Где применяют газ аргон? Исетьтехгаз - технические газы - аргон
Аргон представляет собой одноатомный инертный газ, он не имеет вкуса, запаха и цвета. А в периодической таблице Менделеева порядковый номер аргона восемнадцатый. Стоит сказать, что этот газ в природных условиях распространен не в соединениях химического характера, а в свободном виде. Воздух нашей планеты содержит в себе 0,95 % аргона. Кстати, этот газ есть в морской воде и земной коре.
Аргон впервые был открыт в 1882 году Джоном Рэлеем, знаменитым английским физиком. Благодаря опытам и научным экспериментам Рэлей обнаружил, что переработанный литр азота более увесист, чем тот же литр вещества, полученного после распада азотистого соединения.
Опубликованное открытие позволило выдвинуть гипотезы о том, что имеются существенные разницы о величинах плотности газа, полученного двумя совершенно разными способами. Физики предположили что азот, выделившийся из воздуха, имеет в себе неизвестный газ с более высокой плотностью. Опыты продолжились, и позже был выделен аргон. Это самый инертный из газов, известных в девятнадцатом веке. В 1894 году учеными был сделан официальный доклад об аргоне и его свойствах.
Свойства аргона
Аргон является одноатомным газом. Он не имеет запаха, лишен цвета и вкуса. В стандартных атмосферных условиях плотность аргона составляет 1, 7839 кг/ м3. Примерно в ста миллилитрах обычной воды может раствориться около трех миллилитров аргона.
Температура кипения газа составляет минус 185 градусов по Цельсию, а температура плавления равна 189 градусам. У аргона имеется два химических соединения (HArF и CU(Ar)O). Эти соединения получаются при низкой минусовой температуре. Синтезируют аргон при помощи процедуры разделения воздуха на азот и кислород.
Применение газа
Аргон стоит довольно дешево и при этом он очень востребован в разнообразных промышленных сферах. Например, этот газ имеется в обычных лампах накаливания. Когда-то давно для этих целей использовался азот. Этот газ используется также в металлургической промышленности и в подобных смежных отраслях.
Плюс использования данного газа заключается в том, что он помогает не допустить вредный контакт металла с воздухом. Аргон используется в медицине. Он инертен, и это позволяет очищать инструменты, им также обрабатывают гидрокостюмы и используют как пропеллент для обычных аэрозольных упаковок.
В нашей компании вы можете в баллонах с доставкой или самовывозом.
Меры безопасности
Аргон не взрывоопасен и не токсичен для человека. Но его высокая концентрация в воздухе может нанести вред человеку, так как может начаться кислородное голодание мозга, сопровождающееся потерей сознания и резкими головокружениями. Хоть аргон и не горючее вещество, но обращаться с ним надо аккуратно, так как при его нагревании повышается и его давление.

Контакт с жидкостью, содержащий аргон может вызвать серьезное обморожение конечностей. А при попадании аргона в глаза наступает потеря зрения, и появляются ожоги сетчатки. Поэтому при работе с аргоном следует обязательно носить защитную спецодежду и респираторы.
Следует помнить и о том, что аргон тяжелее воздуха в своем газообразном состоянии. И утечка газа из баллона может серьезно повлиять на физическое состояние человека. Обычно в промышленности при работе с аргоном используется шланговый противогаз или изолирующий прибор. Внимательно отслеживается уровень аргона в окружающем воздухе. По всем нормативам кислорода в помещении должно быть не менее девятнадцати процентов.

