Ручная дуговая сварка обозначение. Правильное обозначение сварки на чертежах и схемах
ГОСТ 2.312-72
Группа Т52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Unified system for design documentation. Symbolic designations and representations of welds and welded joints
МКС 01.080.30
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. N 935 дата введения установлена 01.01.73
ВЗАМЕН ГОСТ 2.312-68
ИЗДАНИЕ (август 2007 г.) с Изменением N 1, утвержденным в июле 1991 г. (ИУС 10-91).
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (черт.1а ,в );
невидимый - штриховой линией (черт.1г ).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (черт. 1б ), который выполняют сплошными линиями (черт.2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).
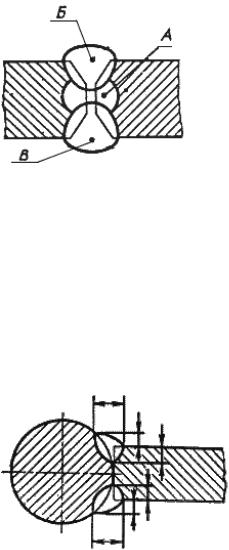
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
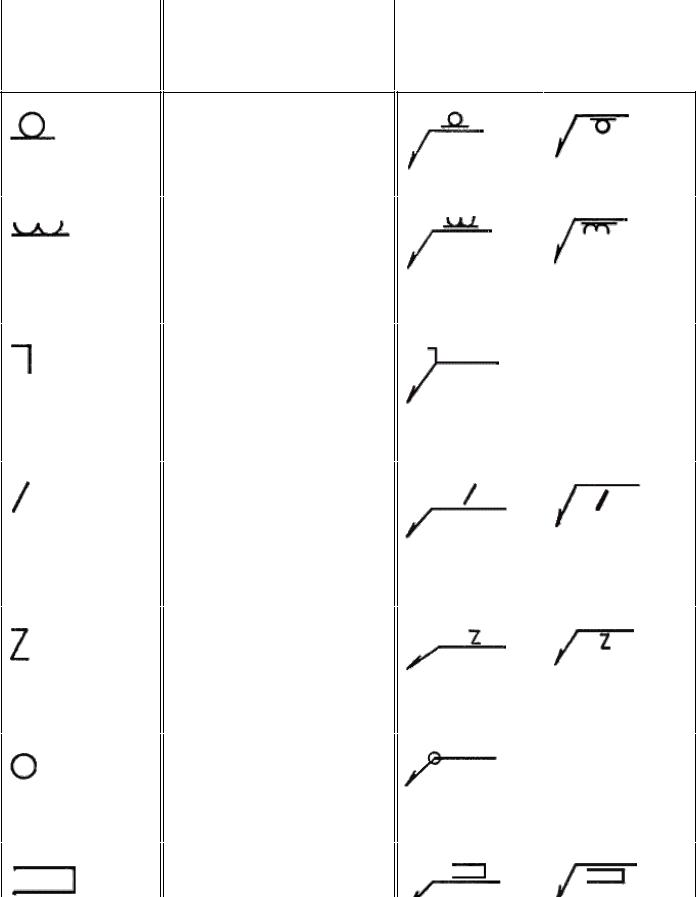
Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением
Угол наклона линии 60°
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии.
Диаметр знака - 3…5 мм
Шов по незамкнутой линии.
