Заводы производители балок сварных переменного сечения. Двутавровые сварные балки
Прежде чем говорить об изготовлении сварной балки, полезно разобраться с вопросом – зачем она нужна? Чем обычный, горячекатанный двутавр не устраивает потребителя? Какие преимущества может дать технология сварки по сравнению с горячей прокаткой?
По сути своей сварная балка аналогична горячекатанной с параллельными полками ГОСТ 26020-83. Этот стандарт описывает горячекатаные балки высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм. Балки с параллельными гранями полок производятся трех видов.
- Б - нормальные двутавровые;
- Ш - широкополочные двутавровые;
- К - колонные двутавровые.
Характеристики изготовления сварных двутавровых балок и сортамент соответствуют этому стандарту. Разница у серийной продукции заключается в основном в цене. Прокатывать балку больших размеров очень затратный процесс, проще и дешевле ее сварить на автоматической линии. Поэтому, начиная с 55 номера, в конструкциях часто применяется сварной тип.
Технологии производства сварных балок
Следующей важной причиной является необходимость изготовления балки с размером более 1000 мм. Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.

Последним фактором в пользу сварных двутавров является возможность получения специальных размеров и геометрии, под заказ. Технология прокатки обеспечивает очень широкий ассортимент размеров и соотношений ширины полок к высоте, но изготовление сварной балки с иной геометрией принципиально, ни чем не ограничено.
Наша компания осуществляет производство сварных двутавровых балок с сортаментом по ГОСТ26020-83 и по специальным размерам на заказ. Причем стоить отметить важное преимущество – заказывая ООО «ИнТехПро» двутавр, вы можете получить готовое, нужное вам изделие. Т.е. будут просверлены все отверстия для крепления деталей, приварены ребра жесткости и т.д. Разумеется, все будет зачищено и покрашено в соответствии с ГОСТом. В этом случае, покупателю отгружается не просто изготовленная сварная балка, стоимость которой меньше чем цена обычного двутавра, он получает готовую к установке металлоконструкцию. Такой подход снижает затраты и экономит время производства.
Колонны сварные из двутавра

Колонный двутавр редко используется в качестве балок перекрытия, или других элементов, не связанных с вертикальной нагрузкой. Широкие и толстые полки практически не дают преимущества при горизонтальной нагрузке, при этом значительно увеличивают расход металла. В итоге колонный двутавр имеет самый большой вес погонного метра среди двутавров, главным его предназначением остаются колонны, в ином качестве его использовать не выгодно.
В связи с этим, заказывая в нашей компании сварные балки для колонн, строители получают дополнительное преимущество по сравнению с приобретением горячекатаного проката. Покупатель может сразу получить не просто колонный двутавр, а полностью готовые к установке колонны. Изделие будет точно соответствовать всем размерам. В заводских условиях, в соответствии с чертежами будут просверлены необходимые отверстия, на колонну будут установлены все дополнительные элементы необходимые по проекту.
Операции сварки будут выполнены в соответствии с ГОСТами и с обязательным контролем качества. При необходимости колонны будут загрунтованы и покрашены.
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно автоматами под флюсом. Обычно двутавр собирают из трех листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления и проплава шва. Поэтому сварка, как правило, производится с двух сторон. Первый слой целесообразно сваривать на флюсовой подушке. В этом случае требования к точности сборки менее жестки, чем при сборке под сварку первого слоя на весу.
Схематически устройство флюсовой подушки показано на рис. 1. Листы 1 укладываются на стеллаж так, чтобы стык располагался над флюсовой подушкой, представляющей гибкий короб 2, закрепленный между балками стенда и заполненный флюсом. Прижимами 3 листы плотно прижимаются к стенду, подачей сжатого воздуха в шланг 4 создается равномерное поджатие флюса по всей длине стыка. Часто используют флюсомагнитные подушки, в которых листы к стенду прижимаются магнитами. Для обеспечения высокого качества выполнения сварного шва на всей его рабочей длине применяются заходная и выходная планки.
Сборка балки должна быть достаточно точной; особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки (рис. 1). Сборка на стеллаже с помощью простейших приспособлений является трудоемкой и может применяться только в единичном производстве. Использование приспособлений позволяет повысить производительность сборочных операций на 30-35%.
Рис. 1. Допуски на сборку Н-образного сечения
На рис. 2 показан кондуктор с винтовыми прижимами для сборки двутавровых балок. Основание выполнено в виде жесткой сварной рамной конструкции, состоящей из продольных и поперечных балок 1 и 3. Упоры 8 и прижимы 2 установлены на поперечных балках, продольные балки заделаны в фундамент. Подача длинных и гибких элементов балки в кондуктор осуществляется мостовым краном сверху с помощью жесткой траверсы со специальными захватами. Вертикальная стенка укладывается на продольные швеллеры 5 и 7, после чего устанавливаются полки, и детали плотно прижимаютсядруг к другу винтами 4. Прихватки обычно становятся только с одной стороны сверху, их размеры и расположение должны обеспечить жесткость и прочность балки при извлечении из приспособления краном и переносе к месту сварки.

