Металл 1.5 мм прогорает 2 электродом. Сварка тонкими электродами тонколистовых металлоконструкций
Для соединения металлических частей, используется большое количество приборов и методов сварки. Но, когда речь, идёт про соединение тонких (меньше 2 мм) заготовок, тогда далеко не все способы и аппараты подойдут для этой цели. Такой металл еще называют «тонколистовым». Его используют во многих сферах, таких как:
- автомобилестроение, кораблестроение, авиастроение и железнодорожный транспорт;
- всевозможные корпусные конструкции;
- обшивочные части зданий
Сварка тонколистового металла не обошла стороной домашних мастеров и умельцев. Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом, выяснить тонкости и нюансы этого процесса.
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Как варить тонкий металл инвертором правильно знают далеко не все. Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла:
- Подбираем электрод и величину сварочного тока. Зачастую на корпусе сварочного аппарата написана сила тока для разных толщин метала. Оптимальным значением будет 35-40 А. Выбираем электроды для сварки тонкого металла согласно таблице
- Теперь в держатель ставим выбранный электрод, зажимаем клемму массы на обрабатываемой заготовке.
- Важно отменить что свариваемые детали должны плотно прилегать друг к другу

Процесс выполнения работ
- Сварка начинается с точечной прихватки электродом для сварки тонкого металла по краям, далее делается точка по центру будущего шва. Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
- После каждого нанесения место сварки необходимо зачистить металлической щеткой для удаления следов шлака.
- Процесс нанесения точек продолжается, пока они не начинают перекрывать друг друга, при этом шов становится сплошным. Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробит и геометрия изделия не нарушается.
- После того как точечный шов стал сплошным, для герметичности, можно пройти его сплошным швом на очень короткой дуге опирая электрод на обмазку и вести нужно достаточно быстро.
Опытные сварщики советуют свариваемую поверхность наклонить относительно горизонта и вести сварочный шов от низа к верху. Шов необходимо «тянуть», в таком случае шлак будет стекать и выдуваться давлением сварочной дуги.
Главный недостаток в сваривании тонкослойных металлических изделий является большая вероятность прогорания, деформации и повреждения металла. Основная причина, неаккуратная работа сварщика, в последствии испорченное изделие.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла может быть только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Самая большая проблема дуговой сварки металлических листов толщиной менее 2 мм - вероятность сплошного проплавления некоторых участков свариваемого металла и появление отверстий, весьма проблематичных потом для заплавления. Чтобы не столкнуться с этой проблемой, для данного материала должен быть выбран подходящий диаметр электрода и соответствующий ему сварочный ток.
В случае возникновения необходимости приварить тонкий лист к более толстому, переходная зона может получиться неровной.
Какой электрод будет предпочтительнее?
Когда к внешнему виду изделия и форме сварного шва не выдвигаются высокие требования, например, при сварке трубопроводов низкого напора или металлических емкостей, то возможно производить сварочные работы электродом Æ 3-4 мм с максимальной величиной тока 180 A.
В случае, если в качестве заготовки используется сталь меньшей толщины или к внешнему виду изделия предъявляются повышенные требования, равно как и к сечению шва (узловые элементы металлоконструкций, швы на стыках), тогда сварка тонкими электродами выполняется с меньшими значениями тока, приведенными ниже:
Если варить внахлестку, то ток нужно будет увеличить на 10-15%, соответственно. В случае тавровых соединений — на 15-20%. Такие режимы нуждаются в специальных покрытиях для электродов, при которых горение будет устойчивым, а дуга будет возбуждаться при небольшой силе тока. Это должно соответствовать скорости прогревания изделия, для того чтобы в итоге шов имел небольшое утолщение и приемлемый вид.
Работы лучше производить электродами марок МТ-2, ОМА-2 или аналогичных на толстых медных подкладках большой толщины с хорошими свойствами теплоотдачи. Можно применять стальные подкладки. При работе с тонколистовым металлом сварщик должен помнить, что колебательные движения электродом в поперечном направлении делать нежелательно.
Предпочитаемые сварные соединения.
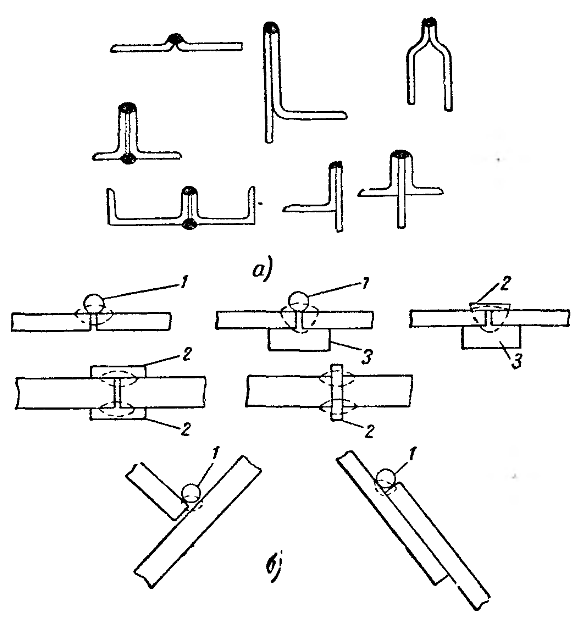
Холоднокатаную листовую сталь толщиной 0,5 - 1 мм допускается варить внахлест, проплавляя верхний лист с помощью сварочного электрода, исключая прожог металла насквозь (рис. 1).
Сварка тонкими электродами также подразумевает использование легкого электродержателя с гибкими электропроводами диаметром до 10мм 2 . Для пониженных режимов сварки тонколистовой стали предназначены преобразователи или трансформаторы, способные обеспечить плавную регулировку силы сварочного тока. Желательно, чтобы их холостой ход осуществлялся при повышенном напряжении.
Холоднокатаную тонколистовую сталь допускается сваривать неплавящимся электродом Æ 6-10 мм, при постоянном токе и без присадки, с отбортовкой кромок (рис. 2, а). Электрод берется Æ 6-10 мм, величина тока до 160 A. Отбортованные кромки при таком режиме начинают плавиться с образованием сварного шва. Сварка тонколистового холоднокатаного металла при помощи угольной дуги весьма продуктивная. Ее скорость доходит до 70 м/ч.
Если угольным электродом сваривать металл с большей толщиной, в зону шва нужно уложить проволоку или полоску. Они при расплавлении образуют необходимое количество присадочного материала, из которого сформируется шов (рис. 2, б).
Другие применяемые методы.
Дуговая сварка холоднокатаного тонкого металла гораздо сложнее в техническом исполнении, чем газовая, поэтому газовая сварка продолжает использоваться для изготовления тонколистовых металлоконструкций. Приемлемые результаты можно получить, используя дуговую сварку для тонколистового металлопроката в защитной среде CO 2 .
Холоднокатаные листы толщиной до 2 мм достаточно хорошо свариваются с использованием автомата и полуавтомата, с применением флюса и проволоки небольшого диаметра.
Наиболее экономичным видом сварки для тонколистового металлопроката является электрическая контактная сварка, которая может быть роликовой либо точечной. Такой сварочный метод позволит получить шов самого высокого качества, при этом деформации изделия будут минимальными.
Окончательное решение о том, какой способ применить для сварки тонколистового металла принимается, когда известны все параметры изделия, а также условия и возможности производства.
- Основные предъявляемые требования
- Сварка полуавтоматом: нюансы
- Основное о применяемых электродах
- Несколько советов от мастеров сварочного дела
- Технологический процесс сварки
В промышленности при изготовлении самых разных деталей очень часто нужна сварка тонкого металла электродом. Этот вопрос остается сегодня одним из самых проблематичных как для начинающих выполнять сварочные работы, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, корпус легкового автомобиля большей частью состоит из тонких стальных листов. В основном применение тонколистового металла, касается вопросов рентабельности производства.
Сварка используется для соединения разных металлов.
Основные предъявляемые требования
Естественно, что данный вид сварки требует особого подхода, к нему применяется несколько особых технологических требований.
Когда варится такой металл, очень важно использование соответствующего электрода. Размер электрода, его величина находится в прямой зависимости от толщины листового металла. Для стального листа, имеющего толщину 3 мм, сварочные работы должны выполняться 3-мм электродом. При более тонком листовом металле специально подбираются очень тонкие электроды. К примеру, когда у листа толщина достигает 2,5 мм, требуется наличие электрода аналогичного диаметра.
Когда проводится сварка тонкого металла, необходимо иметь подачу сварочного тока определенной величины. Этот параметр зависит от двух значений:
- тока;
- размера электрода.
Когда сваривается 3-мм стальной лист, величина сварочного тока обычно делается более 140 А. Когда применяется особо тонкий электрод, требуется понизить значение сварочного тока. Обычно устанавливается 50 А.
Еще одним важным параметром, когда проводятся работы с тонким металлом, является тип применяемых электродов. Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Вернуться к оглавлению
Сварка полуавтоматом: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат. Этот прибор был специально разработан для сварки тонкого металлического листа. Самым признанным является инвертор.

Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с такой задачей очень легко. Так как у него имеется специальная регулировка, он способен обеспечить подачу очень маленького тока. Такая операция зависит от:
- скорости подачи присадочного материала;
- силы тока.
Однако как и везде на первом месте стоит практика и опыт. Полуавтомат позволяет проводить непрерывную сварку, когда шов плавно ведется по всей поверхности детали. У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
Вернуться к оглавлению
Основное о применяемых электродах
Разновидностей, размеров и покрытий электродов сегодня можно увидеть очень много. Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Этим требованиям полностью отвечает электрод марки «ОМА-2». Его покрытие состоит из:
- титанового концентрата;
- ферромарганцевой руды;
- муки.
Кроме указанных выше веществ, покрытие имеет и другие добавки, которые обеспечивают стабильное горение дуги. Именно это необходимо, когда проводится сварка тонкого металла.
Аналогичными свойствами обладают также электроды марки «МТ-2». Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Тонкие стальные листы хорошо варятся газосваркой.
Получается очень качественный шов, который намного превосходит шов, полученный электросваркой. Но, нужно заметить, при наличии инвертора, совсем не нужно специально приобретать газосварочное оборудование, чтобы сделать один шов. Неэкономно и неэффективно. При определенном опыте и навыке получится хороший шов и при использовании электросварки.
Вернуться к оглавлению
Для выполнения сварочных работ потребуется:
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.

Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии - не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.