Знак применяют, если расположение шва ясно из чертежа
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
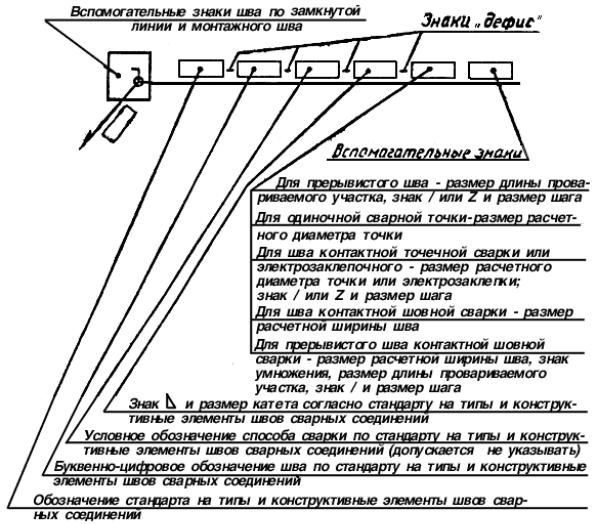
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
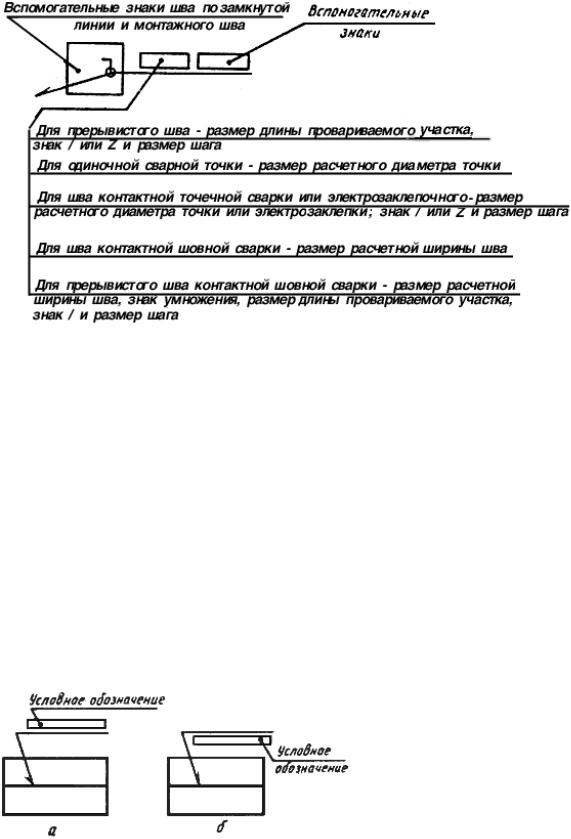
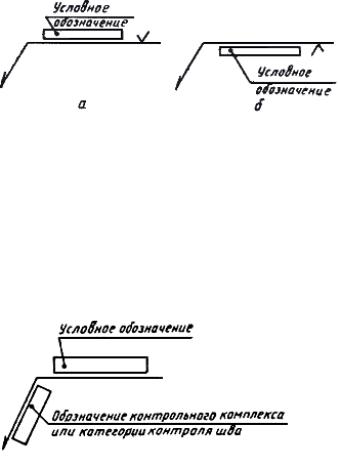
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а );
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б ).
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: "Параметр шероховатости поверхности сварных швов...".
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а );
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с
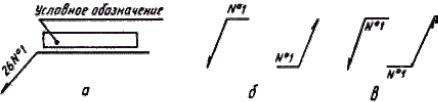
лицевой стороны (черт.10б );
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в ).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а ).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы... по...") или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1 (справочное). ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 1 Справочное
Характеристика шва | Условное обозначение шва, изображенного на чертеже |
|||
поперечного | ||||
сечения шва | ||||
ГОСТ 2.312-72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ
И ОБОЗНАЧЕНИЯ ШВОВ
СВАРНЫХ СОЕДИНЕНИЙ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система конструкторской документации УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Unified system for design documentation. |
ГОСТ Взамен |
с 01.01.73
* Издание (март 2000 г.) с Изменениями № 1, утвержденными в июле 1991 г. (ИУС 10-91) Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают: видимый - сплошной основной линией (черт. 1 a , в); невидимый - штриховой линией (черт. 1г). Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (черт. 1б), который выполняют сплошными линиями (черт. 2). Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт. 1). Линию-выноску предпочтительно проводить от изображения видимого шва. 1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт. 3). 1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт. 4). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.

2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.|
Вспомогательный знак |
Значение вспомогательного знака |
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва |
|||
|
с лицевой стороны |
с оборотной стороны |
||||
| Усиление шва снять | |||||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||||
| Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения |
|
||||
| Шов прерывистый или точечный с цепным расположением Угол наклона линии = 60° | |||||
| Шов прерывистый или точечный с шахматным расположением | |||||
| Шов по замкнутой линии. Диаметр знака - 3...5 мм |
|
||||
|
|
Шов по незамкнутой линии. Знак. применяют, если расположение шва ясно из чертежа | ||||
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва. 2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт. 6).