Рис. 2. Кондуктор для сборки двутавровых балок
Для обеспечения прямолинейности собираемого двутавра верхние полки поперечных балок приспособления располагаются в одной плоскости, а упоры 5 выставляются по прямой линии. Симметрия расположения стенки относительно полок обеспечивается настройкой поддерживающих винтов 9. Настройку на определенный типоразмер Н можно выполнять перестановкой прижимов 2, а также швеллера 5 за счет проставки 6. Для этого в поперечных балках кондуктора следует предусмотреть ряд отверстий под болты крепления прижимов 2 и гаек 10.
Эффект использования сборочного приспособления существенно зависит от быстрого действия и надежности механизма зажатия элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные пневматическими зажимами с питанием от заводской сети сжатого воздуха. В этом случае зажатие и освобождение балки осуществляется переключением крана подачи воздуха. Обеспечение взаимной перпендикулярности полки и стенки при сборке требует поступательного перемещения зажимающего элемента. Это можно осуществить либо путем жесткого крепления прижимов на штоках цилиндров, либо прямолинейными направляющими прижимов с шарнирным креплением последних к штокам цилиндров (рис. 3).

Рис. 3. Сборочный кондуктор с пневматическими прижимами: 1 - пневматические цилиндры; 2 - переносная траверса; 3 - неподвижный упор; 4 - направляющие подвижного упора
Помимо рассмотренных кондукторов, предусматривающих зажатие собираемых элементов по всей длине, используют установки с самоходным порталом. На жесткой раме 1 смонтированы две продольные балки 5 и 6, из которых одна (балка 5) закреплена неподвижно, а другая (балка 6) может двигаться поперек рамы. Настройка такой установки на определенную высоту собираемой балки осуществляется перемещением продольной балки 6 с помощью винтов 10, приводимых во вращение электродвигателем 2 через редукторы 3 и 8 и вал 4. Сборочный портал состоит из ригеля 20 и ног 15 и 24 и имеет два, неподвижных пневматических прижима 21 и 25 и два подвижных прижима 17 и 19, установленных на тележках 16 и 18, закрепляемых винтами. Перемещение портала по рельсам 7 осуществляется с помощью приводных скатов 13 от двигателя 22 через редуктор 23 и цепную передачу. Захваты 26 предотвращают подъем портала при включении вертикальных прижимов. Элемент стенки укладывается на балки 5 и 6, полки - на поддерживающие винты 11, их установке помогают стойки 12. Сборщик усаживается на сиденье 14 и подводит портал к месту начала сборки (обычно это середина балки). Вертикальными прижимами лист стенки прижимается к раме установки, горизонтальными прижимами к стенке прижимаются пояса и в собранном сечении ставятся прихватки. Затем прижимы выключаются, портал перемещается вдоль балки на 500-700 мм и операция повторяется. После окончания сборки портал отводят в крайнее положение и пневматическими толкателями 9 поднимают собранную балку над рамой установки.

Рис. 4 Установка для сборки балок Н-образного сечения с самоходным порталом
Наличие или отсутствие ребер жесткости определяется размерами двутавровой балки и характером ее нагружения. Обычно вертикальные ребра жесткости устанавливаются и привариваются после сварки поясных швов.
В тех случаях, когда балка имеет большую высоту (например, при сборке элементов мостовых пролетных строений), ее стенка может составляться по ширине из нескольких продольных листов 1. Эти листы или сваривают встык, или с помощью горизонтальных ребер жесткости 2 угловыми швами втавр. Для сборки таких балок также может использоваться установка со сборочной скобой, но с большим количеством вертикальных прижимов 3 (рис. 5).

