Какого размера подрезы допускаются в сварных швах. Дефекты сварных швов. Виды дефектов сварных швов
Дефектами сварных швов и соединений называют различные отклонения от требований чертежа и условий выполнения сварочных работ, ухудшающих качество соединения (его эксплуатационные свойства, герметичность, сплошность и др.). От возникновения брака не застрахован никто, поэтому сварщик должен знать возможные дефекты, причины их возникновения, а также методы устранения, о чем дальше и пойдет речь.
Причины возникновения дефектов сварочных соединений
Сварочный процесс осложняется многими факторами, к которым можно отнести как объективные (свойства соединяемых материалов), так и субъективные (точное соблюдение технологичности процесса, правильность выбора технологии). Оправдать возникновение брака у профессионального сварщика можно только объективными причинами, да и то лишь в какой-то мере.
Основными причинами, которые приводят к образованию дефектов сварочных швов, являются:
- неправильная подготовка свариваемых поверхностей;
- несоответствие или неисправность сварочного инструмента;
- неправильный выбор защитных флюсов или газов и нарушение технологии их использования;
- недостаточная квалификация сварщика;
- несоблюдение в полной мере требуемых режимов сварки (мощность рабочего тока, длина дуги и др.).
Разновидности дефектов сварочных швов

Все дефекты таких соединений можно разделить на 2 основных типа:
- Внешние, которые можно обнаружить невооруженным глазом. Они могут проявляться в виде прожога, непровара и других признаков.
- Внутренние, которые проявляются в виде трещин, пор и других нежелательных образований.
Внешние дефекты сварочных соединений
К данным дефектам относятся нарушения геометрических размеров сварных соединений (наплывы, подрезы), а также прожоги, непровары и незаваренные кратеры.
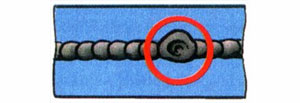
Наплывы (натеки) наиболее часто появляются при горизонтальной сварке вертикальных поверхностей. Это приводит к натеканию расплавленного металла на кромки основного металла, имеющего намного меньшую температуру (рис. 1). Они могут возникать на небольшом участке или же иметь большую протяженность вдоль сварной зоны.
Причинами возникновения наплывов являются:
- длинная дуга;
- большая величина сварного тока;
- неправильное положение электрода.
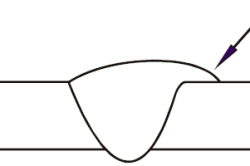
Рисунок 1. Наплывы чаще выявляются при горизонтальной сварке.
При кольцевом соединении наплывы могут появляться при большом или недостаточном смещении электрода с зенита. В местах наплывов достаточно часто могут возникать и другие дефекты. Не допустить образование наплывов можно подбором правильного режима сварки и качественной подготовкой свариваемой поверхности (удаление окалины и др.).
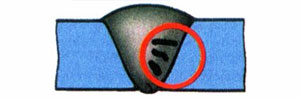
Подрез – дефект в виде канавки в основном металле по краям сварочного шва (рис. 2). Данный дефект является самым распространенным при сварке нахлесточных или тавровых соединений, но иногда возникает при создании стыковых соединений. В большинстве случаев он возникает из-за неправильно подобранных параметров сварочного процесса.
При угловой сварке подрезы могут возникать из-за того, что дуга направляется больше на вертикальную поверхность, чем на горизонтальную. Это приводит к тому, что расплавленный металл стекает на нижнюю кромку и его не хватает для полного заполнения ванны. При слишком большой скорости сварки и большом напряжении сварочные швы могут выйти горбатыми. Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Снижение скорости сварки позволяет устранить этот дефект.
На возникновение подрезов влияет и длина дуги. При увеличении величины дуги возрастает и размер шва, что приводит к увеличению количества расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь шов, кромки быстро остывают, в результате чего образуются подрезы. Уменьшение длины дуги не только может избавить от подрезов, но и увеличивает проплавление .
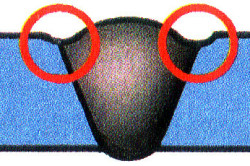
Рисунок 2. Подрез представляет собой дефект, проявляющийся в виде канавки по краям сварочного шва.
