Какие электроды уони лучше. Как выбрать сварочный электрод?
Обсудим как выбрать электроды для ручной дуговой сварки, уделим внимание классификации электродов и их маркировки.
Электрод — это металлический стержень для подвода тока к свариваемой детали. Во время сварки происходит расплавление кромок сварных деталей и заполнение шва металлом электрода. Этот вид сварки называют еще сварка покрытыми электродами , так как электрод покрыт слоем флюса , который при расплавлении образует газовую защиту сварного шва.
 Толщина свариваемых деталей опледеляет диаметр электрода. Поэтому сначала определите нужный диаметр электрода
.
Толщина свариваемых деталей опледеляет диаметр электрода. Поэтому сначала определите нужный диаметр электрода
.
Для сварки толщин до 1 мм в Европе используют электроды диаметром 1,6 мм (для настоящих профессионалов), в России их можно найти только под заказ. Как правило, в этом случае метод ручной дуговой сварки не применяется, а используют сварку аргоном или полуавтоматом.
Если вы хотите получить надежный и красивый шов с минимальными усилиями, то прежде всего купите хорошие электроды! Подбирайте электроды для ручной сварки (их еще называют одноразовые электроды ) в соответствии с химическим составом свариваемых деталей.
Электроды можно разделить на несколько условных групп:

- по диаметру (2-6 мм);
- по маркировке;
- по производителю.
Марки электродов
Рассмотрим только самую популярную маркировку и аналоги электродов
.
УОНИ
— электроды для постоянного тока
с основным покрытием. Для ответственных конструкций из всех видов стали.
ОЗС
— рутиловые электроды
, универсальные, для работы как на постоянном, так и переменном токе. По сравнению с УОНИ требуют меньший сварочный ток и образуют меньше шлака.
МР3
— электроды так же с рутиловым покрытием, для сварки на переменном и постоянном токе.
АНО-4
— еще одни популярные универсальные электроды. Чаще всего они продаются в маленьких упаковках по 1 кг, что бывает очень удобно. И если на даче вам вдруг понадобилось только что-то прихватить и для этого нужны 2-3 электрода, то у вас не будет необходимости покупать большую пачку на 5-6 кг, которая потом еще может отсыреть, пока хранится, а достаточно этой небольшой. Удобно и экономично.
ЦУ-5
— специализированные электроды для сварки труб
(водопроводных).
ESAB ОК 53.70
— покрытые электроды
для сварки водопроводных труб, аналог ЦУ-5.
ЦЧ-4
— электроды по чугуну
.
ESAB ОК 92.18
— по чугуну, аналог ЦЧ-4.
ЦЛ-11
— для сварки нержавейки.
ESAB ОК 61.30
— электроды по нержавейке
, аналог ЦЛ-11.
ESAB ОК 96.20
— электроды для сварки алюминия
.
KOBELKO LB-52U
— популярные японские электроды, для ответственных конструкций. Можно использовать даже для сварки водопроводных и газовых труб. Самые лучшие и дорогие.
Производители электродов
Поговорим о производителях электродов, так как чаще всего именно это отражается на их качестве.

KOBELCO — Япония. Лучшие электроды , но и самые дорогие. Отличные результаты при проверке на прочность.

ESAB — электроды ESAB высокого качества. Чаще всего в магазинах вы найдете эти электроды по достаточно высокой цене. Но! Эти электроды действительно стоят этого.