Рис. 5. Самоходный портал для сборки балок больших размеров
обычно автоматами под слоем флюса. Приемы и последовательность наложения швов могут быть различными. Приемы сварки наклоненным электродом (рис. 6, а, б) позволяют одновременно сваривать два шва, однако имеется опасность возникновения подреза стенки или полки.

Рис. 6. Способы укладки швов
На рис. 7 показан центровой кантователь. Предварительно собранная на прихватках балка 2 закрепляется зажимами в задней 1 и передней 3 бабках и с помощью червячной передачи 4 устанавливается в требуемое положение. Наличие подвижной задней опоры позволяет сваривать в таком кантователе балки различной длины.

Рис. 7. Центровой кантователь для сварки двутавровых балок
В том случае, если длина балки велика и необходимо предотвратить ее прогиб, можно между опорами расположить опорные разъемные кольца. На рис. 8 показан универсальный кантователь такого типа с подвижными опорами.

Рис. 8. Универсальный кантователь: 1 - подвижные опоры; 2 - зажимы; 3 - поворотное кольцо; 4 - приводной механизм; 5 - консольный кран
Для сварки балок малой жесткости можно использовать кантователь с жесткой рамой 1, опирающейся на две неподвижные опоры 2 с помощью цапф 3 (рис. 9). Весьма прост цепной кантователь (рис. 10). Он состоит из нескольких фасонных рам 5, на каждой из которых смонтированы две цепные звездочки (холостая 1 и ведущая 4) и холостой блок 6. Свариваемая балка 3 укладывается на провисающую цепь 2. Ведущие звездочки имеют общий приводной вал и обеспечивают поворот балки в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жёсткого и неизменного положения свариваемой конструкции, и поэтому во избежание смещения сварочной дуги с кромок детали сварку целесообразно производить сварочной головкой, перемещающейся непосредственно по балке. В некоторых случаях для сварки балок удобны кантователи на кольцах (рис. 11). Собранная балка укладывается на нижнюю часть кольца 1, откидная часть 2 замыкается с помощью откидных болтов 3, и балка закрепляется системой зажимов 4.

Рис. 9. Схема кантователя с жесткой рамой

Рис. 10. Цепной кантователь

Рис. 11. Кантователь с кольцами
Рассмотренные сборочные и сварочные приспособления, хотя и повышают производительность труда, по сравнению со сборкой я сваркой на стеллаже, однако вспомогательное время (на установку элементов, их закрепление, прихватку, освобождение от закрепления, извлечение из сборочного приспособления, перенос в приспособление сварочное, закрепление и поворот в положение, удобное для сварки, снятие готового изделия) остается весьма значительным.
Сварные двутавровые профили широко используют в строительстве и машиностроении, тавровые профили - в судостроении. При изготовлении их мелкими партиями заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие профили обходятся сравнительно дорого. Серийное производство сварных профилей в поточных линиях позволяет поднять производительность труда и снизить стоимость балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательна выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Примером установки первого типа может служить станок для сборки и сварки тавровых балок (рис. 12), принципиальная схема которого показана на рис. 13. Взаимное центрирование заготовок, перемещение со сварочной скоростью и автоматическая сварка под флюсом обоих швов осуществляются одновременно. Устройство для прижатия стенки тавра к поясу состоит из пневматического цилиндра и нажимного ролика 3. Центрирование элементов тавра производится четырьмя парами роликов; из них две пары 1 направляют пояс вдоль оси станины, а две другие пары 2 удерживают стенку вертикально и обеспечивают ее установку на середину пояса. Каждая пара имеет устройство для регулирования расстояния между ними в зависимости от ширины пояса и толщины стенки. Движение свариваемого элемента осуществляется приводным опорным роликом 4. Плавное изменение скорости подачи обеспечивается вариатором. На этой установке могут свариваться прямые и криволинейные балки таврового сечения высотой от 60 до 600 мм. Концы балки поддерживаются роликами опорных тележек 5.

