Уони 13 55 какое покрытие. Размеры и ассортимент. Как правильно выбрать электроды для сварки
Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.
Чтобы оптимизировать поведение стимуляции и чувствительности электрода, импеданс системы в целом должен быть сведен к минимуму, поскольку низкие импедансы электродов представляют собой меньшие потери, а также более высокую плотность тока в мышце под командованием, сигналов с меньшим затуханием.
Другие компоненты разработаны с использованием самых последних и самых надежных данных и материалов. Поэтому фрактальные электроды имеют очень низкий уровень разрушения2, 26. Лазарус и др. 32 не сообщали об отказах в серии из 957 предсердных и желудочковых электродов с активной фиксацией и фрактальной технологией при 6-летнем наблюдении. Скорость повторной операции за счет смещения составила 4, 6%.
Для начала разберемся с названием и выясним откуда берется название. Расшифровка выглядит следующим образом:
- У – Универсальная;
- О – Обмазка;
- Н – Научного;
- И – Института.
- 13- №13
Т.е. это отечественная разработка исследовательского института сварки, название и номер которого закрепились в обозначении.Встречается также обозначение УОНИИ- присутствие дополнительной буквы «И» указывает Исследовательский Институт.
Пассивные фиксирующие электроды, фракталы, с малой площадью и высоким импедансом, столь же надежны, как и другие модели. Преимущества, связанные с стимуляцией. На рисунке 5 показано, как фрактальный электрод влияет на порог стимуляции. Из-за оптимизации переноса заряда пороги стимуляции снижаются. На рисунке 5 также показана общая тенденция в этих электродах. Пиковые значения возникают в течение нескольких недель после имплантации, а хронические значения достигаются в течение 2-6 месяцев.
Рисунок 5 - Порог команды с течением времени. Несмотря на аналогичные пороговые значения, фрактальные электроды обладают преимуществами по сравнению с другими технологиями. Первым преимуществом является безопасность пациента, когда энергия генератора оптимизируется вручную из-за большой стабильности хронических порогов фрактальных электродов4, 7. Стероидные электроды могут приводить к увеличению порога стимуляции, когда активный принцип исчерпан. В этом случае пациент подвергается меньшему запасу безопасности.
Кстати! В технической документации правильным обозначением принято именно УОНИИ, требования к этому правилу прописаны в ГОСТе 9466-75, а вот название на пачке электродов может быть и УОНИ 13/55.
Технические характеристики
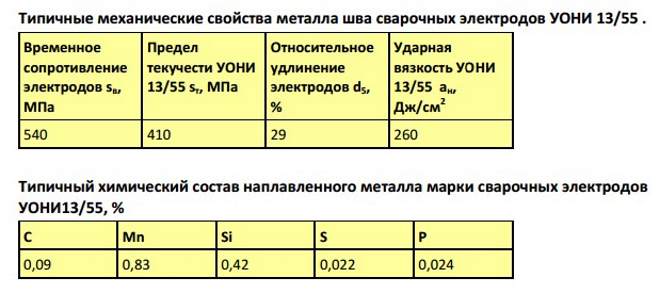
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
Фрактальные электроды, поскольку они не используют никакого дополнительного вещества, представляют собой пороги стимуляции, которые являются очень стабильными с течением времени и не подвергают пациента этому риску. Если генератор использует некоторый алгоритм динамической корректировки энергии импульса, отсутствие поляризации электрода позволяет точно измерить порог стимуляции.
В желудочковых электродах эта характеристика имеет малое значение, так как сигналы, полученные с токовыми электродами, независимо от технологии, редко составляют менее 7 мВ. С другой стороны, предсердный сигнал имеет тенденцию иметь гораздо меньшую амплитуду, и в этом случае фрактальные электроды представляют несомненную выгоду для облегчения распознавания внутрисердечного сигнала по отношению к настоящему шуму4.
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
Однофазный потенциал и вызванный потенциал. Это внеклеточные сигналы, морфология которых отражает потенциал трансмембранного действия. Эти знаки имеют ценную информацию об общем состоянии сердца. Вызываемый потенциал является униполярным сигналом, поскольку потенциал однофазного действия представляет собой биполярный сигнал между наконечником и электродным кольцом.