Общие сведения
Аргон - инертный одноатомный газ без цвета, вкуса и запаха. Третий по распространённости элемент в земной атмосфере (после азота и кислорода) - 0,93 % по объёму и 1,29 % по массе. Аргон - самый распространённый инертный газ в земной атмосфере, в 1 м 3 воздуха содержится 9,34 л аргона (для сравнения: в том же объеме воздуха содержится 18,2 см 3 неона, 5,2 см 3 гелия, 1,1 см 3 криптона, 0,09 см 3 ксенона). Есть аргон и в воде, до 0,3 см 3 в литре морской и до 0,55 см 3 в литре пресной воды. Его среднее содержание в земной коре (кларк) - 0,04 г на тонну, что в 14 раз больше, чем гелия, и в 57 - чем неона. Получается, что на Земле аргона намного больше, чем всех прочих элементов его группы, вместе взятых.
Физические свойства
Аргон - одноатомный газ с температурой кипения (при нормальном давлении) -185,9 °C (немного ниже, чем у кислорода, но немного выше, чем у азота). Температура плавления -189,4°С. В 100 мл воды при 20 °C растворяется 3,3 мл аргона, в некоторых органических растворителях аргон растворяется значительно лучше, чем в воде.
Химические свойства
Название «аргон» (от греч. - ленивый, медленный, неактивный) - подчеркивает важнейшее свойство элемента - его химическую неактивность.
Пока известны только 2 химических соединения аргона - гидрофторид аргона и CU(Ar)O, которые существуют при очень низких температурах. Кроме того, аргон образует эксимерные молекулы, то есть молекулы, у которых устойчивы возбужденные электронные состояния и неустойчиво основное состояние. Также со многими веществами, между молекулами которых действуют водородные связи (водой, фенолом, гидрохиноном и другими), образует соединения включения (клатраты), где атом аргона, как своего рода «гость», находится в полости, образованной в кристаллической решётке молекулами вещества-хозяина.
Получение
Получают аргон как побочный продукт при разделении воздуха на кислород и азот. Обычно используют воздухоразделительные аппараты двукратной ректификации, состоящие из нижней колонны высокого давления (предварительное разделение), верхней колонны низкого давления и промежуточного конденсатора-испарителя. В конечном счете азот отводится сверху, а кислород – из пространства над конденсатором. Летучесть аргона больше, чем кислорода, но меньше, чем азота. Поэтому аргонную фракцию отбирают в точке, находящейся примерно на трети высоты верхней колонны, и отводят в специальную колонну. Дальше следует очистка «сырого» аргона от кислорода (химическим путем или адсорбцией) и от азота (ректификацией).
Применение

Аргон находит широкое применение благодаря своему основному свойству - химической неактивности.
Первоначально главным потребителем аргона была электровакуумная техника . И сейчас подавляющее большинство ламп накаливания (миллиарды штук в год) заполняют смесью аргона (86%) и азота (14%). Переход с чистого азота на эту смесь повысил светоотдачу ламп. Поскольку в аргоне удачно сочетаются значительная плотность с малой теплопроводностью, металл нити накаливания испаряется в таких лампах медленнее, передача тепла от нити к колбе в них меньше. Используется аргон и в современных люминесцентных лампах для облегчения зажигания, лучшей передачи тока и предохранения катодов от разрушения.
Однако в последние десятилетия наибольшая часть получаемого аргона идет не в лампочки, а в металлургию .
Уже существуют металлургические цеха объемом в несколько тысяч кубометров с атмосферой, состоящей из аргона высокой чистоты. В этих цехах работают в изолирующих костюмах, а дышат подаваемым через шланги воздухом (выдыхаемый воздух отводится также через шланги); запасные дыхательные аппараты закреплены на спинах работающих.
В среде аргона ведут процессы, при которых нужно исключить контакт расплавленного металла с кислородом, азотом, углекислотой и влагой воздуха. Аргонная среда используется при горячей обработке титана, тантала, ниобия, бериллия, циркония, гафния, вольфрама, урана, тория, а также щелочных металлов. В атмосфере аргона обрабатывают плутоний, получают некоторые соединения хрома, титана, ванадия и других элементов.
Продувкой аргона через жидкую сталь из нее удаляют газовые включения. Это улучшает свойства металла.
Все шире применяется дуговая электросварка в среде аргона . В аргонной струе можно сваривать тонкостенные изделия и металлы, которые прежде считались трудносвариваемыми. При сварке в аргонной струе нет надобности во флюсах и электродных покрытиях, а стало быть, и в зачистке шва от шлака и остатков флюса. Аргон относится к инертным газам, которые химически не взаимодействуют с металлом и не растворяются в нем. Инертные газы применяют для сварки химически активных металлов (титан, алюминий, магний и др.), а также во всех случаях, когда необходимо получать сварные швы, однородные по составу с основным и присадочным металлом (высоколегированные стали и др.). Инертные газы обеспечивают защиту дуги и свариваемого металла, не оказывая на него металлургического воздействия.
Аргон используется в плазменной сварке и резке металлов как плазмообразующий газ. При микроплазменной сварке большинство металлов сваривают в непрерывном или импульсном режимах дугой прямой полярности, горящей между вольфрамовым электродом плазмотрона и изделием в струе плазмообразующего инертного газа – (чаще всего) аргона.
Электрическая дуга в аргонной атмосфере внесла переворот в технику резки металлов. Процесс намного ускорился, появилась возможность резать толстые листы самых тугоплавких металлов. Продуваемый вдоль столба дуги аргон (в смеси с водородом) предохраняет кромки разреза и вольфрамовый электрод от образования окисных, нитридных и иных пленок. Одновременно он сжимает и концентрирует дугу на малой поверхности, отчего температура в зоне резки достигает 4000-6000°С. К тому же, эта газовая струя выдувает продукты резки.
Поскольку аргон обладает низкой теплопроводностью его используют при заполнении внутреннего пространства стеклопакетов .
Защитные функции выполняет аргон и при выращивании монокристаллов (полупроводников, сегнетоэлектриков).
Стремление использовать свойства и возможности сверхчистых материалов - одна из тенденций современной техники. Для сверхчистоты нужны инертные защитные среды, разумеется, тоже чистые; аргон - самый дешевый и доступный из благородных газов.
Аргон высокой чистоты применяют в спектроскопических установках для анализа чистоты материалов и в аргоновых лазерах .
В пищевой промышленности аргон зарегистрирован в качестве пищевой добавки E938, в качестве пропеллента и упаковочного газа.
Используется аргон и в качестве огнетушащего вещества в газовых установках пожаротушения .
Показатели качества газообразного аргона высокой чистоты ТУ 6-21-12-94
| Объёмная доля, % | Высший сорт |
| Аргон, не менее | 99,998 |
| Кислород, не более | 0,0002 |
| Азот, не более | 0,001 |
| Водяной пар, не более | 0,0003 |
| Сумма углеродсодержащих соединений в пересчёте на СО2, не более | 0,00002 |
| Метан, не более | 0,0001 |
| Водород, не более | 0.0002 |
Хранение и перевозка аргона