«Лосиноостровский завод» — электроды, средние по цене и качеству.
 «Каменский завод»
— надежные электроды с хорошим соотношение цены и качества.
«Каменский завод»
— надежные электроды с хорошим соотношение цены и качества.
 «Уральский завод»
— чаще всего это самые дешевые электроды. Не ждите от них превосходного качества. В целом, они сварят и держать конструкцию будут.
«Уральский завод»
— чаще всего это самые дешевые электроды. Не ждите от них превосходного качества. В целом, они сварят и держать конструкцию будут.
Хранение электродов
Храните электроды только в подготовленных местах. При покупке обращайте внимание на срок годности. Просроченные электроды не дадут комфортной сварки и надежного соединения деталей!
Хранить электроды лучше в специальном пенале, который предотвратит попадание влаги. Пенал служит также для транспортировки электродов к месту сварки. Если электроды все же отсырели, то поможет просушка электродов и прокалка электродов. Для этого используйте печь для прокалки электродов , которая разогревается до 400 ℃. Если в пенал положить электроды еще горячими, после прогрева в печи, то он сохранит тепло на долгое время.
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно решать вопрос о приобретении необходимых аксессуаров для выполнения сварки. И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.
Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей , которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение . При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Лучшие электроды для инверторной сварки
В качестве материала, на основе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, обладающая необходимыми характеристиками, которые определены ГОСТом от 1970 года за номером 2246
. Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:
- легированные. Для их производства могут применяться различные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их изготовления применяются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.
Электродные стержни в обязательном порядке предусматривают особое покрытие, которое создают методом опрессовки. Назначение этого покрытия состоит в следующем:
- защита сварочной ванны от атмосферных воздействий;
- создание благоприятных условий для более устойчивого горения дуги.
Если владелец впервые планирует проводить инверторную сварку, то он должен иметь в виду, что используемые электроды для сварки инвертором могут быть классифицированы на две категории . Первая представлена изделиями, при помощи которых сваривают наиболее важные металлоконструкции.
Вторая же группа включает электроды, которые применяются для соединения конструкций из стали обычного назначения. Как считают эксперты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если речь идет о соединении ответственных конструкций. Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Нужно сказать, что электроды для сварки инвертором марки УОНИ отличаются достаточной сложностью в работе. Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
 На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:
На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:
УОНИ 13/55 . В первую очередь их используют опытные сварщики. Особенностью этих стержней является то, что с их помощью можно создать очень надежный шов, отличающийся наилучшим показателем плотности.
МР-3С . На них выбор останавливается в тех ситуациях, когда необходимо создать шов, обладающий наивысшими характеристиками прочности и надежности. С использованием таких стержней сваривают элементы посредством использования переменного и постоянного тока обратной полярности.
МР-3 . Отличительной особенностью электродов этой марки является ее универсальность применения. Они подходят для соединения металла с загрязнённой поверхностью. К тому же их можно применять и для сварки влажных и ржавых конструкций.
АНО . Именно стержни этой марки и пользуются наибольшим спросом в нашей стране. Среди их достоинств следует выделить отсутствие необходимости в предварительной прокалке. Процедура их зажигания отличается достаточной простотой, их применение обеспечивает создание высокопрочного и сверхнадежного соединения. Причем уровень подготовки того, кто выполняет сварочные работы, не оказывает влияние на конечный результат.
Сварка материалов - какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:

Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью . Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Ресанта - известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы , которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:

Заключение
Хотя инверторные сварочные аппараты обладают множеством преимуществ, обеспечивая высокое качество соединения, все же конечный результат во многом зависит от типа используемых для сварки электродов. По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
Вместе с тем отдельные электроды требуют наличие определенных навыков работы с ними, поскольку они рассчитаны на специалистов и используются для решения узких задач. Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Дуговая электросварка производится с помощью трансформатора или . Второй вариант более популярен в быту, вследствие компактных размеров и малого веса. Любой из этих агрегатов работает с помощью электродов.
Основу составляет металлический стержень. В зависимости от , он может быть:
Плавящимся. Изготавливается из стальной электродной проволоки или специального сплава. Поверх металлического стержня наносится специальная паста – обмазка (покрытие).

В состав обмазки входят различные химические элементы и добавки, при помощи которых формируется правильная конфигурация сварочного шва. К тому же, благодаря покрытию, поддерживается стабильное горение сварочной дуги.
Неплавящимся. Электроды такого типа не участвуют в формировании шва, а служат лишь источником для возникновения сварочной дуги. Изготавливаются из тугоплавких материалов. Наиболее распространенным является вольфрамовый стержень.

Сам неплавящийся электрод (исходя из названия) остается целым во время работ. Для формирования сварочного шва в зону расплава подается присадочный материал, в виде проволоки из того же металла, что и заготовка.
Вольфрамовые стержни используются для сварки алюминия инвертором. Работы производятся в среде нейтральных газов, например – аргон.
Оба рассмотренных варианта относятся к штучным электродам, то есть каждый из них является отдельным элементом определенной длины. Существуют еще электроды непрерывной подачи – так называемая сварочная проволока.

Она подается в зону контакта с заготовкой, механическим способом. Шов формируется за счет ее расплавления и стекания в ванну. Поскольку проволока является проводником – она обеспечивает работу сварочной дуги. Покрытие для такого электрода не предусмотрено, поэтому все элементы для создания правильного шва закладываются в сплав.
Для насыщения зоны сварки необходимыми присадками и химическими элементами, создана порошковая проволока, представляющая собой тонкую трубку с необходимым составом в середине.

