводят к образованию неразъемного шва.
Схема получения соединений ультразвуком
Классический метод получения ультразвуковой сварки пластмасс отличается от аналогичного способа для металлических изделий. Главное отличие заключается в схеме ввода волновой энергии и параллельном механическом воздействии. Для соединения пластмасс не требуется больших давлений и таких высоких температур плавления, поэтому разно ультразвуковая сварка упрощается.
Она включает основные действия:
Подключение генератора электрических ультразвуковых колебаний частотой от 20 000 Гц.
Преобразование этих колебаний в механические продольные колебания с помощью специального преобразователя.
Подключение продольно-колеблющегося волновода перпендикулярно сварному соединению для ввода уже преобразованной энергии колебания.
Происходят следующие процессы:
Переход механической энергии в волновую, что сопровождается быстрым разогревом зоны контакта волновода и материала до текучего состояния второго. При этом волновод обеспечивает надлежащие условия для разогрева материалов и для точной концентрации энергии за счет прикладываемого статического давления.
В свою очередь, приложенное динамическое усилие обеспечивается за счет колебания самого волновода и действует на увеличение температуры зоны разогрева.
В итоге: и статическое, и динамическое давления для сварки пластмасс направлены вдоль одной составляющей, перпендикулярно соединяемым деталям, и каждое из них выполняет определенную задачу:
динамическое - достижение необходимых температур плавления;
статическое - возникновение прочных связей соединения.
Эта же схема соединения ультразвуковыми колебаниями позволяет соединять и разнородные материалы (пластмасс - металл) или те, у которых температуры плавления отличаются в несколько раз.
Основные параметры и возможности ультразвукового соединения
Взаимосвязанными параметрами для получения сварки ультразвуком являются:
амплитуда колебаний торца волновода - контролирует время сварки и прочность получаемого соединения;
частота электрических колебаний;
продолжительность импульса (скорость сварки);
статистическое (сварочное) давление - зависит от амплитуды сварки и влияет на качество получаемого соединения;
механическое давление (усилие прижатия волновода к материалу);
дополнительные параметры: температура предварительного разогрева образца, размеры и форма материалов, предварительно приложенное механическое давление волновода и так далее.
Все эти параметры позволяют выбирать и задавать определенный режим сварки, который предназначен для обеспечения требуемых условий для получения конкретного шва.
Определение оптимальных параметров для получения качественного соединения выполняется в лабораторных условиях. Оценка специальным режимам сварки дается после проверки соединений на деформацию, герметичность и другие различные дефекты.
Виды ультразвуковой сварки
Важным фактором кроме режима сварки является и сам рабочий цикл получения соединения. Рабочий цикл основывается на длительности импульса и становится главным параметром при выборе вида и схемы механизма для ультразвуковой сварки.
Классификация ультразвуковой сварки
По степени механизации:
Механическая. Фиксированные параметры работы волновода, перемещается изделие.
Ручная. Осуществляется с помощью сварочного пистолета, который перемещается вдоль сварного шва.
По способу подвода энергии от волновода к материалу:
Односторонняя. Примиряется при сваривании деталей большой толщины.
Двусторонняя.
По способу перемещения волновода:
Прессовая - воздействие короткими импульсами, одно движение волновода.
Непрерывная - длительное воздействие волновода за счет непрерывного перемещения с постоянной скоростью относительно свариваемых деталей.
По принципу дозирования вводимой механической энергии:
С предварительно заданным временем протекания процесса сваривания.
С заранее фиксированной осадкой.
С определенно выбранным зазором.
С кинетической составляющей процесса. Дозировка вводимой энергии в зависимости от амплитуды перемещения сварочной опоры.
По характеру передачи энергии:
Контактная сварка. Используется для получения равномерного распределения энергии сварки по всей плоскости соединения деталей толщиной до 1,5 мм. Это условие является необходимым для сварных соединений внахлест изделий из мягких пластмасс с высоким коэффициентом затухания колебаний: полиэтилен, полипропилен, пленок и синтетических тканей.