Следует отметить, что выполнить ряд сварочных соединений без дефектов практически невозможно. При этом следует обеспечить в шве минимум допустимых дефектов. При осуществлении сварочных работ необходимо помнить, что правильный выбор оборудования и технологии сварки имеет большое влияние на весь процесс сварки.
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные - трещины, прожоги.
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Трещины . Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Способствует их возникновению также повышенное содержание в шве углерода и различных примесей - кремния, никеля, серы, водорода, фосфора.
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Подрезы . Подрезы - это углубления (канавки) в месте перехода "основной металл-сварной шов". Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.


Наплывы . Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам - при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.


Прожоги . Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
Непровар . Непровары - это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры . Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.

Свищи . Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный - вырезка дефектного места и заварка.

Посторонние включения . Включения могут состоять из различных веществ - шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные - из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Пористость . Пористость - это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.


Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла . Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом - ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Порами называют заполненные газом полости в швах, имеющие округлую, вытянутую или более сложную форму. Они возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры располагаются по оси шва или по его сечению, а также вблизи от границы сплавления. При дуговой сварке поры выходят или не выходят на поверхность шва (рис. 6-24, а, б), располагаются цепочкой по оси шва (рис. 6-24, а) или отдельными группами (рис. 6-24, в). Поры, выходящие на поверхность шва, иногда называют свищами. При электрошлаковой сварке и дуговой сварке с принудительным формированием поры не выходят на поверхность шва (рис. 6-24, г), что обусловлено более ранним затвердеванием примыкающей к формирующим устройствам части металла сварочной ванны. Поры могут быть микроскопическими (несколько микрометров) и крупными (4-6 мм в поперечнике).
Выходящие на поверхность поры выявляются при внешнем осмотре. Поры, не выходящие на поверхность, выявляются теми же методами, что и не выходящие на поверхность трещины. Поры - недопустимый дефект сварных швов для аппаратуры, работающей под давлением и под вакуумом или предназначенной для хранения и транспортировки жидких и газообразных продуктов. Для других конструкций поры не являются столь серьезным дефектом, как трещины. Однако наличие пор при всех условиях нежелательно. Вопрос о допустимости пор решается в зависимости от условий эксплуатации конструкции.
Рис. 6-24. Поры в металле шва:
а - выходящие на поверхность шва;
б - не выходящие на поверхность шва;
в - групповое расположение пор;
г - расположение пор при электрошлаковой сварке
Если образование и выделение газов при сварке происходит в период, когда металлическая ванна находится в жидком состоянии, и протекает интенсивно, то пузырьки газов успевают полностью выделиться. Их выделение не только не приводит к образованию пор, но оказывает рафинирующее действие на сварочную ванну, снижая ее газонасыщенность. Если же образование и выделение газов происходит в период затвердевания ванны и проходит вяло, пузырьки газа не успевают всплыть и остаются в металле в виде пор.
Образование пор в швах на стали от выделения водорода и азота обусловлено резким снижением их растворимости в процессе затвердевания металла сварочной ванны. Находящиеся в жидком состоянии железо и его сплавы могут растворять значительные количества водорода и азота. По мере остывания металла растворимость этих газов снижается. При уменьшении температуры вплоть до температуры плавления растворимость снижается постепенно и образовавшиеся пузырьки свободно всплывают на поверхность жидкой ванны. При затвердевании металла снижение растворимости водорода и азота происходит скачкообразно. Например, при затвердевании низкоуглеродистой стали растворимость азота снижается в 4 раза, а водорода в 1,7 раза.
Более низкая растворимость водорода и азота в твердом металле по сравнению с растворимостью их в жидком металле ведет к обогащению расплава этими газами, что способствует зарождению газовых пузырьков на поверхности раздела жидкого и твердого металлов. При резком увеличении количества выделившегося газа не все пузырьки успевают всплыть на поверхность сварочной ванны, часть их остается в шве.
Поры от окиси углерода возникают при недостаточной раскисленности металла сварочной ванны. Растворенные в жидкой стали углерод и кислород реагируют между собой по реакции [С] + [О] = СО. (6-1)
Образующаяся при этом окись углерода может давать начало зародышам газовой фазы или же выделяться в уже существующие пузырьки других газов. Для возникновения зародышей окиси углерода необходимы определенный избыток содержаний углерода и кислорода над равновесным и благоприятные условия для зарождения газовой фазы.