Такая проволока используется в сварочных аппаратах для инверторной сварки типа «полуавтомат». Электрод в виде проволоки (монолитной, или заполненной порошковой) находится внутри и подается в зону сварки автоматически, оператор лишь подает команду на включение.

Принцип работы инвертора
Для получения большой величины сварочного тока требуется трансформатор огромного размера. Он неудобен в транспортировке и обслуживании. В отличие от сварочного трансформатора – инвертор работает, как импульсный блок питания высокой мощности.
Преобразование переменного напряжения на входе в постоянный ток нужного значения на выходе происходит в несколько этапов:
- переменный ток 50 Гц напряжением 220 вольт выпрямляется;
- постоянный ток преобразуется (инвертируется) в переменный высокочастотный;
- напряжение снижается при помощи компактного высокочастотного трансформатора;
- выпрямляется переменный ток и подается на выходные клеммы инвертора.
При этом величина вторично выпрямленного тока достаточно высока для выполнения любых сварочных работ.
Инверторная схема построена на мощных транзисторах, работающих на постоянном токе. Трансформатор, работающий на высокой частоте (60-80 Гц) занимает в разы меньше места, соответственно имеет меньшую массу в сравнении с обычным сварочником.
За счет примененной схемы, при одинаковой силе рабочего тока, инверторы имеют размер и вес, позволяющие переносить прибор одним оператором, что особенно важно при работе на разных высотах.
Многие сварщики старой школы, привыкшие работать на сварочных трансформаторах размером со стиральную машину, обвиняют инверторы в постоянном залипании сердечника.
Эти заявления несправедливы. Профессионалы, умеющие работать на любом оборудовании, знают, почему прилипает электрод при сварке инвертором. Причина в сырой обмазке. После 5-10 попыток, покрытие от высокой температуры короткого замыкания просыхает, и дуга отлично зажигается.
ВАЖНО! Вне зависимости от типа сварочного аппарата, электроды должны быть сухими.
Обмазка имеет пористую структуру, и хорошо впитывает в себя влагу. Если вы пользуетесь электродами из давно вскрытой пачки – их необходимо прокалить перед началом работ.
Если вы знаете, как правильно варить – остается лишь подобрать электроды по обозначению на упаковке. Специальных расходников для таких сварочных аппаратов не существует. Сварочные электроды для инвертора ничем не отличаются от любых других.
Поэтому при подборе расходников для сварки, надо руководствоваться лишь условиями их применения. Вам достаточно иметь информацию, какой ток вырабатывает инвертор, расположение шва и название металла, с которым будете работать.
Как варить электродами с помощью инвертора, правильный подбор расходных материалов
При бытовом использовании сложная сварка не применяется. Как правило, в качестве заготовок простые материалы – стальная труба, профиль или уголок. Часто восстанавливается стальной лист кузова автомобиля. Иногда приходится варить нержавейку – например, при ремонте стиральной машины или пробитой кастрюли.
Состав сердечника штучного электрода подбирается по типу металла, из которого выполнена заготовка. То есть из конструкционных сталей и сплавов на их основе. Для большинства домашних работ не нужно иметь ассортимент из десятков разновидностей электродов. Достаточно запомнить 3-4 марки, которые считаются универсальными и отлично подходят для новичков.
Профессионалы рекомендуют начинающим сварщикам именно эти расходники, поскольку они обладают усредненными характеристиками и не требуют специальных условий для работы. К тому же предлагаемые марки без проблем совместимы со всеми типами .
Рутиловые электроды МР-3
Спросите любого сварщика, с каких расходников он начинал обучение – и вы получите ответ: «МР-3». Эта марка идеальна для новичка. Розжиг происходит мгновенно, даже если вы немного ошиблись с установками параметров инвертора.
Ванна защищена присадками из обмазки, для контроля ее положения не требуется особых усилий. Если не получается «поймать дугу» с первого раза – просто прокалите электроды при температуре 160°-190° 30-50 минут. Варить можно при любом положении сварочного шва, кроме вертикального сверху вниз.
Несмотря на универсальность по току (варить можно как переменкой, так и постоянкой) – лучший шов получается именно на инверторах с постоянным током.
Качество поверхности не имеет значения, коррозия или влажность на поверхности – не помеха. Если вы первый раз взяли в руки держак для электрода – в нем должен быть МР3.
Основная обмазка УОНИ 13/55
Самые распространенные расходные материалы сварщика. Производители рекомендуют их для работы на металлах с высоким содержанием углерода. Прочный шов хорошо противостоит ударным нагрузкам и имеет высокий коэффициент прочности на разрыв. В России эти электроды популярны еще и потому, что швы хорошо переносят низкие температуры.
УОНИ 13/55 работают на постоянном токе с обратной полярностью, полная совместимость с инверторами.
Отличные характеристики шва несколько омрачаются недостатками при использовании. Для розжига дуги напряжение холостого хода должно быть не менее 65-70 вольт. Электроды плохо варят по грязной и неподготовленной поверхности. Перед началом работ, место сварки необходимо тщательно зачистить.
Рутиловые электроды АНО-21
Популярная марка жестянщиков из автосервиса. Лучшего расходника для работы по тонким сталям с высоким содержанием углерода не найти. Дуга разжигается моментально, тонкий металл защищен от сквозного прогорания, а шов получается мелкочешуйчатым. Соответственно, не требуется тщательная обработка после сварки.
Вторая по популярности область применения – сварка тонкостенных труб. Эту марку хорошо знают водопроводчики и газовщики.

