Технология сварки вертикальных швов. Дуговая сварка вертикальных швов: технология и методы работы
Комментариев:
Комментариев:
- Основы метода электросварки
- Сварка вертикального шва
- Окончание работ
Очень часто необходимо произвести сварку различных металлических частей и фрагментов деталей. Есть несколько методов, которые помогут добиться поставленной задачи, но гораздо чаще остальных применяется электросварка.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Вернуться к оглавлению
Сварка вертикального шва
Перед началом работ необходимо определиться с тем, какой шов требуется выполнить. Существует несколько основных типов швов:
- Сварка плоских листовых соединений.
- Вертикальный шов.
- Угловое сварочное соединение.
- Сварка трубчатых соединений.
Во время выполнения вертикальной сварки и получения четкого и ровного шва должна соблюдаться схема процесса. Для этого подготовленные детали должны быть четко зафиксированы. С помощью прихваток необходимо скрепить их по краям в 3-4 местах. К деталям требуется закрепить массу с помощью зажима. Наклон электрода должен составлять 70-75° относительно поверхности.
Для того чтобы правильно варить вертикальный шов электросваркой, необходимо периодически производить вращательные движения, которые помогут сгребать расплавляющийся металл в точку соединения 2 деталей. Окончание электрода должно находиться точно в середине шва. Процесс сварки нужно вести снизу вверх, прилепляя каплю за каплей. Это поможет постепенно заливать зазор расплавленной электродной проволокой.
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от , сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей - это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при , силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов - не более 4мм.
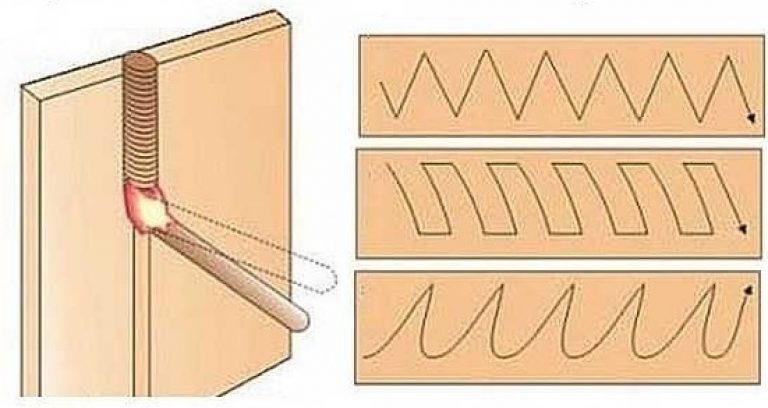
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
 Сварка
горизонтальных швов
технически более сложная для выполнения, чем сварка
вертикальных швов. Происходит это из-за того, что при сварке стыковых швов,
находящихся в горизонтальном положении, расплавленный металл из сварочной ванны
перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания
металла, могут образоваться в виде подрезов.
Сварка
горизонтальных швов
технически более сложная для выполнения, чем сварка
вертикальных швов. Происходит это из-за того, что при сварке стыковых швов,
находящихся в горизонтальном положении, расплавленный металл из сварочной ванны
перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания
металла, могут образоваться в виде подрезов.
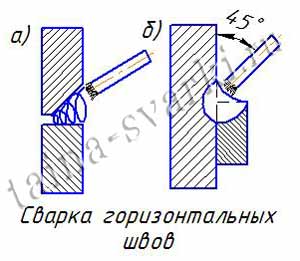
При сварке толстолистового металла, чаще всего, скос делают только на верхней кромке. При этом нижняя кромка выступает в роли полки, удерживающей жидкий металл от стекания. Электрическую дугу возбуждают на нижней кромке и затем перемещают её на верхнюю кромку со скосом и обратно (схема а) на рисунке справа).
Для сварки потолочных швов рекомендуются электроды, диаметром не более 4мм и пониженная сила сварочного тока. Сварку выполняют как можно более короткой дугой для того, чтобы улучшить переход капель расплавленного металла в сварной шов. При удлинении дуги возможно образование подрезов в сварном шве. Ещё одной трудностью данного , помимо растекания металла, является затруднённый вывод шлака и газов из расплавленного металла.
Март 30, 2017
Сварка горизонтальных, вертикальных швов инвертором
Сварку качественных вертикальных и горизонтальных швов производят разными способами. Прежде всего, их классифицируют по методу соединения деталей между собой. В зависимости от того, насколько серьезные требования предъявляются к надежности сварочных швов, расплавленный металл может накладываться с одной или с обеих сторон. Когда подразумевается двусторонняя техника сварки, конструкция получается значительно более прочной. Если же шов будет только один, то зачастую изделие начинает перекашивать.
Чтобы сварные швы получились максимально надежными и качественными обязательно перед началом сварочных работ следует очистить заготовки от ржавчины напильником или болгаркой.
Стыковое соединение применяется, как правило, в случае, если необходимо соединить между собой листовой металл или торцевые части труб. Заготовки следует расположить друг относительно друга таким образом, чтобы между ними оставался незначительный зазор, величина которого не должна превышать 2 мм. Если есть возможность, то их следует жестко зафиксировать при помощи струбцин. В процессе проведения сварочных работ зазор будет заливаться расплавленным металлом.