В реальных условиях сварки пористость швов обычно вызывается совместным действием нескольких газов. Если в процессе затвердевания металла сварочной ванны сила внутреннего давления в газовом зародыше или пузырьке заметно превышает барометрическое давление, металл будет кипеть и в шве появятся поры. Сила внутреннего давления в газовом зародыше или пузырьке состоит из парциальных давлений отдельных газов.
Водород поступает в атмосферу дуги, а из нее в сварочную ванну из ржавчины, влаги и других загрязнений, находящихся на поверхности свариваемых кромок и присадочного металла, из защитного газа или из материалов, входящих в состав покрытия или флюса.
Уменьшить растворение водорода в металле сварочной ванны можно ограничением доступа водорода и водяного пара в зону сварки; снижением парциального давления водорода и водяного пара в атмосфере дуги за счет связывания водорода в HF и разбавления его другими газами; снижением растворимости водорода в жидком металле вследствие окисления или легирования последнего; уменьшением растворения водорода в металлической ванне технологическими способами (применением постоянного тока, изменениями режима сварки, применением соответствующих сварочных материалов и т. п.); удалением водорода из металлической ванны при ее кипении; увеличением времени удаления водорода из металлической ванны.
Основным способом ограничения поступления водорода и водяного пара в зону сварки является очистка свариваемых кромок от ржавчины, влаги, масла, краски и других водородсодержащих веществ. При низкой температуре кромки следует также очищать от инея и влаги и просушивать. Чтобы избежать концентрации влаги на свариваемых кромках, рекомендуется их нагревать до температуры 100° С и выше. Ржавчину, масло или краску можно выжигать кислородно-ацетиленовой горелкой или резаком. Сварочную проволоку следует очищать от следов волочильной смазки и других загрязнений, избегать операции травления проволоки при ее волочении (лучше производить светлый отпуск). Сварочные электроды необходимо надежно упаковывать и хранить в сухом помещении. Защитный газ следует применять с минимальной влажностью. Флюс должен быть хорошо прокален.
Азот поступает в зону сварки, а из нее в сварочную ванну из окружающей атмосферы, а также из расплавляемых основного и дополнительного металлов. Избежать пористости от азота можно путем ограничения растворения азота в жидком электродном металле и металлической ванне до величин, меньших растворимости азота в твердом металле; повышения растворимости азота в твердом металле; связывания азота в металле шва в стойкие нитриды.
Растворение азота в металле ограничивают применением газовой или шлаковой защиты зоны сварки от доступа воздуха. Кроме того, нужно исключить все другие возможности поступления азота в зону сварки. Содержание азота в основном металле и сварочной проволоке не должно превышать допустимого. Нельзя выполнять прихватки, монтажные и подварочные швы электродами со стабилизирующим покрытием или покрытыми электродами с отбитой обмазкой. Содержание азота в защитных газах должно быть минимальным.
Повышение растворимости азота в твердом металле и связывание его в стойкие нитриды требуют дополнительного легирования металла шва элементами, обладающими большим химическим сродством к азоту. К таким элементам принадлежат титан, алюминий, церий, цирконий и др. Вводить в металлическую ванну нитридообразующие элементы целесообразно лишь тогда, когда нет возможности ограничить доступ азота в зону сварки.
К металлургическим способам предупреждения пористости от азота принадлежит также дегазация жидкого металла при его кипении. В частности, этот способ применяют при сварке и наплавке под флюсом металла с повышенным содержанием азота. Для этого иногда используют сварочную проволоку с повышенным содержанием углерода.
Среди кислородных соединений окись углерода и водяной пар отличаются тем, что при температурах существования жидкой стали они находятся в газообразном состоянии. В связи с этим одной из важнейших задач раскисления сварочной ванны является предупреждение образования этих газов во время затвердевания металла. Чтобы избежать пористости от выделения газообразных кислородных соединений, в зону сварки вводят элементы с высоким химическим сродством к кислороду, образующие твердые или жидкие окислы. Соединяясь с кислородом, эти элементы тормозят реакции образования окиси углерода и водяного пара. Эффективность действия элементов-раскислителей характеризуется их раскислительной способностью, т. е. их способностью снижать концентрацию кислорода в стали. О раскислительной способности элементов можно судить по рис. 6-25, на котором показано количество кислорода, находящегося в равновесии с данным количеством элемента. Количество растворенного в жидком металле кислорода будет тем меньше, чем выше химическое сродство к кислороду данного элемента и больше его концентрация в расплаве. Небольшие присадки титана и алюминия могут подавлять реакцию образования окиси углерода в жидкой стали.