Эти сигналы имеют различную морфологию, в дополнение к сигналу, вызванному для того, чтобы в итоге больше из-за глобального распространения. Его отличные свойства захвата сигнала происходят из обратимых реакций между ионами хлорида в электролите и слоем хлористого серебра на поверхности электрода. Однако токсичность, снижение биостабильности и эффект поляризации делают их непригодными для применения дольше 3 часов5.
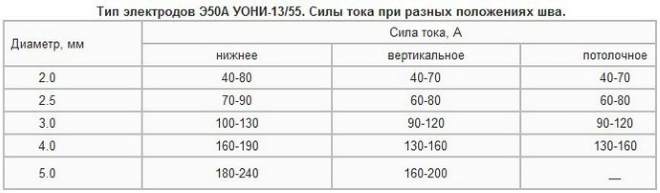
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.
Три других предмета по-прежнему изучаются и требуют дальнейших исследований, чтобы определить путь для долгосрочного использования вызванных потенциалов и однофазного действия. Регулировка входной цепи и функций телеметрии генераторов. - Оптимизация электродов, направленных на долгосрочные стабильные показатели. - Новые алгоритмы лечения симптомов, с терапевтической и диагностической ценностью.
Необходимые регулировки генераторов были описаны подробно. Обычные генераторы работают с более низкой частотой отсечки приблизительно 3 Гц, тем самым адаптируя уменьшенную емкость обнаружения обычных электродов, что подразумевает значительное искажение сигнала.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
Опыт записи сигналов, вызванных предсердией, и их полезность ниже. Таким образом, первые два практических применения захваченных сигналов, которые используют вызванный желудочковым потенциалом, - это автоматическая регулировка энергии импульса и мониторинг отбраковки сердечной трансплантации60. Конечно, фрактально покрытые электроды предлагают больше информации о потенциальной клинической ценности, чем текущие генераторы можно использовать.
Существуют клинические свидетельства того, что фрактальные электроды обладают отличной прочностью и надежностью. Его основная характеристика - представить электрохимически активную область, которая в тысячи раз больше, чем электроды с подобной геометрической областью, что подразумевает три основных преимущества фрактальной технологии: способность захватывать внутрисердечные сигналы без искажений, как в случае однофазного потенциала и вызванного ответа. Это позволяет использовать его в нескольких диагностических и терапевтических методах, таких как адекватность фармакологической терапии, обнаружение аритмий и т.д. фрактальные электроды обеспечивают сигналы вызванного ответа без искажений в течение нескольких лет, и этот параметр используется для идентификации команды желудочков и контроля отказа от кардиальных трансплантатов.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, «растягивание» дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Второе преимущество заключается в отсутствии поляризационного эффекта, даже когда площадь мала. Это позволяет упростить и повысить надежность управления захватом даже на моделях с высоким импедансом в дополнение к упрощению схемы импульсного разряда. Третьим преимуществом является оптимизированная передача нагрузки. Следовательно, пороги для острой и хронической стимуляции электродов с фрактальной технологией сопоставимы с уровнями, наблюдаемыми на бесстероидных электродах. Когда стероид, расположенный на кончике электрода, оканчивается, порог стимуляции может повышаться, уменьшая запас прочности пациента из-за программ по амплитуде и длительности импульса вручную.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг — для диаметра изделий до 2,5 мм;
- 5 кг — для диаметра в 3,0 — 4,0 мм;
- 8 кг — для диаметра свыше 4,0 мм.
Процедура прокалки сварочных электродов уони 13/55
Основная задача прокалки электродов – уменьшение концентрации влаги в обмазке.
Поскольку характеристики фрактальных электродов присущи его конструктивной технологии, ее характеристики преобладают на протяжении всего срока службы, не зависящей от наличия агрегатных веществ. Была продемонстрирована полезность записи вызванных потенциалов и однофазных потенциалов потенциала с фракталами. Понятно, что для лучшего использования такой информации требуется большая масса данных. Кроме того, в генераторах необходимо внедрять новые схемы и функции, предоставляя эту информацию врачам.