Рис. 12. Сборка и сварка тавровых балок на станке

Рис. 13. Принципиальная схема станка для сварки балок таврового профиля
При повторном пропуске через установку может привариваться второй пояс для образования двутавровых балок высотой 300-500 мм.
По такому же принципу работают установки типа Pullmax, выпущенные за рубежом для изготовления сварных балок таврового, двутаврового и коробчатого сечений с высотой стенки 150-1500 мм и шириной полок 50-500 мм. Установка Pullmax состоит из рольганга питателя, оборудованного гидравлическими зажимами, сварочного стенда с двумя или четырьмя головками для сварки под флюсом и соответственного количества источников постоянного тока на 900 а каждый. Листовые заготовки требуемого размера закладываются, фиксируются и свариваются, проходя машину со скоростью до 100 м/ч. Установка обслуживается одним инженером и двумя подсобными рабочими.
Для дальнейшего развития установок непрерывного действия большое значение приобретает применение сварки током высокой частоты (450 000 гц). Так, за рубежом уже используют установки для сварки тавровых, двутавровых и Н-образных профилей из свернутых в рулон лент или полос. Имеющееся оборудование позволяет изготовлять двутавровые балки с максимальной высотой стенки 457 мм. Подача полос из трех рулонов осуществляется таким образом, что полки подходят к кромке стенки под некоторым углом (рис. 14). Две пары скользящих контактов обеспечивают протекание сварочного тока вдоль поверхности стыкуемых элементов и через место их контакта под обжимными роликами. Разогрев полки происходит на малую глубину, и поэтому степень осадки невелика. В случае необходимости для полок может использоваться профилированная лента, имеющая в середине выступ для сварки со стенкой. Скорость сварки достигает 60 м/мин. Процесс экономичен и успешно конкурирует с изготовлением балок прокаткой. Примером поточной линии второго типа является производство сварных двутавровых широкополочных балок на заводе им. Бабушкина. Как показано на схеме (рис. 15), поточная линия делится на пять участков.