Работают как на переменном, так и на постоянном токе, что подходит для инверторов. Перед употреблением необходима прокаливание при температуре 120°-130° в течение часа.
Работа с нержавейкой — ОК 63.34
Для сварки изделий из нержавеющей стали подходит марка ОК 63.34. Этот сорт металла можно варить и другими электродами, только качество шва будет отвратительным, и он будет ржаветь. Данные стержни формируют ровный шов с мелковолнистой поверхностью. Сопряжение с основной поверхностью плавное, шов не подвержен коррозии.

Требований к роду тока никаких, напряжение холостого хода для розжига дуги не менее 60 вольт.
Наплавка металла
Этот вид сварочных работ применяется при необходимости восстановить изношенную деталь или разбитое отверстие.
Для наплавки требуются особые навыки, так что новичкам за эту работу браться не стоит.

Чтобы восстановить объем металла, потребуются специальные электроды для наплавки стали. Это целая группа марок, в наименовании которых присутствует литера «Н». Например – ЦНИИН-4 или ОМГ-Н.
Эти марки отличаются рядом параметров, таких как коэффициент наплавки или положение шва. Но все они обеспечивают качественное увеличение толщины заготовки без потери прочности металла.
ВАЖНО! Начинающий сварщик должен помнить главную истину: Не принципиально как варить алюминий или сталь, главное знать, ЧЕМ это делать.
В заключении видео на тему как правильно варить инвертором и какими электродами для сварки пользоваться. Разбор ситуаций на примерах.
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.
Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
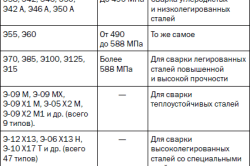
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB . Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
- Расходные материалы марки АНО-21
- Расходный материал марки АНО-4
Электроды для инверторной сварки выбираются в зависимости от уровня раскисленности стали, из которой состоит изделие, количества содержащегося в стали углерода и требований, предъявляемых к сварочному шву.
Каждый тип сварочного аппарата предполагает использование электродов только определенного вида.
Как выбрать расходные материалы для сварки?
Каждый тип сварочного аппарата требует своего типа электродов для проведения сварки, иногда даже в пределах одного типа сварочного аппарата.
При осуществлении сварки разными моделями сварочных устройств может потребоваться наличие разных типов расходников.

Инвертор представляет собой сварочный аппарат, имеющий электронную конструкцию. Это устройство оснащается системой двойного преобразования переменного тока. Среди современных сварочных устройств инверторы являются наиболее перспективными для проведения операций по свариванию любых металлических заготовок. Для нормального сваривания требуется правильно подобрать тип используемых электродов.
Чаще всего профессиональные сварщики используют расходники следующих марок:
- УОНИ;
Электроды марок МР, ОЗС и АНО являются более предпочтительными, так как использование расходников этого типа наболее удобное. Электроды УОНИ представляют собой расходные материалы, которые имеют большое число достоинств, однако эти положительные качества раскрываются только в случае использования этого материала профессионалом.
Вернуться к оглавлению
Лучшие электроды для работы инверторным сварочным аппаратом
При необходимости приобрести подходящие для сварки расходные материалы и выбрать среди них оптимальные потребуется обратить внимание на рекомендации по эксплуатации сварочного инвертора именно той модели, какой планируется осуществление работы. Как правило, именно в рекомендациях по эксплуатации указываются марки электродов, которые оптимально подходят для работы.
Стоит отметить, что выбор маркировки оптимально подходящих расходных материалов является не единственным условием, которое требуется соблюдать, выбирая расходники для сваривания. Осуществляя выбор сварочных электродов, требуется удостовериться в том, что расходники для сварных работ имеют присущие им качества, не пострадавшие в процессе хранения. Свойства электродов сохраняются на протяжении длительного времени только в случае их хранения в соответствии с требованиями завода-производителя. Хранение расходных материалов, предназначенных для проведения сварки, должно осуществляться в соответствии с требованиями разработанных ГОСТов.
Вернуться к оглавлению
Сварочные электроды МЗ-3, тип электрода Э46
Областью применения МР-3 является осуществление соединения ответственных конструкций, которые изготовлены из углеродистой стали. Эти электроды могут использоваться при работе в любом пространственном положении, исключение составляет вертикальное направление сверху вниз
Использование этого расходника позволяет осуществлять сваривание влажных ржавых и некачественно зачищенных от окислений заготовок из металла.