Кремний при достаточной его концентрации в расплаве также способен подавить образование окиси углерода. Раскисляющая сила углерода практически не изменяется с изменением температуры, тогда как раскисляющая сила кремния при снижении температуры возрастает. В равновесных условиях при температуре затвердевания стали кремний является лучшим раскислителем, чем углерод. Поэтому кремний способен остановить реакцию образования окиси углерода и успокоить кипение твердеющей стали. Связанный с титаном, алюминием, кремнием и другими сильными раскислителями кислород уже не может взаимодействовать с углеродом.

Рис. 6-25. Раскислительная способность элементов при температуре 1600° С (А. М. Самарин)
При сварке плавлением раскисление осуществляется путем введения элементов-раскислителей в сварочную ванну из основного металла, сварочной проволоки, электродного покрытия, керамического флюса и т. п. При наличии достаточного количества сварочного шлака раскисление может осуществляться за счет восстановления кремния и марганца из шлаковой фазы.
На пористость швов существенно влияет скорость кристаллизации сварочной ванны. При большой скорости кристаллизации металла рост кристаллитов обгоняет рост и всплывание пузырька газа, и пузырек запутывается в металле, в результате чего образуется пора. Снижение скорости сварки, увеличение объема сварочной ванны, уменьшение теплоотвода в основной металл и увеличение его начальной температуры снижают скорость кристаллизации металла и уменьшают пористость швов. Некоторое влияние оказывает и форма сварочной ванны. Повышение значения коэффициента формы шва приводит к уменьшению вероятности возникновения пор, так как при этом улучшаются условия для всплывания пузырьков в результате выдавливающего действия растущих дендритов.
Исходят, главным образом, из того, что металл сварного шва должен быть сплошным. И все образования, которые делают сварной шов неоднородным, принято считать дефектами. Различают следующие виды дефектов сварного шва : микро- и макротрещины (горячие и холодные), непровары, поры, различные включения.
Внутренние и наружные дефекты сварных швов
Самый распространённый метод классификации дефектов сварки - по их месту расположения. Согласно этой классификации, различают внутренние и наружные сварные дефекты. Наружные выходят на поверхность шва и околошовной зоны, а внутренние располагаются внутри соединения, не выходя на поверхность. Из этого следует, что один и тот же вид дефектов (например, трещины или поры) может быть как внутренним (если располагается внутри), так и наружным (если выходит на поверхность).
Наружные сварные дефекты
К наружным дефектам сварных соединений относят неравномерность формы сварного шва из-за неправильного его формирования, подрезы шва, прожоги свариваемого металла, наплывы, трещины, поры и другие дефекты, которые располагаются на поверхности металла. Все они выявляются при внешнем визуальном осмотре сварного соединения. Ниже по тексту перечислены и показаны распространённые виды наружных дефектов.
Внутренние сварные дефекты
К внутренним дефектам сварных соединений, согласно ГОСТ23055, относятся неметаллические, шлаковые и оксидные включения, непровары и несплавления металла, а также поры и трещины, не выходящие на поверхность металла. Для того, чтобы выявить подобные дефекты, на практике применяются методы неразрушающего контроля сварки. Ниже по тексту рассказывается о часто встречающихся видах внутренних дефектов.
Дефекты формирования шва
Дефекты формирования сварных швов проявляются в неравномерности их формы (см. рисунок справа). Формируются они из-за непостоянных режимов сварки, непостоянного зазора между свариваемыми кромками и неравномерного угла скоса кромок. Несоответствие фактической формы шва требуемой может проявится вследствие неверной , из-за неправильного расположения электрода относительно сварных кромок.
Подобный дефект может проявиться и при других . Например, при автоматической сварке причиной появления такого дефекта могут стать проскальзывание сварочной проволоки в подающем механизме, перепад напряжения в сети, попадание расплавленного металла в зазоры и др.