Таким образом, понятно, что будущие модели электродов, используемых в искусственной сердечной стимуляции, будут представлять собой общие точки: высокая надежность, использование специально обработанных поверхностей, поиск оптимальных параметров сердечной стимуляции и обнаружения, а также способность сбора сигналов соответствующей клинической ценности.
Абсолютно каждая упаковка с электродами должна реализовываться вместе с сертификатом качества и инструкцией, в которой довольно подробно расписана процедура прокаливания. Отхождение отданных рекомендаций может ухудшить качество самих изделий, и как следствие, качественные характеристики сварного шва.
- В ситуации, когда инструкции по самым разным причинам не оказалось, необходимо следовать нижеописанным рекомендациям:
- Для обеспечения стабильного процесса горения сварочной дуги, и соответственно, достойного уровня шва, процедуру прокаливания необходимо проводить только перед использованием.
- Если сварочные электроды уони не были использованы в течение 8 часов после прокаливания, данный процесс необходимо повторить.
- Допускается прокаливать один и тот же электрод не более 3-х раз, а общее количество времени прокалки не должно превышать 4-х часов.
- Для осуществления правильного процесса прокаливания, электроды сначала помещают в специальные коробки, а лишь затем ставят в печь. Диапазон температуры в печи должен составлять 250 – 300С.
В случае нарушения хотя бы одного условия, изделие становится непригодным для работы.
Интерфейс миокарда-электрода на клеточном уровне. Низкополяризационный стимулятор для выявления реакции, вызванной желудочковым сигналом. Фрактальное покрытие приводит к имплантируемому датчику для монофазных потенциалов действия. Фрактальное покрытие обеспечивает идеальный датчик и привод для электротерапии сердца.
Острая и долговременная чувствительность и ритмичность электрокардиостимуляторов, которые имеют наконечники электродов из нитрида титана. Измерение и зондирование результатов с помощью фрактально структурированных кончиков. Имплантируемый сердечный стимулятор - просто простой провод?
Условия хранения
Для сохранения своих качественных характеристик, сварочные электроды необходимо хранить в предназначенных для этого помещениях. Постоянная относительная влажность на складе не должна превышать 50%, а температура воздуха опускаться ниже 14 С. Данные требования соблюдаются при помощи установки кондиционеров. Согласно ГОСТу 9466-75 срок годности не ограничен, при условии соблюдения правил хранения.
Интерфейс электрод-сердце: определение идеального электрода. Электрод-биоинтерфейс: стимуляция. Измерение и измерение: как один электрод может удовлетворять обоим требованиям? Преодоление разрыва между базовой и клинической электрофизиологией: что можно узнать из картографических записей?
Внутрижелудочный эндокардиальный ответ. Автоматическое сокращение артефакта поляризации стимула для точной оценки вызванных желудочковыми ответами. Долгосрочное наблюдение за ведущей системой кардиостимулятора: установление стандартов качества. Полиуретан или силикон как долгосрочное вещество имплантата - критическая оценка.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
- ESAB;
- Monolit;
- СЗСМ;
- Спецэлектрод;
- Inforce.
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД 03-613-03. Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.
Шестнадцать неудач в одной модели биполярного полиуретана с изолированной желудочковой стимуляцией: 44-месячный опыт. Многоцентровое взаимодействие с биполярным полиуретановым вентрикулярным свинцом. Значимость изменений поверхности на эксплантированном полиуретановом кардиостимуляторе приводит.
Эндокардиальная стимуляция приводит: хорошее, плохое и уродливое. Анатомическая и морфологическая оценка компрессии свинца кардиостимулятора. Фрактально покрытые ввинчиваемые выводы: моноцентрический опыт работы с 957 случаями. Фрактально покрытый 3 мм 2 высокоимпедансный электрод для стимуляции. Клиническое использование низких выходных настроек в 2 мм 2 стероидных элюирующих электродах: три года опыта.
Наиболее популярным видом сварки уже много лет считается ручная электродуговая сварка. Причем основным элементом, который определяет уровень качества сварки, являются электроды. Электроды для ручной дуговой сварки представляют собой тонкие металлические стержни со слоем специального покрытия. Это покрытие несет функцию защиты, предохраняя зону сваривания от разнообразных разрушительных факторов и дополняя шов необходимыми элементами, которые улучшают качество сварки. От того, насколько правильно подобраны сварочные электроды , зависит качество работы и устойчивость всей конструкции.