Сварочные электроды МР-3 предназначены для сварки углеродистой стали.
Электроды обладают параметрами, позволяющими иметь повышенную производительность. Использование этого типа расходных материалов дает возможность в процессе сваривания использовать удлиненную дугу, что позволяет облегчить процесс. Эти электроды рекомендуется использовать при объединении трубопроводов высокого давления с температурами транспортируемых жидкостей до 3500 градусов Цельсия и внутренним давлением до 50 кгс\см². Помимо этого, эти электроды можно использовать при монтаже магистралей газопроводов и трубопроводов
Преимуществами этого типа расходника является:
- легкое перекрытие образующихся зазоров;
- высокое качество получаемого шва;
- получение товарного вида шва;
- легкое отделение шлакового компонента;
- возможность работы длинной дугой;
- высокие санитарно-гигиенические показатели при проведении процесса.
Электроды этого типа имеют рутилово-основное покрытие защитного слоя, перед использованием данного материала рекомендуется проводить прокаливание при 170-180 градусах на протяжении 40-60 минут.
Вернуться к оглавлению
Сварочные расходные материалы марки МР-3 синие, тип электрода Э 46

Синие электроды марки МР-3 предназначены для соединения элементов из низкоуглеродистой стали.
Этот тип электродов для инверторов применяется для сварки особо ответственных изделий, состоящих из низкоуглеродистой стали. Работать этим типом электродов можно в любой пространственной ориентации, за исключением вертикального положения в направлении сверху вниз. Расходники марки МР-3С используются в работе с листовыми и профильными материалами. Широкое применение эти электроды нашли при строительстве корпусов судов, трубопроводов, ответственных емкостей.
Преимуществами МР-3С являются следующие свойства:
- МР-3С предоставляют возможность легко вести процесс сваривания и повторно зажигать дугу при остановке процесса;
- качественный внешний вид сварного шва;
- легкое отделение шлака;
- минимальная вероятность образования брызг металла;
- возможность осуществления сваривания при низких значениях тока;
- МР-3С обеспечивают возможность электросварки при помощи бытовой сети питания;
- возможность получения вогнутого шва сварки;
- высокая экономичность проведения работ.
Покрытие электродов – рутиловое, перед использованием МР-3 синие рекомендуется подвергнуть прокаливанию при температуре 170 градусов Цельсия на протяжении 40 минут.
Вернуться к оглавлению
Расходные материалы марки ОЗС-12

Расходные материалы марки ОЗС 12 используются на инверторах, работающих на постоянном и переменном токе прямой полярности.
Этот тип расходников используется при создании ответственных конструкций, состоящих из низкоуглеродистых сталей. Работы эти материалы позволяют вести в любом пространственном положении, кроме вертикального, сверху вниз. Этот тип расходных материалов используется сварочными аппаратами, работающими на постоянном и переменном токе, имеющим прямую полярность.
ОЗС-12 используют при ведении сварных операций на металлических конструкциях, состоящих из листового и профильного металла. ОЗС-12 используется при изготовлении строительных конструкций, емкостей, корпусов кораблей и корабельных механизмов, трубопроводов и металлоконструкций различных кранов. Преимуществами расходника марки ОЗС-12 является:
- возможность получения плоского и вогнутого шва;
- легкость проведения сварочных работ и повторного зажигания электродуги;
- получение качественного шва;
- легкое отделение шлаков в процессе сваривания;
- возможность осуществления работы удлиненной дугой.
Покрытие расходник имеет рутиловое. Перед использованием рекомендуется электроды ОЗС-12 прокалить при температуре 200 градусов Цельсия в течение 30 минут.