Непровар сварного шва
 Чаще
всего, непровары в сварных швах происходят в тех случаях, когда между сварными
кромками небольшие зазоры, при большом притуплении кромок, а также при наличии
на них загрязнений, при неправильном положении электрода или сварочной проволоки
относительно свариваемых кромок, при недостаточной силе сварочного тока и при
завышенной скорости сварки.
Чаще
всего, непровары в сварных швах происходят в тех случаях, когда между сварными
кромками небольшие зазоры, при большом притуплении кромок, а также при наличии
на них загрязнений, при неправильном положении электрода или сварочной проволоки
относительно свариваемых кромок, при недостаточной силе сварочного тока и при
завышенной скорости сварки.
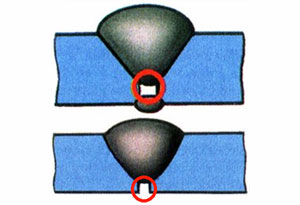
Очень часто непровары образуются в корне шва (схема а) и б) ни рисунке слева и схемы в) и г) на рисунке). При автоматической сварке под флюсом непровары, в большинстве случаев, формируются в начале сварного шва. Чтобы предотвратить их появление, сварку рекомендуется производить на специальных подкладках. Непровары - одни из самых опасных дефектов для сварного соединения.
Подрезы сварных швов
 Подрезы
сварных швов формируются на поверхности соединения. Подрезы - это углубления
в основном металле, расположенные по краям сварного шва. Они появляются из-за
излишне большой силы сварочного тока и из-за большой длины электрической дуги,
т.к. в этом случае ширина сварного увеличивается и края сварных кромок оплавляются
сильнее.
Подрезы
сварных швов формируются на поверхности соединения. Подрезы - это углубления
в основном металле, расположенные по краям сварного шва. Они появляются из-за
излишне большой силы сварочного тока и из-за большой длины электрической дуги,
т.к. в этом случае ширина сварного увеличивается и края сварных кромок оплавляются
сильнее.
Различают несколько видов сварных трещин:
Вид сварного дефекта. А также его величина и место его возникновения.
Механические свойства сварного соединения. Это предел прочности, текучесть, ударная вязкость, пластичность, сопротивляемость коррозии, сопротивление усталостному разрушению и т.д.
Условия, при которых изделие эксплуатируется. В основном, это характер окружающей среды.
Функции, которые должно выполнять изделие. Существует даже такой термин: "пригодность для данной цели". Т.е. один и тот же дефект в сварном шве может быть допустим для выполнения одной задачи, и недопустим для выполнения другой.
Для принятия решения о допустимости дефектов того, или иного типа и величины, необходимо, чтобы измерительная способность прибора для контроля дефектов была выше, чем допустимая величина дефекта. Т.е., если в сварном шве допускаются дефекты, величиной не более 2мм, то нельзя использовать для контроля этого шва прибор, с измерительной способностью 5мм.
Для того, чтобы определить максимальную величину допустимого дефекта, необходимо иметь ввиду, что дефекты сварных швов увеличивают, главным образом, способность стали к усталостному и хрупкому разрушению.
Для разрушений такого вида, наибольшую опасность представляют плоскостные дефекты (микротрещины, макротрещины, непровары). В случае их выявления, нужно обратить внимание не только на максимальные размеры отдельно взятых дефектов, но и на их взаимное расположение и на их количество.
Опасность плоскостных дефектов заключается в том, что они являются концентраторами высоких напряжений из-за отсутствия радиуса закругления у трещин. Пространственные дефекты, такие, как поры, газовые пузыри или какие-либо включения имеют какой-либо радиус закругления, поэтому, представляют собой меньшую опасность, даже при большем количестве.
При маленьком закруглении у основания трещины, для того, чтобы оценить действующие в ней напряжения, применяют коэффициент интенсивности напряжений К1, позволяющий оценить механику разрушения. Коэффициент интенсивности напряжений возможно определить в том случае, если напряжение, необходимое для разрушения, меньше предела текучести материала. Определяется он по формуле:
где а - величина (высота) наружного дефекта, или половина величины внутреннего
дефекта;
бm
- напряжение при растяжении;
бв
- напряжение при изгибе;
Мm и Мв - коэффициенты, величина которых определяется отношением величины дефекта
к толщине детали и расположением дефекта;
Q - коэффициент, зависящий от формы дефекта.