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов. 2.4. Условное обозначение шва наносят: а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт. 7а); б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт. 7б).
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт. 8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов...» Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт. 9).

В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ. 2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать. 2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят: а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт. 10 а); б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт. 10 б); в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт. 10 в). Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт. 10 а).
Примечание. Швы считают одинаковыми, если:одинаковы их типы и размеры конструктивных элементов в поперечном сечении;к ним предъявляют одни и те же технические требования. 2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2 .
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы... по...») или таблице. 3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт. 11).

3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия. 3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции). 3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов. 3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1
Справочное
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
|
Характеристика шва |
Форма поперечного сечения шва |
Условное обозначение шва, изображенного на чертеже |
|
|
с лицевой стороны |
с оборотной стороны |
||
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны - Rz 80 мкм |
|
|
|

ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
Примечание. В технических требованиях делают следующее указание: «Сварка ручная дуговая».Соединения деталей путем сварки широко распространены в современном машиностроении. Сварка позволяет создавать принципиально новые конструкции машин и сооружений, основанные на использовании катаных, литых, кованых и штампованных заготовок. Это оказывает влияние не только на отдельные детали объектов, но и на форму всей конструкции (рис. 4).
СВАРКА - процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Условные изображения и обозначения швов сварных соединений устанавливает ГОСТ 2.312 - 72 ЕСКД.
Сварной шов, независимо от способа сварки, изображают на чертеже соединения:
видимый - сплошной основной линией, невидимый- штриховой линией.
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 1). При точечной сварке видимую одиночную сварную точку изображают знаком "+" (рис. 1) Невидимые одиночные точки не изображают.
Рис. 1. Изображение сварного шва.
В зависимости от расположения свариваемых деталей различают следующие виды сварных соединений:
1) CТЫКОВОЕ, обозначаемое буквой С, при котором свариваемые детали соединяются своими торцами (рис. 2);
2) УГЛОВОЕ (У) ,при котором свариваемые детали располагаются под углом, чаще всего - 90 градусов, и соединяются по кромкам (рис. 2);
3) ТАВРОВОЕ (Т) , при котором торец одной детали соединяется с боковой поверхностью другой детали (рис. 2);
4) HАХЛЕСТОЧHОЕ (H) , при котором боковые поверхности одной детали частично перекрывают боковые поверхности другой (рис. 2).
Кромки деталей, соединяемых сваркой, могут быт различно подготовлены под сварку в зависимости от требований, предъявляемых к соединению. Подготовка может быть выполнена: с отбортовкой кромок (рис. 2), без скоса кромок, со скосом одной кромки, с двумя скосами одной кромки, со скосами двух кромок (рис. 2). Скосы бывают симметричные и асимметричные, прямолинейные и криволинейные.

Рис. 2. Виды и структура сварных соединений.
Швы в поперечном сечении выполняются нормальными без усиления и с усилением величиной g (рис. 2) Тавровые, угловые и нахлесточные швы характеризуются величиной катета K треугольного поперечного сечения шва. В зависимости от формы шва, скоса кромок, величины усиления и катета стандартные сварные швы имеют следующие условные обозначения: С1, C2, С3,.. ., У1, У2, У3,..., Т1, Т2, Т3,..., H1, H2, H3... .
По характеру расположения швы делятся на односторонние и двусторонние (рис. 50.2). Швы могут быть сплошные и прерывистые.
Прерывистые швы характеризуются длиной провариваемых участков l с шагом t. Прерывистые швы, выполненные с двух сторон, могут располагаться своими участками l в шахматном или цепном порядке.
На изображении сварного шва различают лицевую и обратную стороны. За лицевую сторону одностороннего шва принимают ту сторону, с которой производится сварка.
Лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок будет та сторона, с которой производят сварку основного шва.
Если же подготовка кромок симметрична, то за лицевую сторону принимают любую.
Стандарты, регламентирующие основные типы, конструктивные элементы и условные обозначения сварных соединений, приведены в таблице (рис. 3).

Рис. 3. Стандарты сварных соединений.