Передаточная сварка. При высоких акустических свойствах материала (высокий модуль упругости) используется способ, для которого ввод механических колебаний осуществляется только в определенных точках. Низкое ослабление энергии ультразвуковой волны позволяет ей самостоятельно распространяться и обеспечивать надежное соединение материалов. Применяется преимущественно для стыковых и тавровых соединений жестких пластмасс: полистирол, полиметилметакрилат, капрон, полиамиды, поликарбонат. Но так же можно использовать этот способ и для получения соединения внахлест мягких пластмасс, которые предварительно заморозили до температуры стеклования.
Способ передачи механической энергии в зону сварки, а так же возможность ее распространения по материалу зависит непосредственно от модуля упругости и коэффициента затухания ультразвуковых волн для данного материала. Эти два параметра являются основополагающими при выборе метода сварки пластмасс и его основных параметров.
Преимущества и недостатки соединения пластмасс ультразвуком
Обнаруженные преимущества ультразвуковой сварки в лабораторных условиях позволили распространить данный метод соединения пластмасс практически на всех уровнях производства и в различных сферах деятельности человека.
Основные преимущества ультразвуковой сварки:
Высокая производительность при минимальных затратах.
Возможность получения механически устойчивого герметического соединения деталей большой толщины.
Возможность сваривания загрязненных различными продуктами поверхностей без предварительной очистки.
Исключение возможности перегрева соединения всей конструкции за счет локализации выделяемого тепла для сварки.
При сваривании не подводится напряжение непосредственно к поверхностям деталей, не создаются радиопомехи.
Возможность выполнения швов различных масштабов (от непрерывного соединения нескольких километров постелена на производстве, до точечной сварки при устранении дефектов на поверхности пластмасс) и в различных условиях.
Возможность совмещения нескольких операций: сваривание и нанесения напыления или сваривания и выполнения реза в другой плоскости.
Позволяет скреплять практически все виды пластмасс.
Возможность получить незаметное соединение материалов при условии правильного подбора режима сварки.
Не требует применения никаких расходных материалов, в том числе и вредных для человека растворителей и клея.
Недостатки использования ультразвукового соединения:
Относительно малая мощность процесса сваривания, что часто приводит к необходимости применять двухсторонний способ подвода энергии.
Отсутствие точного и практичного неразрушимого метода контроля качества шва при ультразвуковом соединении пластмасс.
Воспользоваться всеми преимуществами данного метода для пластмасс возможно только при правильном подборе режима сварки, что при ручном исполнении не всегда возможно. Выполняя ультразвуковое соединение своими руками, необходимо либо иметь таблицу рекомендованных параметров предназначенных для определенных сварных швов, либо опытным путем “набить руку”.
Оборудования для ультразвуковой сварки
Принципиальная схема установки для ультразвуковой сварки включает:
генератор;
свариваемая деталь 1;
свариваемая деталь 2;
электромеханическая колебательная система;
преобразователь;
передающий волновод;
сварочный инструмент.
Основными узлами промышленного сварного оборудования являются:
Электромеханическая колебательная система сварки.
Акустическая система представляет собой генератор, который вырабатывает электрические ультразвуковые (частота колебаний более 16 кГц) колебания и преобразовывает их в механические колебания той же частоты. Так же она определяет уровень и способ передачи энергии и отвечает за колебательную скорость сварного процесса.
Магнитострикционный или пьезокерамический преобразователь.
Преобразователь электрической энергии в механическую энергию колебаний используется в аппаратуре с двусторонним подводом энергии. Данное оборудование нуждается в воздушном или водном охлаждении.
Трансформатор упругих колебаний.
Исполняет роль связующего звена между преобразователем и волноводом, согласовывает их работу, а так же повышает амплитуду механических колебаний торца волновода.
