Как варить тонкий металл электродом 2. Сварка тонкими электродами тонколистовых металлоконструкций. Последовательность выполняемых работ при сварке инверторным аппаратом
Самая большая проблема дуговой сварки металлических листов толщиной менее 2 мм - вероятность сплошного проплавления некоторых участков свариваемого металла и появление отверстий, весьма проблематичных потом для заплавления. Чтобы не столкнуться с этой проблемой, для данного материала должен быть выбран подходящий диаметр электрода и соответствующий ему сварочный ток.
Инвертор отвечает за преобразование энергии, хранящейся в батареях, в форму, которая может использоваться вашим отстойным насосом. Он также отвечает за поддержание полной зарядки батарей в любое время. Обратите внимание на красные стрелки, показывающие поток электричества. Пока он это делает, он также автоматически заряжает батареи и сохраняет их полностью заряженными, пока он продолжает получать питание от настенной розетки.
Процесс выполнения работ
Когда ваше питание отключится, система автоматически отправит питание от батарей к насосу отстойника, например. 
Проверка при выключении питания и автоматическое переключение на питание от батареи. Преобразование энергии, хранящейся в ваших батареях, из «постоянного тока» в «переменный ток», который запускает насос отстойника. Зарядка аккумуляторов и их полное зарядка в любое время.
. Вы можете думать об этом как о покупке стереооборудования: вы можете купить модель «все в одном», которая недорого и легко собирается, но предлагает менее мощный звук, или вы можете купить отдельные модульные компоненты, что дает вам повышенную гибкость и более мощную звук.
В случае возникновения необходимости приварить тонкий лист к более толстому, переходная зона может получиться неровной.
Какой электрод будет предпочтительнее?
Когда к внешнему виду изделия и форме сварного шва не выдвигаются высокие требования, например, при сварке трубопроводов низкого напора или металлических емкостей, то возможно производить сварочные работы электродом Æ 3-4 мм с максимальной величиной тока 180 A.
Какие батареи мне нужны?
И если ваши потребности изменятся в будущем, вы можете расширить систему, не задумываясь о начале. Они не являются батареями, которые вы кладете в фонарик. Вместо этого мы говорим о свинцово-кислотных батареях с напряжением 12 вольт, похожих на аккумулятор в вашем автомобиле. «Глубокий цикл» означает, что они могут быть практически полностью разряжены, не теряя способности производить свой определенный результат.
Главное решение, которое вы должны сделать, - это получить печать или вскрытие. Загерметизированные батареи часто называют «не требующими технического обслуживания», потому что вам не нужно периодически заливать их дистиллированной водой, что значительно облегчает жизнь.
В случае, если в качестве заготовки используется сталь меньшей толщины или к внешнему виду изделия предъявляются повышенные требования, равно как и к сечению шва (узловые элементы металлоконструкций, швы на стыках), тогда сварка тонкими электродами выполняется с меньшими значениями тока, приведенными ниже:
Если варить внахлестку, то ток нужно будет увеличить на 10-15%, соответственно. В случае тавровых соединений — на 15-20%. Такие режимы нуждаются в специальных покрытиях для электродов, при которых горение будет устойчивым, а дуга будет возбуждаться при небольшой силе тока. Это должно соответствовать скорости прогревания изделия, для того чтобы в итоге шов имел небольшое утолщение и приемлемый вид.
Сколько батарей мне понадобится?
Теоретически вы можете подключить неограниченное количество батарей и получить неограниченное время работы, но есть практические ограничения, включая стоимость, пространство, вес и размер зарядного устройства, так что вы, скорее всего, получите всего несколько батарей. Вы можете обойтись только одной батареей, если вам действительно нужно, но есть хорошие шансы, что вам, вероятно, захочется по крайней мере двух.
Например, четыре батареи 6 В могут обеспечить такое же количество энергии, как две батареи 12 В, если они подключены правильно. В этом разделе. Это важная функция безопасности, и она не является обязательной. Вам также понадобится купить держатель предохранителя, который является частью, которая фактически соединяет предохранитель с проводом, идущим от батареи. Многие поставщики предлагают комбо-пакеты, которые включают в себя как плавкий предохранитель, так и держатель предохранителей, но вы также можете купить их отдельно.
Работы лучше производить электродами марок МТ-2, ОМА-2 или аналогичных на толстых медных подкладках большой толщины с хорошими свойствами теплоотдачи. Можно применять стальные подкладки. При работе с тонколистовым металлом сварщик должен помнить, что колебательные движения электродом в поперечном направлении делать нежелательно.
В любом случае, убедитесь, что у вас есть как предохранитель, так и держатель предохранителя, потому что никто не сделает вам ничего хорошего без другого. Хотя это не совсем необходимо, неплохо было бы получить какой-то корпус для ваших батарей, чтобы держать их в чистоте и предотвратить случайное короткое замыкание.
Когда вы будете полностью собраны, ваша новая резервная система для батареек будет довольно большой и ужасно тяжелой, поэтому неплохо было бы получить какой-то стеллаж или стеллаж, чтобы все это поместило, чтобы держать его подальше от пола и любой воды что может закончиться там.