На чертежах сварного соединения каждый шов имеет определенное условное обозначение, которое наносят над или под полкой линии-выноски, проводимой от изображения шва. Условное изображение лицевых швов наносят над полкой линии-выноски (рис. 1). Условное обозначение оборотных швов - под полкой линии-выноски (рис. 1).
Обозначение швов по ГОСТ 2.312 - 72 имеет структуру (см. рис. 2).
Примеры условного обозначения стандартных сварных швов приведены на рис. 1:
а) шов стыкового соединения (буква C) c криволинейным скосом одной кромки, двусторонним (цифра 9), выполняемый ручной дуговой сваркой при монтаже изделия. Усилие снято с обеих сторон.
б) шов соединения внахлестку без скоса кромок односторонний (H1), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом. Шов по незамкнутой линии. Катет шва 6 мм. Длина провариваемого участка 100 мм. Шаг 200 мм.
в) см. "пункт б", но шов с оборотной стороны.
г) одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Точки диаметром 11 мм. Усиление должно быть снято. Параметр шероховатости обрабатываемой поверхности Rа = 12,5 мкм.
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис. 3). На рисунке приведено условное обозначение швов с нестандартной формой и размерами.
Если в сварном соединении есть швы одинаковые по типу и поперечному сечению и к ним предъявлены одни и те же технические требования, то их условное обозначение наносят только у одного шва. На наклонной части линии-вноски этого шва указывают число швов и номер, присвоенный этой группе швов. От остальных одинаковых швов проводят только линии-выноски с полками для указания номера шва (рис. 1) или без полок, если все швы одинаковы. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
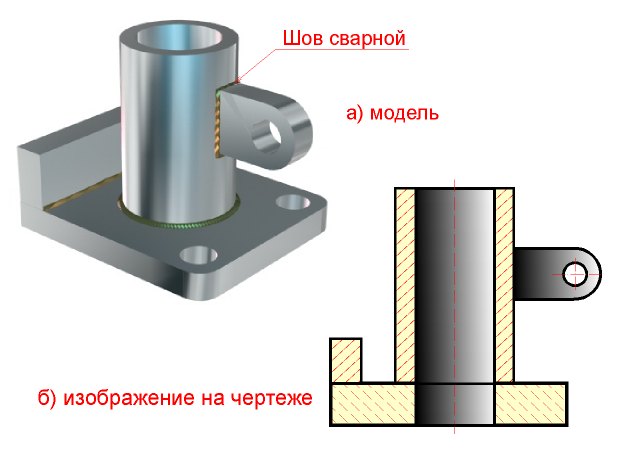
Рис. 4. Форма и конструкция сварного шва.
{SITELINK-S35}назад {/SITELINK}
Требования к прерывистости сварного соединения могут быть записаны в его обозначение на чертеже. позволяет записывать в обозначение вспомогательные знаки: "Шов прерывистый или точечный с цепным расположением" (далее "Шов с цепным расположением") или "Шов прерывистый или точечный с шахматным расположением" (далее "Шов с шахматным расположением") (рисунок 1).
| Рисунок 1 |
- обозначения стандартного шва сварного соединения (рисунок 2);
- обозначения нестандартного шва сварного соединения (рисунок 3).
Прерывистый шов
Для прерывистого шва Вспомогательные знаки "Шов с цепным расположением" и "Шов с шахматным расположением" позволяют определять длину провариваемого участка и размер шага.
На рисунке 4 схематично изображен односторонний сварной шов с цепным расположением и указанием длины и шага сварного шва.
Пример обозначения стандартного сварного шва: "ГОСТ 5264-80-Т1-50/100", где длина = 50, шаг = 100.
На рисунке 5 схематично изображен двусторонний сварной шов с цепным расположением и указанием длины и шага сварного шва.
Пример обозначения стандартного сварного шва: "ГОСТ 5264-80-Т3-40/120", где длина = 40, шаг = 120.
На рисунке 6 схематично изображен двусторонний сварной шов с шахматным расположением и указанием длины и шага сварного шва.
Пример обозначения стандартного сварного шва: "ГОСТ 5264-80-Т3-50Z100", где длина = 50, шаг = 100.
Шахматное расположение может быть только у двустороннего шва.
Для любого прерывистого шва длина всегда меньше чем шаг.