Волновод.
Он предназначен для передачи механической энергии и для создания давления в определенных точках.
Предназначается для фиксации деталей или же принимает непосредственное участие в сварочном процессе в качестве части двусторонней акустической системы, второго волновода.
Для получения стабильного качества сварного процесса необходимо использовать оборудование с возможностью автоматического или ручного подбора определенных параметров. Максимальная прочность соединения достигается только при оптимально выбранных индивидуальных параметрах сварки, поэтому оборудование так же должно быть оснащено и приборами контроля технологического выполнения процесса.
Ультразвуковая сварка на сегодняшний день является ведущим способом соединения полимерных материалов, а в некоторых случаях и единственным возможным.
Одним из эффективных способов сварки конструкций из разных твердых материалов является способ соединения под действием ультразвуковых колебаний. Он позволяет сваривать не только однородные материалы, но и отличные по составу сплавы. Это достигается посредством подачи в область сварки механической колебательной энергии.
Ультразвуковую сварку металлов проводят под действием стержневой системы колебаний. В составе ее оборудования - концентратор ультразвука, оснащенный сварочным наконечником, и преобразователь резонанса. Детали, подвергаемые сварке, сжимают с силой, зависящей от разновидностей соединяемых изделий и их толщин. Этот способ применяется в сооружениях несущих конструкций авиации, автомобильной и некоторых других отраслей промышленного производства. Он актуален для металлов, склонных к образованию хрупких соединений, а также в приварке тонколистных обшивок.
Ультразвуковая сварка - уникальный способ получения соединений. Его главной отличительной особенностью считается возможность соединять материалы с минимумом переходов сопротивления электричества. Причем он не требует специальной обработки поверхностей заготовок перед сваркой, не нужно очищать их от лаков и пленочных оксидов. Еще при использовании ультразвука возможно соединение изделий с толщинами, в сотни раз большими, чем у других способов сварки.
Особенности сваривания полимеров с использованием ультразвука
Наиболее широкий спектр использования у ультразвуковой сварки полимеров. К ее достоинствам следует отнести невозможность перегрева материалов, способность соединять кромки в местах с трудным доступом и изделий, имеющих инородные покрытия. Помимо этого сварка ультразвуком способствует обработке материалов, обладающие небольшим интервалом в ходе кристаллизации.
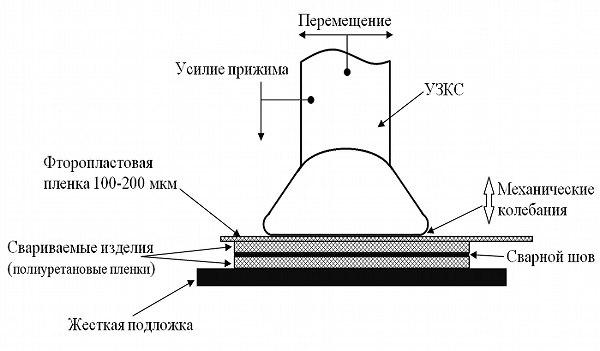
Принцип работы оборудования для ультразвуковой сварки пленок полимеров следующий. Свариваемые листы накладываются друг на друга и сильно прижимаются к опоре. К ним с требуемым усилием подводится сварочный инструмент, имеющий соединение с устройством преобразования ультразвука. Оно приводится к действию с включением генератора. От напряжения, действующего с частотой ультразвука, растет полимерная эластичность. Причем в сварке тонколистных пленок она распространяется на весь объем детали между опорой и инструментом, а у изделий с большими толщинами - только на зону контакта свариваемых кромок. Для лучшего сцепления при соединеии крупных заготовок на их кромки могут специально наноситься неровности.