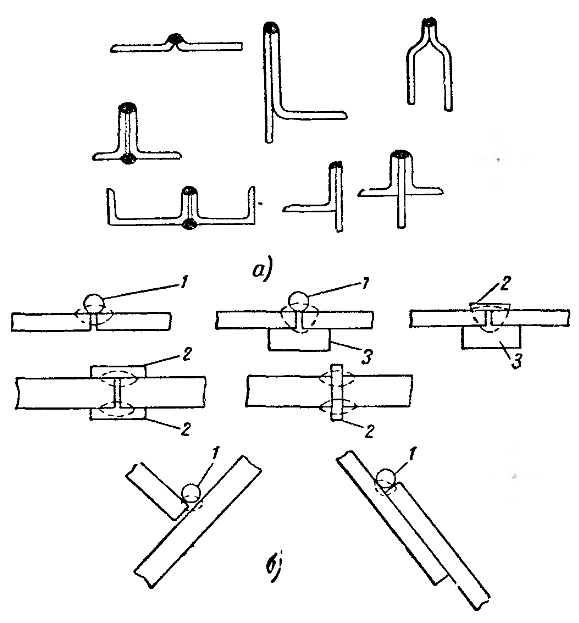
Предпочитаемые сварные соединения.
Холоднокатаную листовую сталь толщиной 0,5 - 1 мм допускается варить внахлест, проплавляя верхний лист с помощью сварочного электрода, исключая прожог металла насквозь (рис. 1).
Сварка тонкими электродами также подразумевает использование легкого электродержателя с гибкими электропроводами диаметром до 10мм 2 . Для пониженных режимов сварки тонколистовой стали предназначены преобразователи или трансформаторы, способные обеспечить плавную регулировку силы сварочного тока. Желательно, чтобы их холостой ход осуществлялся при повышенном напряжении.
Планирование системы резервного копирования аккумулятора
Важно понимать, что «власть» в этом случае определяется в терминах «ампер-часов», которые можно рассчитать следующим образом. Перезарядка аккумулятора. Вы можете получить общее представление о том, как долго ваш инвертор будет заряжать ваши батареи после шторма. Чтобы оценить минимальное количество времени, необходимое для подзарядки батарей, учитывая ваше приложение, разделите требуемые часы работы аккумулятора на номинальные зарядные усилители вашего инвертора.
Рассчитайте количество необходимых вам батарей
Пример: 144 ампер-часов ÷ 40 ампер номинальной мощности инвертора = 6 часов перезарядки. Когда вы рассчитали требуемые часы работы аккумулятора, окончательным номером было общее количество часов, которое вам нужно, чтобы получить требуемое покрытие. Большинство батарей рассчитаны на определенное количество часов. Если выбранная вами батарея потребляет меньше часов в час, чем требуется, вам потребуется больше единицы. Комбинированные ампер-часы батарей должны быть больше, чем требуемые часы.
Холоднокатаную тонколистовую сталь допускается сваривать неплавящимся электродом Æ 6-10 мм, при постоянном токе и без присадки, с отбортовкой кромок (рис. 2, а). Электрод берется Æ 6-10 мм, величина тока до 160 A. Отбортованные кромки при таком режиме начинают плавиться с образованием сварного шва. Сварка тонколистового холоднокатаного металла при помощи угольной дуги весьма продуктивная. Ее скорость доходит до 70 м/ч.
В предыдущем примере нам понадобилось бы две батареи для расчета 144 ампер-часов, которые мы подсчитали. Хотя это не совсем необходимо, неплохо было бы получить какой-то корпус для батарей, чтобы они были безопасно спрятаны и предотвратили случайное короткое замыкание, особенно учитывая, что система будет работать вблизи воды.
Он также включает в себя все необходимые кабели, которые вам понадобятся для подключения ваших системных компонентов, что удобно. Некоторые производители продают комбо-пакеты, которые включают как предохранитель, так и держатель предохранителей, но важно проверить и убедиться, что вы получаете обе части.
Если угольным электродом сваривать металл с большей толщиной, в зону шва нужно уложить проволоку или полоску. Они при расплавлении образуют необходимое количество присадочного материала, из которого сформируется шов (рис. 2, б).
Другие применяемые методы.
Дуговая сварка холоднокатаного тонкого металла гораздо сложнее в техническом исполнении, чем газовая, поэтому газовая сварка продолжает использоваться для изготовления тонколистовых металлоконструкций. Приемлемые результаты можно получить, используя дуговую сварку для тонколистового металлопроката в защитной среде CO 2 .
Подумайте о том, где именно вы собираетесь установить свою систему и сколько места она займет, потому что она, вероятно, будет больше, чем вы ожидали. Это также будет очень тяжелым, поэтому после того, как вы закончите, вам будет трудно двигаться. Корпус батареи является самым большим компонентом. Его размеры составляют 5 высотой х 5 шириной х 75 дюймов, поэтому это примерно размер микроволны среднего размера.