Контактная сварка
Для конструктивных элементов приняты следующие обозначения (рисунки 7, 8):
t - расстояние между центрами соседних точек в ряду (шаг),
c - расстояние между осями соседних рядов точек при цепном расположении,
c1 - расстояние между осями соседних рядов точек при шахматном расположении,
u - расстояние от цента точки или оси шва до края нахлестки.
Для контактной точечной сварки в обозначение шва сварного соединения попадают: диаметр литого ядра сварной точки и шаг между центрами соседних точек в ряду. Остальные параметры сварного соединения выбираются в соответствии с ГОСТ 15878-79 Контактная сварка. Соединения сварные.
На рисунке 7 схематично изображен шов контактной точечной сварки с цепным расположением точек.
Пример обозначения стандартного сварного шва: "ГОСТ 15878-79-Кт-5/20", где диаметр сварной точки = 5, шаг = 20.
Вопрос 1. Обозначение сварных швов на чертежах.
Согласно Единой системе конструкторской документации (ЕСК), изображения и обозначения швов сварных соединений в конструкторских документах изделий должны соответствовать ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений».
Изображение швов сварных соединений.
Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией (рис. 10, а), а невидимый - штриховой (рис. 10, б).
Видимую одиночную сварную точку условно изображают знаком «+», невидимые одиночные точки не изображают.
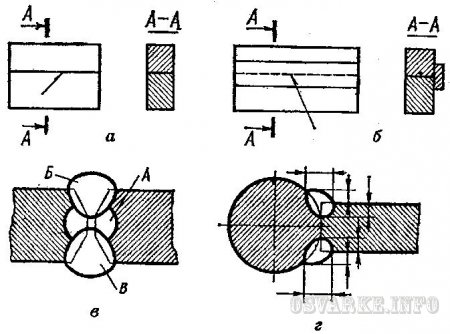
Рис. 10. Изображение швов сварных соединений
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 10, а, б).
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, которые необходимо обозначать прописными буквами русского алфавита (рис. 10, в). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Шов сварного соединения, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис. 10, г).
Условные обозначения швов сварных соединений.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис. 10. Ниже приведены номера некоторых стандартов на типы и конструктивные элементы швов сварных соединений для различных видов сварки: ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»; ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»; ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»; ГОСТ 15164-79 «Электрошлаковая сварка. Соединения сварные».
Этими стандартами в зависимости от толщины металла устанавливаются формы поперечного сечения и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения.
Для обозначения сварных швов используют также вспомогательные знаки (табл. 1).
Таблица 1
Вспомогательные знаки для условного обозначения сварных швов
Если линия-выноска проведена от изображения шва с лицевой стороны, то условное обозначение шва наносят на полке линии-выноски, если с оборотной - то под полкой.
На рис. 11 показано условное обозначение шва углового соединения под тупым углом (ГОСТ 11533-75) без скоса кромок (У2), двухстороннего, выполненного автоматической сваркой под флюсом с предварительным наложением подварочного шва (А пш) по замкнутой линии.
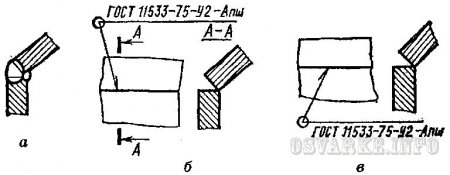
Рис. 11. Форма поперечного сечения шва углового соединения (а) и условные обозначения шва с лицевой (б) и оборотной (в) стороны
Вопрос 2. Колебательные движения электродов (назначение, разновидности).
Для образования сварного шва электроду придается сложное движение в трех направлениях.
Первое движение - это поступательное движение электрода по направлению его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги.
Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки.
В результате этих двух движений образуется узкий, шириной не более 1,5 диаметров электрода, так называемый ниточный шов . Такой шов применяется при сварке тонкого металла, а также при наложении первого шва при многослойной (многопроходной) сварке.
Третье движение - это колебание конца электрода поперек шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек шва (рис. 12) могут быть различными и определяются формой, размером и положением шва в пространстве.
Заработайте на своих знаниях . Отвечайте на вопросы и получайте за это деньги!
11 декабря 2011 | Просмотров: 27987 |