Аргон газообразный хранится и транспортируется в баллонах окрашенных в серый цвет с надписью "АРГОН" зеленого цвета.
Аргон высокой чистоты хранится и транспортируется в баллонах окрашенных в серый цвет с надписью "АРГОН ВЫСОКОЙ ЧИСТОТЫ" белого цвета.
Аргон жидкий хранится и транспортируется в специальных криогенных емкостях.
Аргон сжатый и жидкий относится к классу опасных грузов. Поэтому транспорт используемый для перевозки аргона должен быть оборудован в соответствии с правилами перевозки опасных грузов.
Опасные факторы и меры безопасности
Инертные газы обладают физиологическим действием, которое проявляется в их наркотическом воздействии на организм. Наркотический эффект от вдыхания аргона проявляется только при барометрическом давлении свыше 0,2 МПа.
Аргон - инертный одноатомный газ без цвета, вкуса и запаха. Третий по распространённости элемент в земной атмосфере (после азота и кислорода) - 0,93 % по объёму и 1,29 % по массе. Аргон - самый распространённый инертный газ в земной атмосфере, в 1 м 3 воздуха содержится 9,34 л аргона (для сравнения: в том же объеме воздуха содержится 18,2 см 3 неона, 5,2 см 3 гелия, 1,1 см 3 криптона, 0,09 см 3 ксенона). Есть аргон и в воде, до 0,3 см 3 в литре морской и до 0,55 см 3 в литре пресной воды. Его среднее содержание в земной коре (кларк) - 0,04 г на тонну, что в 14 раз больше, чем гелия, и в 57 - чем неона. Получается, что на Земле аргона намного больше, чем всех прочих элементов его группы, вместе взятых.
Физические свойства
Аргон - одноатомный газ с температурой кипения (при нормальном давлении) -185,9 °C (немного ниже, чем у кислорода, но немного выше, чем у азота). Температура плавления -189,4°С. В 100 мл воды при 20 °C растворяется 3,3 мл аргона, в некоторых органических растворителях аргон растворяется значительно лучше, чем в воде.
Химические свойства
Название «аргон» (от греч. - ленивый, медленный, неактивный) - подчеркивает важнейшее свойство элемента - его химическую неактивность.
Пока известны только 2 химических соединения аргона - гидрофторид аргона и CU(Ar)O, которые существуют при очень низких температурах. Кроме того, аргон образует эксимерные молекулы, то есть молекулы, у которых устойчивы возбужденные электронные состояния и неустойчиво основное состояние. Также со многими веществами, между молекулами которых действуют водородные связи (водой, фенолом, гидрохиноном и другими), образует соединения включения (клатраты), где атом аргона, как своего рода «гость», находится в полости, образованной в кристаллической решётке молекулами вещества-хозяина.
Получение
Получают аргон как побочный продукт при разделении воздуха на кислород и азот. Обычно используют воздухоразделительные аппараты двукратной ректификации, состоящие из нижней колонны высокого давления (предварительное разделение), верхней колонны низкого давления и промежуточного конденсатора-испарителя. В конечном счете азот отводится сверху, а кислород – из пространства над конденсатором. Летучесть аргона больше, чем кислорода, но меньше, чем азота. Поэтому аргонную фракцию отбирают в точке, находящейся примерно на трети высоты верхней колонны, и отводят в специальную колонну. Дальше следует очистка «сырого» аргона от кислорода (химическим путем или адсорбцией) и от азота (ректификацией).
Классификация аргона по сортам
Аргон обеспечивает хорошую защиту сварочной ванны. В зависимости от назначения и содержания этот газ делится на три сорта. Высший сорт аргона (99,99% Ar) используется для сварки, химически активных металлов, циркония, титановых сплавов, молибдена, сплавов на их основе, ответственных конструкций из нержавеющих сталей. Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).
Хранение и транспортировка аргона
Хранится и транспортируется аргон в газообразном виде в стальных баллонах под давлением 150 ат, то есть в баллоне находится 6,2 м 3 газообразного аргона в пересчете на темературу 20˚С и давление 760 мм рт. ст. Возможна также транспортировка аргона в жидком виде в специальных цистернах или сосудах Дьюара с последующей его газификацией. Эксплуатация баллонов должна проводиться в соответствии с правилами безопасной эксплуатации сосудов, которые работают под давлением.
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки . С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и , является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.

Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр , который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.

Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
- Проводится тщательная очистка поверхностей соединяемых деталей от загрязнений, следов масла и жира, а также от окисной пленки. Такая очистка является обязательной и может выполняться механически способом либо при помощи химических средств.
- К соединяемым деталям необходимо подключить «массу». Сделать это можно как напрямую (если детали обладают большими габаритами), так и посредством металлической поверхности рабочего стола (если детали не отличаются большими размерами). Присадочная проволока, что важно, не включается в электрическую сварочную цепь, а подается отдельно.
- На сварочном оборудовании выставляется сила сварочного тока. Данный параметр выбирается в зависимости от характеристик соединяемых заготовок.
- После включения тока горелку с электродом подносят к свариваемым деталям как можно ближе, не прикасаясь к их поверхности. Оптимальное расстояние, на котором горелку располагают от поверхности соединяемых заготовок (его надо выдерживать в процессе выполнения сварки), – 2 мм. Удерживание электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл, получить красивый и аккуратный сварной шов.
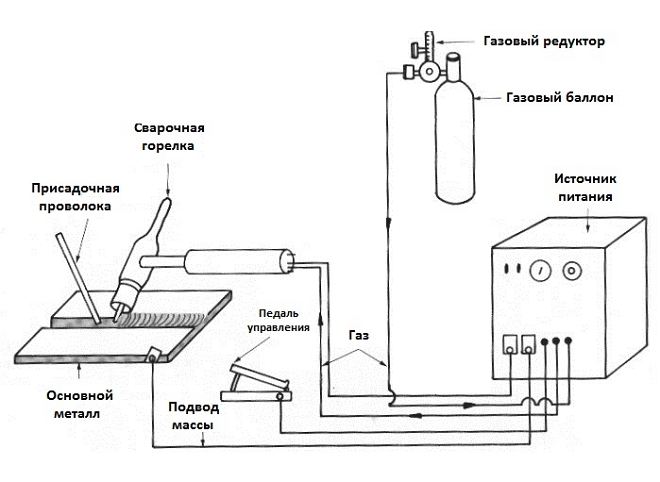
Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.

Нюансы работы с аргонной сваркой
Характерным примером является , оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.

Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
(голосов: 2
, средняя оценка: 5,00
из 5)