Установка системы резервного аккумулятора
Модели с тремя полками «Хрустальная стойка», продаваемые в большинстве магазинов по ремонту дома, хорошо работают. Они стоят около 30 дюймов и могут поддерживать до 250 фунтов на каждой полке, поэтому вес компонентов системы не представляет проблемы. Это список всех компонентов, необходимых для обычной установки. Ваша установка может отличаться.
Холоднокатаные листы толщиной до 2 мм достаточно хорошо свариваются с использованием автомата и полуавтомата, с применением флюса и проволоки небольшого диаметра.
Наиболее экономичным видом сварки для тонколистового металлопроката является электрическая контактная сварка, которая может быть роликовой либо точечной. Такой сварочный метод позволит получить шов самого высокого качества, при этом деформации изделия будут минимальными.
В приведенном ниже списке представлены все инструменты и материалы, которые вам понадобятся для выполнения этой работы. На приведенной ниже схеме показано, как все компоненты будут подключены, когда мы это сделаем. Это всего лишь концептуальный чертеж, который показывает логические связи между компонентами. Он не представляет собой физическую настройку системы и не масштабируется.
Шаг 1: Настройте полки и место двойной проверки
Соберите свой стеллажный блок и убедитесь, что он находится в пространстве рядом с вашим отстойным насосом. У них есть «кольцевые клеммы» на каждом конце, которые вы используете для подключения кабеля к устройству. Прежде чем вы сможете подключить кабели, вам необходимо изменить их следующим образом.
Окончательное решение о том, какой способ применить для сварки тонколистового металла принимается, когда известны все параметры изделия, а также условия и возможности производства.
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Шаг 3: Установите батареи в батарейный отсек
Снимите верхнюю полку с вашего стеллажного устройства и положите пустую оболочку сверху с верхней полкой. Поместите одну батарею в отсек аккумулятора, убедившись, что положительные и отрицательные выводы на батарее совпадают с отверстиями на конце шкафа с надписью и -. Прикрепите датчик температуры рядом с отрицательным разрядом батареи с небольшим количеством цианоакрилатного клея. Снейк другой конец кабеля для измерения температуры из одного из отверстий в конце корпуса батареи, затем поместите вторую батарею в корпус рядом с первым.
Шаг 4: Подключите отрицательные клеммы двух батарей
Подключите короткий черный кабель, который прилагается к корпусу аккумулятора, к отрицательной клемме батареи, наиболее удаленной от отверстий в корпусе аккумулятора. Проденьте длинный черный кабель через отверстие на конце корпуса батареи, обозначенное, с помощью кольцевой клеммы внутри корпуса аккумулятора и снятого конца снаружи корпуса. Подключите свободный конец короткого черного кабеля вместе с черным кабельным кабелем, который вы просто прорезали через отверстие на отрицательной клемме другой батареи. Опять же, сначала поставьте кольцевые клеммы, затем плоскую шайбу, затем запорную шайбу и, наконец, болт. Очень важно, чтобы вы не подключали отрицательный вывод одной батареи к положительной клемме другой, поэтому будьте осторожны! Когда вы закончите, система должна выглядеть так.Шаг 5: Подключите положительные клеммы двух батарей
Подключите короткий красный кабель, прилагаемый к корпусу аккумулятора, к положительной клемме аккумулятора, расположенного дальше от отверстий в корпусе аккумулятора. Проденьте длинный красный кабель через отверстие на конце корпуса батареи с надписью с помощью кольцевой клеммы внутри корпуса аккумулятора и предохранителя вне шкафа. Подключите свободный конец короткого красного кабеля вместе с красным кабельным кабелем, который вы просто прорезали через отверстие до положительного вывода другой батареи. Очень важно, чтобы вы не подключили положительный вывод одной батареи к отрицательной клемме другой, поэтому будьте осторожны!Шаг 6: Закройте корпус аккумулятора
Дважды проверьте свои соединения, а затем положите красные пластиковые крышки клемм, которые поставляются с корпусом аккумулятора над положительными клеммами аккумулятора. Возможно, вам понадобится вырезать дополнительные отверстия в крышке терминала с помощью вашего ножа для укупорки, чтобы заставить их плотно прилегать.Шаг 8: Подключите кабель для измерения температуры батареи
- Снимите крышку с корпуса аккумулятора и удалите с нее кабели и провода.
- В идеале датчик температуры должен быть как можно ближе к отрицательной клемме.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Какой электрод будет предпочтительнее?
Самый тщательный способ протестировать систему - использовать шланг или ковш, чтобы хорошо заполнить ваш отстойник водой до тех пор, пока насос отстойника не активируется. Если насос всасывания работает нормально в обеих ситуациях, вы успешно установили систему резервного питания аккумулятора!
Батареи должны быть сохранены и протестированы для обеспечения оптимальной производительности.
Какой электрод будет предпочтительнее?
Самый тщательный способ протестировать систему - использовать шланг или ковш, чтобы хорошо заполнить ваш отстойник водой до тех пор, пока насос отстойника не активируется. Если насос всасывания работает нормально в обеих ситуациях, вы успешно установили систему резервного питания аккумулятора!
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии - не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.