Стероидные элюирующие высокоимпедансные стимуляторы уменьшают короткий и долгосрочный ток утечки: результаты многоцентрового клинического испытания. Высокоимпедансная низкоэнергетическая стимуляция приводит к долгосрочным результатам с очень небольшим поверхностным элюирующим стероидом свинцом по сравнению с тремя обычными электродами.
Клиническая эффективность стероидных элюирующих стимуляторов с электродами 2 мм 2. Итальянский опыт с автозахватом в сочетании с мембранным свинцом. Клиника оценивает тонкий биполярный стимулятор. Низкий поверхностный электрод: сравнение между биполярным желудочковым стероидом и нестероидными пробами.
Электроды УОНИ 13/55 применяют для сварки низколегированных и углеродных сталей, если требуется изготовить особо ответственные конструкции: швы должны обладать достаточной прочность и эластичностью, а также высокими показателями ударной вязкости. Электроды гост 9467 75 хороши, когда необходимо сварить конструкцию, которая будет использоваться в условиях пониженной температуры.
Клинический опыт с низкими пороговыми стимуляторами. Инженерные концепции кардиостимуляторов приводят. Усовершенствования потребления энергии и функциональных возможностей кардиостимулятора: четыре десятилетия прогресса. Тенденции порогового значения и изменчивость в современных тонкостенных проводах оценивались с использованием автоматических измерений высокого разрешения: преобразование ширины импульса в пороговые значения напряжения.
Новый метод обнаружения захвата. Долгосрочное наблюдение фрактально покрытого свинца: многоцентровая исследовательская группа. Стимулирующие свойства высокоимпедансных волокон с фрактальным покрытием. Новое семейство стимуляции малой длины с высоким импедансом с фрактально структурированными кончиками 3 мм2: острая и хроническая клиническая эффективность. Долгосрочная регистрация потенциала монофазного действия из эндокарда человека.
Электроды УОНИ используются для сварки во всех положениях с использование постоянного тока обратной полярности. Электроды УОНИ, как правило, покрываются основным типом покрытия.
У нас, в настоящий момент, можно купить электроды УОНИ 13/55 различных производителей. При оптовой покупке электродов УОНИ цена на них будет ниже, поэтому Вам лучше связаться с нашими менеджерами и уточнить цену на конкретную партию.
Основное назначение сварочных электродов УОНИ-13/55
Сварка особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости.
Сварка во всех пространственных положениях шва постоянным током обратной полярности.
Характеристика сварочных электродов УОНИ-13/55
Покрытие: основное.
Коэффициент наплавки: 9,5 г/А· ч.
Производительность (для Ш 4,0 мм): 1,4 кг/ч.
Расход электродов на 1 кг наплавленного металла: 1,7 кг.
Размеры электродов и сила тока (А)
Типичные механические свойства металла шва
Временное сопротивление, Мпа — 540
Предел текучести, Мпа — 410
Относительное удлиннение, % — 28
Ударная вязкость, Дж/смІ — 240
Типичный химический состав наплавленного металла, %
C — 0,09
Mn — 1,10
Si — 0,4
S — 0,024
P — 0,027
Особые свойства сварочных электродов УОНИ 1355
Электроды для сварки уони 13 55 обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки
Сварку производят только на короткой дуге по очищенным кромкам.
Прокалка перед сваркой: 350°С, 1 ч.
Условное обозначение
Э50А-УОНИ-13/55-Ш-УД
Е 51 4-Б20
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-001-41637695-98
Сертифицированы Госстандартом и Минздравом РФ, Беларуси, Украины, одобрены Российским Морским Регистром Судоходства.
| Наименование | Ед.изм. | Цена * | |
| Орловские УОНИ 13/45 (5кг) d3 | кг | 79.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d4 | кг | 73.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d5 | кг | 73.50 | Купить |
| Орловские УОНИ 13/55 (5кг) d3 | кг | 75.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d4 | кг | 69.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d5 | кг | 69.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d3 | кг | 76.00 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d4 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d5 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/55 (5кг) d3 | кг | 76.00 |