Для сварных соединений, не подвергаемых отжигу после сварки, с целью уменьшения внутренних напряжений, для оценки допустимости сварных дефектов необходимо использовать расчёт критического раскрытия трещины (COD). Вычисление коэффициента К1, или нахождение величины критического раскрытия, даёт возможность с высокой точностью определить величину возможного допустимого дефекта сварного шва.
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА по профессии «СВАРЩИК»
Преподаватель спецдициплин
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Цели занятия
Изучив данный учебный элемент, вы будете знать:
Основные дефекты сварных соединений;
Причины возникновения дефектов в сварных соединениях.
Сопутствующие учебные элементы и пособия
- «Типы сварных соединений».
- «Виды сварных швов».
Общие сведения
Данный учебный элемент охватывает основные дефекты сварных соединений и причины, вызывающие их появление в процессе ручной дуговой сварки (сварка покрытыми металлическими электродами).
Учебный элемент содержит используемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов, которые применяются в документации всех видов научно-технической, учебной и справочной литературе .
Основные понятия
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований к размерам, форме и свойствам сварных соединений, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению сварного соединения и всей конструкции.
В процессе изготовления сварного соединения в металле шва и околошовной зоне могут быть получены сварочные дефекты.
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние .
Внешние дефекты - это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
Внешние дефекты:
Несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
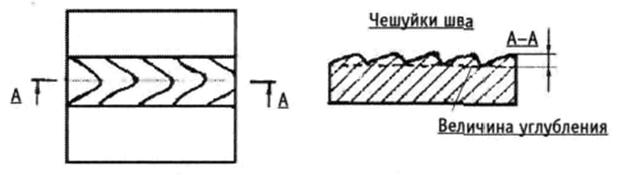
Неравномерная грубая чешуйчатость;
Западания между валиками;
Брызги металла;
Прожоги;
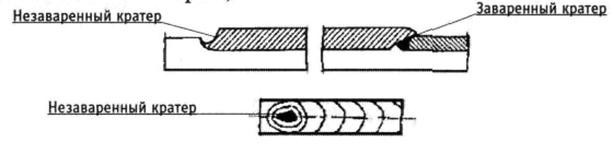
Незаплавленные кратеры;
Подрезы основного металла;
Поры (одиночные, скопление, цепочки);
Шлаковые включения (одиночные, скопление, цепочки);
Трещины;
Непровары корня шва;
Проплавление;
Вогнутость корня шва.
Внутренние дефекты - это дефекты, выявленные при использовании неразрушающих методов контроля таких, как радиографический контроль, ультразвуковой контроль.
Внутренние дефекты;
Непровары между свариваемыми кромками;
Непровары в корне шва;
Внутренние трещины;
Поры и шлаковые включения (одиночные, скопления, цепочки), не выходящие на поверхность.
Основные дефекты сварных швов и причины их возникновения
Трещина сварного соединения - дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
К трещинам сварного соединения относятся:
- продольная трещина - трещина, ориентированная вдоль оси сварного шва;
- поперечная трещине - трещина, ориентированная поперек оси сварного шва.
http://pandia.ru/text/78/161/images/image003_21.gif" realsize="231x123" width="231" height="123" align="left hspace=">
- кратерная трещина - трещина (продольная, поперечная, разветвленная) в кратере валика (слоя) сварного шва.
Причины появления трещин:
Нарушение разработанной технологии сварки;
Несоответствие применяемых сварочных материалов;
Склонность свариваемого металла к закалке;
Высокие скорости охлаждения сварного соединения;
Сварка изделия при низкой температуре.
Причина появления кратерной трещины
Исправление: вырезка, вышлифовка до полного удаления дефекта с последующей заваркой.
Свищи
http://pandia.ru/text/78/161/images/image005_12.gif" align="left" width="227" height="260">Поры
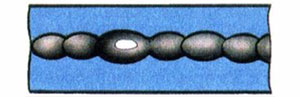
Пора в сварном шве - дефект сварного шва в виде полости округлой формы, заполненной газом.
Цепочка пор в сварном шве - группа пор в сварном шве, расположенных в линию.
Скопление пор в сварном шве – группа близко расположенных пор.
Причины появления пор:
Сварка увлажненными (непросушенными) покрытыми электродами;
Плохая подготовка кромок под сварку (наличие ржавчины, масла, краски и др. загрязнений);
Завышение скорости сварки.