В начале ультразвуковой сварки пластмасс происходит физическое взаимодействие поверхностей с активацией молекул полимера из-за разрывания химических связей. Следующим этапом служит химическое реагирование свариваемых материалов между собой, которое переходит впоследствии во взаимное проникновение. Деформации полимерных материалов под действием частоты ультразвуках провоцируют их нагревание до температуры, необходимой для кристаллического расплавления либо перехода пластмассы в вязкотекучее состояние. Одновременно начинается диффузный процесс отдельных частей макромолекулы с перемешиванием вязкотекучих составов соединяемых полимеров. Свариваемость материала определяется размерами таких частей, чем они больше, тем лучше качество сварного шва. Прочность получаемого соединения определяется как физико-механическими характеристиками объектов сварки, так и возможностями аппарата ультразвуковой сварки.
Необходимые предпосылки для формирования качественного сварного шва создаются под действием механики колебаний ультразвукового преобразователя. Полученная таким образом энергия вибрации образует напряжения среза и сжатия (растяжения), которые способствуют превышению предельной упругости полимеров. При ее достижении, в районе соприкосновения соединяемых пластмасс образуется пластическая деформация. Ее результатом, а также влияния ультразвуковых колебаний, служит расширение областей непосредственного контакта с одновременным удалением с них газов, поверхностных окислов, органических и жидкостных пленок. Все это содействует прочности образуемого шва.
Основные области применения ультразвуковой сварки
Использование установок ультразвуковой сварки в промышленном производстве позволяет производить соединение довольно тонких листов, проволок и фольги. Это особенно актуально при сваривании материалов разного состава. Изготовление полупроводниковых приборов, элементов микроэлектроники, тонкой механики, оптики, нагревателей бытовой техники невозможно без использования свари ультразвуком. Также этот способ незаменим при сращении краев рулонов тонких медных, никелевых и алюминиевых листов.
Уникальные возможности технологии ультразвуковой сварки способствуют соединению пластичных металлов типа золота, никеля, меди, серебра, алюминия друг с другом и менее пластичными или твердыми материалами. Так, металлические элементы могут привариваться к керамическим, стеклянным и полупроводниковым изделиям. Не менее ценна сварка ультразвуком по отношению тугоплавких металлов, например вольфрама, циркония и ниобия. Данный метод позволяет соединять две металлические детали через прослойку, которая может содержать третий металл. Например, два стальных изделия можно сварить через алюминиевую прослойку. Технология соединения металлов, имеющих покрытие различными оксидами, лаками либо полимерами, получила большое распространение в ультразвуковой сварке проводов.

Чаще всего этот вид сварки применяют в нахлесточных соединениях с разной конструкцией его составляющих. Операция сварки производится беспрерывными или выполненными по замкнутым контурам швами, одной либо несколькими точками. Реже осуществляют соединения тавровым способом, например, проволоки и плоскости. Для этого осбой формовке подвергают конец проволочной части изделия. Также возможно применение ультразвукового способа для одномоментной сварки пакета из нескольких деталей.
Краткий период пребывания материала в условиях высоких температур способствует производству соединений высокого качества для металлов, способных образовывать интерметаллиды. Загрязняясь посторонними включениями в ходе сварки, материалы могут изменять свои свойства. В отличие от других способов, высокая химическая однородность соединения ультразвуком сообщает свариваемому материалу хорошие гигиенические качества, что широко используется при ультразвуковой сварке тканей.

Но при всех своих достоинствах, сварка ультразвуком имеет определенные сложности. Так, на практике бывает трудно контролировать колебательную амплитуду - один из важнейших показателей этого процесса. Применяя этот вид сварки, необходимо учесть вероятность усталостного разрушения полученного шва и то, что заготовки во время работы способны менять свое положение относительно друг друга. На размягченных поверхностях деталей инструменты могут оставлять вмятины. Известны случаи приваривания материала заготовки к оборудованию, что способствует его быстрому изнашиванию. Имеются определенные сложности в ремонте ультразвуковых установок, так как они являются частью неразборной конструкции, конфигурации и габариты которой строго рассчитываются.