Рис. 14. Схема непрерывного процесса изготовления балки из трех полос с помощью сварки
Со склада металла листы стенки подаются мостовым краном на рольганг 1. В случае, если стенка двутавра составляется из двух листов, то на рольганге 1 производится обрезка торцов кислородной резкой полуавтоматом и автоматическая сварка стыка стенки на флюсомагнитной подушке. Сваренные листы рычажным кантователем 2 кантуются на рольганг 3, где стык стенки проваривается с противоположной стороны. После правки в листоправильных вальцах 4 лист стенки с помощью магнитных манипуляторов 6, рольганга 5 и специальных направляющих тележек проходит дисковые и кромкокрошительные ножницы 7, обеспечивающие проектный размер высоты стенки, подвергается очистке кромок под сварку и подается в питатель 11.
Для полок используются полосы универсальной стали, продольные кромки которых обработке не подвергаются. Листы, имеющие длину, равную длине свариваемой балки, мостовым краном укладываются на рольганг 8, затем подаются в листоправильную машину 9 для правки плоскости и саблевидности. На рольганге 10 листы подвергаются зачистке средней части полки под сварку и мостовым электромагнитным краном переносятся в питатель 11. В питателе полки двутавра устанавливаются вертикально и вместе с горизонтально расположенной стенкой подаются на специальный сборочный стан 12.
Все операции в этом стане механизированы. Особенностью его является возможность сборки двутавров с предварительным натяжением стенки для предотвращения коробления ее от сварки. Пояса двутавра со стенкой соединяются непрерывными сборочными швами малого размера. Это позволяет осуществлять сборку с увеличенными зазорами без опасения появления прожогов и способствует удержанию стенки в растянутом состоянии в большей степени, чем при использовании прихваток. Два сборочных ниточных шва у обоих поясов накладываются одновременно в положении «в угол» четырьмя однодуговыми автоматами при скорости сварки до 144 м/ч.
Из сборочного стана собранный двутавр поступает на рольганг 13, где производится отбивка шлака и приварка выводных планок в виде тавриков 1 (рис. 15, а). Затем электромагнитным кантователем 14 (см. рис. 15) балка кантуется на 180° и поступает на участок сварки поясных швов, где они выполняются последовательно на четырех рабочих местах 15. Передвижение балки с одного рабочего места на другое полностью механизировано с помощью продольных 13 и подъемных поперечных рольгангов 16 и кантователей 14. Перед сваркой на каждом рабочем месте двутавровая балка устанавливается в положение «в лодочку» и сваривается трехдуговым автоматом под флюсом со скоростью 90-120 м/ч. Основные швы по своим размерам значительно превосходят сборочные швы, и поэтому последние полностью перевариваются. Процессы зажигания дуг, заварки кратера и отключения дуг автоматизированы, и это позволяет обходиться выводными планками длиной всего 150-200 мм
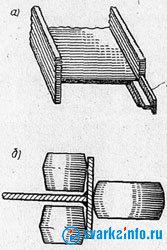
Рис. 15. Выводные планки при сварке угловых швов (а)
Изготовление сварной балки
Уважаемые господа мы рады предложить Вам новый вид продукции запущенный нами в этом году-это производство сварной двутавровой балки.
Номенклатура производимой сварной балки:
сварная от 45 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83;
сварная от 45 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93;
специальная сварная балка по индивидуальным размерам Заказчика;
Сварная балка (сварной двутавр) изготавливается из отдельных нарезанных листов горячекатаной стали. Представляет собой сварную конструкцию с техническими параметрами не ниже, чем у горячекатаной балки, изготовленной по ГОСТ 26020-83 или по СТО АСЧМ 20-93.
Сварная балка изготавливается длиной 12 м.
При изготовление балки используется сталь: Ст 09Г2С, Ст3 сп/пс5, Сталь 10ХСНД.
Благодаря внедрению современных сварочных комплексов сварки мы смогли дать конкурентную цену на выпускаемую нами сварную балку.В настоящее время цена от 35000 руб. за тн.
А на основные размеры применяемые в строительстве (45б1;50б1;55б1) мы можем предложить цену от 28000 руб.
Основное отличие между двумя видами балок - способ производства. Способ производства влияет на цену изделия, вес, промежуточное значение момента инерции.
В таблице мы сравнили характеристики сварной и горячекатаной балки
| Характеристики | h | h (ef) | t (w) | b (f) | t (f) | l (x) | W (x) | A | Вес |
| Горячекатаная балка 50 Б2 по СТО-АСЧМ | мм | мм | мм | мм | мм | См4 | См3 | См2 | Кг/м.пог. |
| 496 | 468 | 8 | 199 | 14 | 41872 | 1688 | 101,1 | 79,5 | |
| Сварная балка | 495 | 471 | 8 | 250 | 12 | 41959 | 1695 | 97,7 | 76,7 |
| 500 | 476 | 8 | 250 | 12 | 42912 | 1716 | 98,1 | 77,0 | |
| 510 | 486 | 8 | 230 | 12 | 41877 | 1642 | 94,1 | 73,9 |
Из таблицы следует, что удельный вес сварной балки меньше удельного веса горячекатаной балки. При применении балки высотой более 500 мм., металлоемкость значительно снижается.
Когда требуется обеспечить промежуточное значение момента инерции, например lx=42000 см4 горячекатаная балка 50 Б2 с lx=41872 см4 уже не проходит, а ближайшая горячекатаная балка 50 Б3 имеет lx=47849 см4 и вес 89,7 кг./м.пог.
Балка двутавровая сварная
Сварной металлический профиль, чье сечение представлено в виде буквы «Н» называется сварной двутавровой балкой . Она применяется при возведении каркасных конструкций, в качестве перекрытий для тоннелей и шахт, а также в качестве перекрытий при больших пролетах. Расчет сварной балки происходит в начале ее изготовления. При расчете учитывается устойчивость и ее последующая несущая способность. Размер сварных металлических балок зависит от типа опоры, особенно от ее ширины.