Скопление пор - недопустимый дефект.
Исправление: для плоских элементов - вышлифовка, механическая строжка или фрезеровка, воздушно-дуговая строжка (ВДС) угольными электродами с последующей заваркой.
Для трубных элементов - выборка дефектов на токарном станке с последующей заваркой.

Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины непровара свариваемых между собой кромок:
Заниженный зазор между свариваемыми кромками;
Завышенное притупление кромок;
Малый угол скоса кромок;
Завышение скорости сварки;
Смещение электрода с оси стыка;
Недостаточная сила сварочного тока;
Неравномерная величина притупления кромок по длине стыка;
Новые валики (или слои) выполняются по слою предыдущего металла с неудаленным сварочным шлаком при многослойной сварке;
Недостаточно точное направление электрода относительно предыдущего валика (или слоя) при многослойной сварке;
Блуждание сварочной дуги (магнитное дутье).
Исправление: при небольших объемах работ - вышлифовка, при больших объемах работ - механическая строжка, фрезеровка на станке или воздушно-дуговой сторожкой, выплавка газовой резкой с последующей заваркой.
Прожог
Прожог сварного шва - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины прожога:
Завышенный сварочный ток;
Малое притупление свариваемых кромок;
Неравномерный зазор по длине между свариваемых кромок;
Малая скорость сварки;
Неравномерная величина притупления кромок по длине стыка.
Исправление: зашлифовка с двух сторон с последующей заваркой.
Шлаковые включения
Шлаковые включения сварного шва - дефект в виде вкрапления шлака в сварном шве.

Причины появления шлаковых включений:
Завышение скорости сварки;
Плохая подготовка кромок под сварку;
Плохо отбита шлаковая корка предыдущего (нижнего) слоя,
Большая длина сварочной дуги.
Скопление шлаковых включений - недопустимый дефект.
Исправление: для плоских элементов - вышлифовка (отдельно стоящий и скопление шлака) механическая и воздушно-дуговая строжка (ВДС) (цепочки шлака) с последующей заваркой.
Для трубных элементов - вышлифовка (отдельно стоящий или скопление шлака), выборка на токарном станке (цепочки шлака) с последующей заваркой.
Брызги электродного металла
Брызги металла - дефект в виде капель на поверхности сварного соединения.
Причины появления брызг металла:
Завышенный сварочный ток;
Большая длина сварочной дуги;
Магнитное дутье;
Некачественно изготовленный электрод (эксцентричность покрытия).
Исправление: срубить зубилом и молотком, с последующей зашлифовкой мест удаления.
Поверхностное окисление
Поверхностное окисление сварного соединения - дефект в виде окалины или пленки окислов на поверхности сварного соединения.
Причины появления окисной пленки:
Плохая защита металла от воздуха;
Преждевременное удаление слоя шлаковой корки со сварного шва;
Перегрев металла.
Исправление: если нет особых требований к окисной пленке на чертеже, допускается не удалять. В противном случае - зачистка вручную металлической щеткой или с помощью шлифовальной машины.
Подрез
Подрез зоны сплавления - дефект в виде углубления по линии сплавления сварного шва с основным металлом
Подрезы зоны сплавления: как правило - двусторонний при сварке стыкового шва, и односторонний на вертикальной плоскости при сварке углового шва.
Причины появления подреза:
Низкая квалификация сварщика (неправильные поперечные движения концом электрода);
Смещение электрода в сторону вертикальной стенки при сварке углового шва (подрез вертикальной стенки);
Завышение сварочной дуги;
Завышенная скорость сварки;
Эксцентричность покрытия электрода.
Исправление: расшлифовка (сглаживание) подрезов или их подварка.
Дефекты формирования сварного шва

К дефектам формирования сварного шва относятся:
- наплыв в сварном соединении - дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
- углубление между валиками - это продольная впадина между двумя соседними валиками шва;
-грубая чешуйчатость - поперечные или округлые углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны;
-кратер - дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании, располагается в местах резкого обрыва дуги или окончания сварки;
- превышение усиления сварного шва - избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва;
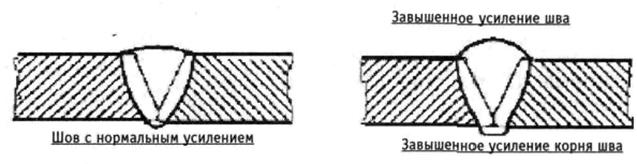
- превышение выпуклости сварного шва - избыток наплавленного металла на лицевой стороне углового шва;
-  местное превышение проплавления сварного шва
– местный избыточный проплав (с внутренней стороны одностороннего шва);
местное превышение проплавления сварного шва
– местный избыточный проплав (с внутренней стороны одностороннего шва);
- протёк сварного шва - стекание металла вследствие действия силы тяжести;
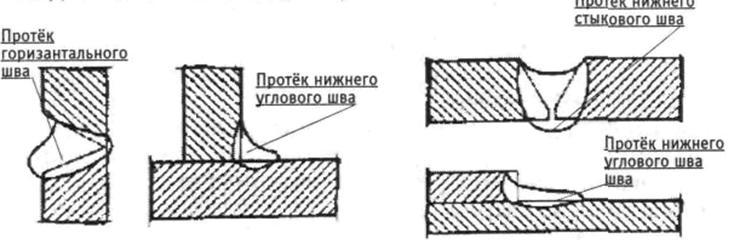
http://pandia.ru/text/78/161/images/image020_5.gif" align="left" width="288" height="136">
- неравномерная ширина шва - чрезмерное колебание ширины шва
-  неравномерная высота шва
- чрезмерная неровность наружной поверхности шва;
неравномерная высота шва
- чрезмерная неровность наружной поверхности шва;
- плохое возобновление шва - местная неровность поверхности в месте возобновления сварки.

Причины появления дефектов формирования сварного шва : такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
Неправильном выборе режима сварки;
В результате низкой квалификации сварщика;
Из-за низкого качества сборки узла.
Причины появления незаверенного кратера:
Низкая квалификация сварщика;
Резкий обрыв сварочной дуги.
Категория дефекта : наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость - допускаются при выполнении требований нормативно-технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Исправление: подшлифовать и подварить.
Исправление: подварить.
 Усадочная раковина
Усадочная раковина
Усадочная раковина сварного шва: дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металом.
Причины появления усадочной раковины: местное засорение металла сварочной ванны легкоплавкими веществами на основе серы, фосфора и др.
Исправление: подшлифовка.
Вогнутость корня шва

Вогнутость корня шва - дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Причины появления вогнутости корня шва:
Завышенный зазор между свариваемыми кромками;
Недостаточная величина сварочного тока;
Завышенная скорость сварки.
Исправление: подшлифовка и подварка.
Смещение кромок
Смещение сваренных кромок (d ) - неправильное положение сваренных кромок друг относительно друга.

Причины появления смещения кромок:
Неправильная (некачественная) сборка деталей под сварку;
Некачественная прихватка;
Недостаточное количество прихваток;
-  неравномерное распределение прихваток.
неравномерное распределение прихваток.
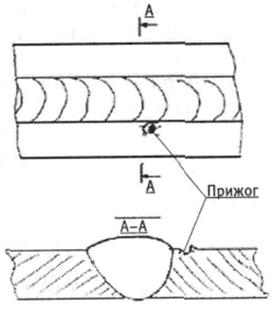
Случайное оплавление основного металла в результате зажигания дуги или гашения (прижог) - дефект в виде повреждения поверхности основного металла, примыкающего к сварному шву; возникает в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
Причина появления прижогов:
Низкая квалификация сварщика.
Исправление: зачистка мест прижога до «здорового» металла
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Что называется трещиной?
а) Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к ниму зонах.
б) Дефект в виде внутренней полости.
в) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
2. Что называется порой?
а) Дефект в виде полости или впадины, образованной при усадке металла шва.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
3. Что называется непроваром кромок?
а) Дефект, ориентированный вдоль сварного шва в виде разрыва.
в) Дефект в виде скопления шлака в сварном шве.
4. Что называется прожогом?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
5. Что такое шлаковое включение?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
6. Что называется подрезом?
а) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
7. Что такое кратер?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании в конце сварного шва.
8. Что называется прижогом?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного. соединения.
в) Дефект в виде местного повреждения поверхности основного металла, возникшее в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
9. Каковы причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного металла?
а) Большая длина сварочной дуги.
б) Большая ширина сварного шва.
в) Магнитное дутье.