Если толщина металла не превышает 4 мм, то профессиональные сварщики не прибегают к каким-либо особенным мерам подготовки за исключением очистки от ржавчины. Сваривают изделие строго с одной стороны. При большей толщине формируют уже двойной шов. Также требуется специальная разделка кромок заготовки.
Подготавливают соединения по одной из следующих технологий:
- Если элемент обладает толщиной от 4 до 12 мм, то края следует зачищать одним из удобных способов. Разделку кромки нужно будет производить только на одном элементе. При толщине порядка 8-10 мм зачистку осуществляют в форме латинской буквы V. Другие разделки технологически более сложные, поэтому к ним прибегают довольно редко;
- При получении сварных стыков при толщине металла свыше 12 мм, в обязательном порядке изготавливают двойной шов, так как такую толстую заготовку прогреть и расплавить только с одной стороны не представляется возможным. Обрезают кромки по двусторонней технологии в форме буквы Х, так как обыкновенная разделка приводит к слишком большому разрезу металла.
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.

Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Сварка горизонтальных швов осуществляется на так называемой короткой дуге при использовании слабого тока. Особое внимание следует уделять электроду, как он располагается относительно соединяемых деталей, а также относительно получаемого сварного соединения.
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Технология производства вертикальных швов
Чтобы разобраться в том, как правильно варить вертикальный шов электросваркой, нужно запомнить, что здесь будет использоваться совершенно иная технология. На сварку вертикальных швов продольного типа еще большее влияние оказывает гравитация, так как расплавленный металл заготовки будет стекать вниз, а все газы поднимаются.
При сварке вертикальных швов необходимо принимать во внимание ряд определенных нюансов:
- Валики продольных швов делают максимально тонкими, чтобы не образовывались наплывы. При этом, при формировании валика электрод проводят только строго в одном положении;
- Сварка потолочного шва в вертикальном положении подразумевает образование валика, ширина которого будет сопоставима с диаметром электрода. Превышение в данном случае возможно, но не больше, чем в два раза;
- Вертикальная сварка подразумевает использование максимальной силы тока, чтобы не получались подрезы основного металла;
- Дугу и электрод также проводят под углом приблизительно 80 градусов.
Итог
Несмотря на то что горизонтальные и вертикальные швы не слишком сильно отличаются друг от друга, при их формировании следует учитывать особенности соединений. Только в этом случае можно получить изделие максимально высокого качества.
В наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварка одиночных валиков снизу вверх
При сварке вертикальных швов применяется только короткая дуга. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 48). При сварке электродом под углом 45°-60° (рис. 49) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
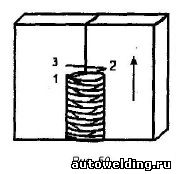
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода. Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше - получил подрез и «выпуклый» валик. Передержал - наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва. Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика (рис. 51)
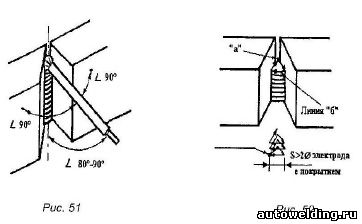
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 52) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне - 90-100 А при Х-образной разделке и минимальный - 80...90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 53) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и.подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки - 60...90 А, для X-образной разделки - 90...100 А.
3. Сварка методом «лестница» (рис. 54) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках - максимальная, переход - более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А - для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение - замена электрода и сварка тонкого металла).

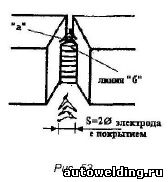
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 55). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Второй корневой валик
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости - механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
а) когда корневой валик легкий (малого сечения) - вариант 2 или 3 - манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
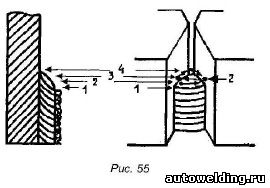
б) когда корневой валик полный (вариант 1), кроме манипулирования электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворот электрода к проплавляемой стенке (плоскости). Это достигается разворотом кисти руки. На рис. 56 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод расположен приблизительно параллельно плоскости «б». Заполнив кратер электродным металлом и не меняя положения электрода, плавно перейти в положение 2 до касания электродом плоскости «б», а дугой до края валика. Почувствовав опору, произвести разворот кисти (не руки) так, чтобы электрод занял положение 3 (параллельное плоскости «а») и центром дуги проплавлял край предыдущего валика и стенку «б». Заполнив кратер элетродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Многослойная и многопроходная сварка
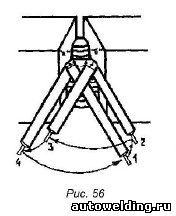
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 57). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
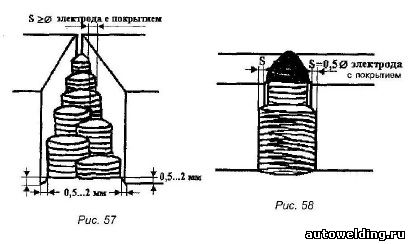
Ширина лицевого слоя
Ширина лицевого слоя равняется ширине разделки плюс половина диаметра электрода с каждой стороны (рис. 58). Рекомендуется применять манипулирование электродом «лестницей» или «дугой вперед».
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые - нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!