Виды сварного двутавра
Все сварные балки соответствуют ГОСТу и делятся на несколько видов:
· Балка горячекатаная;
· Специальная;
· Балка, изготовленная из низколегированной стали с содержанием углерода.
Сортамент сварного изделия принято делить на нормальный двутавр с литерой «Б», колонный (К), широкополочный (Ш). Стальные сварные балки
с полками имеют уклон и делятся на специальные, мостовые и обычные.
Изделия могут классифицироваться по следующим факторам:
· Метод производства;
· Прямое назначение;
· Толщина полок и стенок;
· Расположение граней полок относительно конструкции.
Производство двутавра
Современные технологии производства, предусмотренные для изготовления сварной балки , позволяют значительно менять свойства самого профиля, путем смешения различных видов стали. На наиболее напряженных участках конструкции применяется сталь с повышенной прочностью. Там, где несущая характеристика не особо важна, приемлемо применение стали с малым содержанием углерода.
Высокоточные технологии позволяют значительно сократить число отходов при производстве сварной балки , тем самым снизить конечную стоимость готовой продукции. При производстве продукции под какой-либо конкретный проект имеется возможность отступления от общепринятых стандартов. Преимуществом служит и возможность оптимизации сечения изделия. Благодаря этому, в значительной мере уменьшается общий вес всей металлоконструкции.
Процесс изготовления делится на несколько этапов:
· Резка заготовки;
· Сборка профиля;
· Сварка изделия под флюсом.
По окончании процесса, производится правка геометрии изделия, так как под воздействием высоких температур, балка может слегка деформироваться. Затем, изделие очищается и на его поверхность наносится защитное покрытие. Завод сварной балки изготавливает изделие, достигающее в длину 12 метров, что не противоречит нормативам.
Специализированная ПКФ «Метинвест-Сервис» предлагает широкую линейку металлопроката, включая полный ассортимент такой продукции, как сварные балки .
Изготовление сварной двутавровой балки на заводе: параметры цены
При формировании цены на выполняемый заказ, учитывается значительное количество параметров, основными из которых являются:
- Объём приобретаемого металлопроката и его стоимость;
- Сложность заказа;
- Необходимость предварительной разработки КМ или КМД;
- Требования заказчика по выпуску продукции с характеристиками, отличными от тех, которые задаются действующими стандартами;
- Срочность выполнения заказа и т.п.
Конкретная цена, по которой покупателю обойдётся сварная двутавровая балка , рассчитывается представителем ПКФ «Метинвест-Сервис» при получении заказа, с указанием его существенных параметров.
Производство сварной балки на заводе в Москве и Туле
Мы производим сварную балку на собственной производственной базе в Москве и Туле. Заказчик имеет возможность приобрести балку, соответствующую положениям действующих нормативов:
- Сводов правил:
- 13330.2011;
- 53-101-98;
- Стандартов:
- 23118-99 (ГОСТ);
- 8713-79 (ГОСТ);
- 14771-76 (ГОСТ);
- 26020-83 (ГОСТ).
При необходимости мы готовы изготовить балку с нестандартными размерами (по требованию заказчика).
Если клиенту необходима сварная балка, изготовление её мы выполняем с использованием сварочных автоматов, выполняющих поясные швы под флюсом. Двутавр собирается из трёх базовых элементов: две стенки и пояс.
Прежде, чем приступить к финишной сборке изделия специалисты «Метинвест-Сервис» выполняют ряд предварительных технических операций, в число которых входят:
- Правка исходного металла;
- Его резка;
- Обработка кромок заготовок.
Производство сварной балки предусматривает проплав всех стыковых соединений с учётом возможного противодействие ожидаемым усилиям. Чтобы обеспечить надёжность стыковки, швы провариваются с двух сторон с использованием, т.н. флюсовой подушки.
Выполнив сварку шва поясного, мы выполняем монтаж рёбер жёсткости. Завершающей операцией является сварка двутавра. После этого изделие поступает на кондуктор для устранения возможных нарушений геометрических параметров.
Изготовление сварной балки предусматривает использование такого специального металлообрабатывающего оборудования, как:
- Манипуляторы сварочные, оснащённые головками, работающими в автоматическом режиме. Технические возможности данного станка позволяют выполнять высококачественные сварные швы;
- Сварка может выполняться на стационарных сварочных станках: как портальных, так и консольных. Это оборудованием имеет встроенные системы контроля таких характеристик, как:
- Равномерность подачи флюса;
- Качество выполняемого сварного шва;
- Переработку отработанного флюса и его удаление.
- Если сварная балка выпускается мелким оптом, то применяется сварочный трактор.
Купить сварную балку (двутавр): цена в прайсе компании
Наше коммерческое предложение потенциальным заказчикам сформулировано в прайс-листе (открывается при нажатии), ознакомиться с которым можно на сайте, обратившись в отдел сбыта по любому из указанных контактов (zakaz@сайт, +7 495 230-70-33), либо при личном посещении ближайшего офиса компании.
Также, предлагаем ознакомиться с условиями поставки, ценами и прайсом на балку горячекатаную.
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных , обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.
Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.

В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
2 Производство сварной двутавровой балки
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:

3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.

Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования.